| Titel: | Universal-Drehbank. Patent von Richard Koch und Hermann Müller. |
| Fundstelle: | Band 219, Jahrgang 1876, S. 394 |
| Download: | XML |
Universal-Drehbank. Patent von Richard Koch und Hermann Müller.
Mit Abbildungen auf Taf.
VIII [b. d/3].
Koch und Müller's Universaldrehbank.
Arbeitsstücke von unrundem Querschnitt können auf Drehbänken nach zweierlei Art
gedreht werden.
1) Man ertheilt dem Drehstahl während der unveränderten Rotation der Spindel mit dem
Arbeitsstück eine bestimmte hin- und hergehende Bewegung senkrecht zur
Spindelachse. Eine solche von der „Elsäßischen
Maschinenbau-Gesellschaft“ in Grafenstaden im August 1868
patentirte (seither noch verbesserte) sehr einfache
Drehbank ist in diesem Journal, * 1869 192 445. 193 169 beschrieben.
2) Der Drehstahl bleibt wie gewöhnlich senkrecht zur Spindelachse unbeweglich,
dagegen erhält das Arbeitsstück außer der rotirenden noch eine alternirende Bewegung
senkrecht zur Drehachse. Nach diesem System ist die von Richard Koch, Bureauvorstand der Maschinenverwaltung der
Köln-Mindener Eisenbahn, und Hermann Müller,
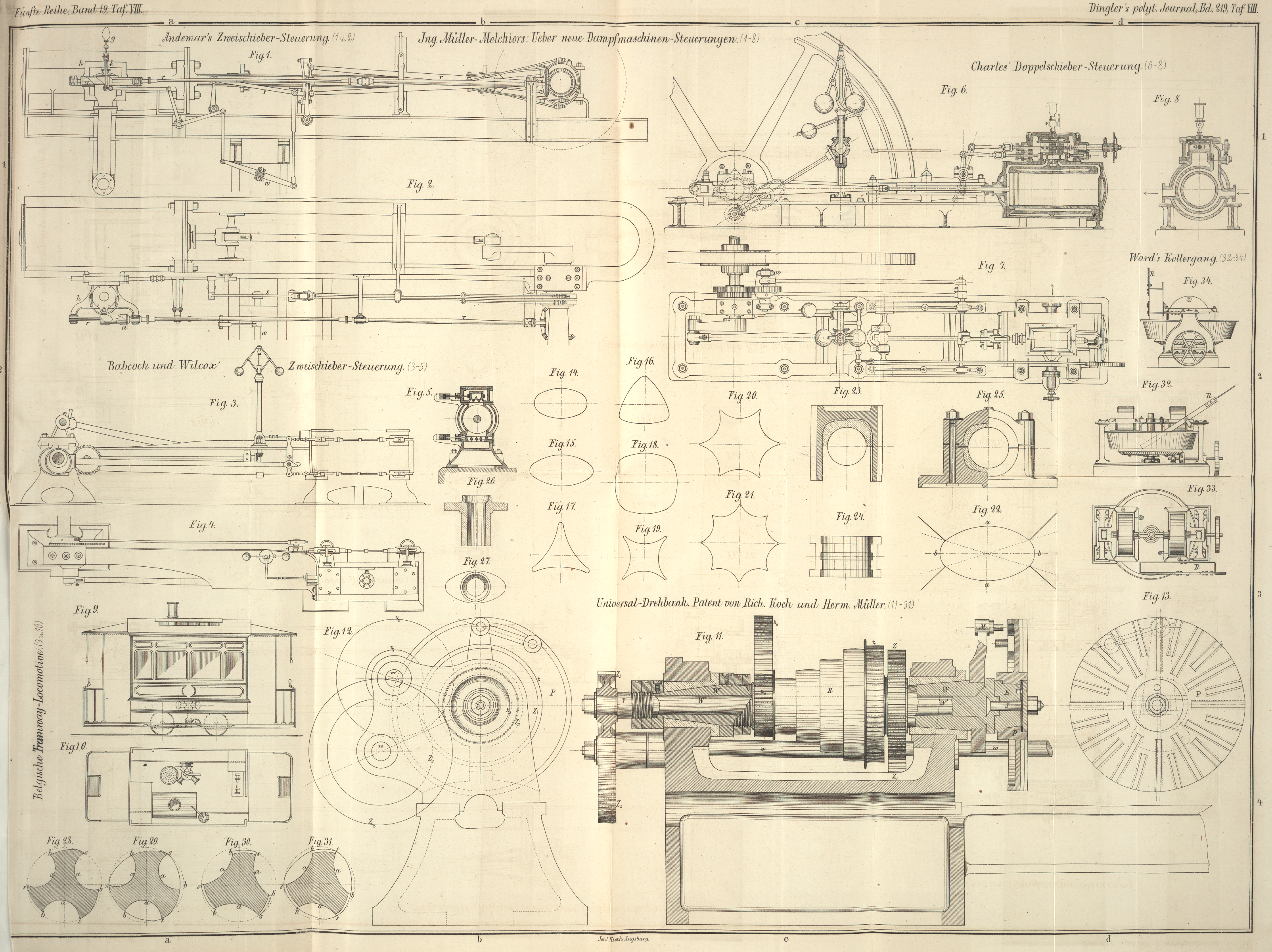
Werkführer, in Dortmund patentirte und in Fig. 11 bis 13
dargestellte Drehbank construirt. Der Spindelstock derselben enthält zwei in
einander steckende, verschieden schnell rotirende Spindeln W und W'; von der äußern Spindel W erhält das Arbeitsstück die Drehung, von der innern
Spindel W' wird das sich drehende Arbeitsstück
gleichzeitig senkrecht zur Drehachse hin und her bewegt.
Die äußere Spindel W wird durch eine Stufenscheibe R und ein Vorgelege z bis
z₃ in bekannter Weise angetrieben. Das
Zahnrad Z auf der äußern Spindel W betreibt durch das Zahnrad Z₁ eine Zwischenwelle w, von welcher die innere Spindel W' durch die Zahnräder Z₂ und Z₃ gedreht wird.
Am vordern Ende der innern Spindel W' sitzt ein
Versetzkopf E, eine gegen die innere Spindelachse
excentrisch verstellbare, kreisrunde Scheibe, auf welcher sich die von der äußern
Spindel W durch den Mitnehmer M mitgenommene Planscheibe P mit dem
aufgespannten Arbeitsstück dreht. Je nach der Räderübersetzung Z₂: Z₃ und der
Größe der Excentricität des Versetzkopfes E wird daher
das Arbeitsstück während einer Umdrehung verschiedene Male dem Drehstahle genähert
und von demselben entfernt und dabei die Querschnitte Fig. 14 bis 21 erzielt.
Für die ovalen Querschnitte Fig. 14 und 15 ist das
Zahnrad Z₃ halb so groß wie das Rad Z₂, der Versetzkopf E
dreht sich zweimal, während die Planscheibe sich einmal umdreht. Die Querschnitte Fig. 16 bis
21
bedingen eine 3, 4 und mehrfache Uebersetzung der Räder Z₂ und Z₃.
Gibt man dem Kopfe der Schraube S, welche die
Versetzscheibe E mit der innern Spindel W' verbindet und zugleich das Abgleiten der Planscheibe
P verhindert, die Form eines Körners, so dient
derselbe beim Abdrehen von Bolzen, Wellen etc. in bekannter Weise als solcher.
Hierbei muß aber auf der Drehbank ein Reitstock angebracht werden, dessen Reitnagel
eine ähnliche Einrichtung wie die innere Spindel W'
besitzt.
Der mit V (Fig. 11) bezeichnete Kopf
der äußern Spindel W dient zum Aufsetzen eines Rades,
welches in bekannter Weise den Selbstgang des Supports vermittelt.
Ueber die Eigenthümlichkeiten der beschriebenen Drehbank und der auf derselben
herstellbaren Arbeiten entnehmen wir dem Circular der Patentinhaber folgendes.
Es ist ein sehr großer Vortheil der Drehbank, allen bekannten Ovaldrehbänken etc.
gegenüber, daß die Stellung des Drehstahls zu dem Arbeitsstücke eine stets
günstigere ist als dort. Die Abweichung des Drehstahls von der normalen Stellung ist
beispielsweise für eine Ellipse aus Figur 32 zu ersehen; in
derselben bezeichnen die punktirten Linien die Stellung des Stahls bei den bisher
gebräuchlichen Schablonen-Drehbänken und die ausgezogenen Linien die Stellung
desselben bei unserer Drehbank.
Eine weitere Eigenthümlichkeit der Bank ist die, daß der Stahl, abweichend von
sonstigen Constructionen, an den Stellen b weit
langsamer schneidet als an den Stellen a.
Die Verwendbarkeit der Bank in der Praxis, sowohl zur Bearbeitung von Metallen, als
auch von Holz etc. wird voraussichtlich eine sehr mannigfaltige werden, sobald die
Constructeure sich erst an die Benützung der neuen mit ihr herstellbaren Formen,
welche früher gar nicht, oder doch nur mit großen Kosten anzufertigen waren, gewöhnt
haben werden. Wir können uns hier nur darauf beschränken, diese Verwendbarkeit an
einzelnen Beispielen nachzuweisen.
Die Fig. 23
bis 25
bezeichnen ein Locomotivachslager und ein gewöhnliches Lager für Wellen. Mit Hilfe
unserer Bank können beide Lagerkasten sowohl, als auch die zugehörigen Lagerschalen
in gezeichneter Weise vor der Planscheibe vollständig und ohne Nachhilfe eines
Bankarbeiters so gedreht werden, daß ein weiteres Ineinanderpassen dieser Theile
unnöthig wird. Bewirkt man die Verstellung der Versetzscheibe E unserer Drehbank vor dem Kopfe der innern Spindel W' durch eine Schraube in derselben Weise, wie man einen Support bewegt,
so kann man die Lagerschalen, sowie die in Fig. 26 und 27 gezeichnete
Stopfbüchse vor der Planscheibe fertig drehen.
Vertauscht man den meist viereckigen Querschnitt der Kuppelstangen und Kurbelstangen
bei Locomotiven mit der ovalen Form, so ist diese für die Beanspruchung jener Theile
natürlicher und vortheilhafter und wird außerdem die Herstellung derselben bedeutend
billiger. – Sollen Kurbeln, Riemenscheiben oder Räder auf Wellen befestigt
werden, so macht die Anwendung von viereckigen, jedoch mit einer nur geringen
excentrischen Verstellung der Scheibe E unserer Bank
hergestellten Querschnitten der Welle die Anwendung von Keilen unnöthig. –
Wenn man die Scheibe E mit einer geringen Excentricität zu
der innern Spindel W' mit dieser aus einem Stück
herstellt, so ist anzunehmen, daß die Genauigkeit der Arbeit der Bank genügt, um
auch das Aufpressen von Locomotivrädern ohne besondere Keile zu bewirken.
Läßt man in dem Reitstock den mit W' gleichen Reitnagel
sich nicht drehen, so geht die an der andern Seite gedrehte Figur nach und nach in
einen Kreis über. Entfernt man bei dieser Einrichtung die Reitnagelspitze von dem
Drehstahle halb so weit, wie man die Versetzscheibe E
excentrisch zur innern Spindel W verstellt hatte, so ist
der Durchmesser des so entstehenden Kreises eben so groß, wie der größte Durchmesser
der auf dieser Seite gedrehten Figur. Die so erhaltenen Formen eignen sich in
hervorragendem Maße zur Herstellung von Reibahlen und Gewindebohrern.
Die Figuren 28
und 31
stellen die Querschnitte von Reibahlen dar, wie sie
bisher und wie sie mit Hilfe unserer Bank hergestellt werden.
Um die Reibahle Figur 28 herzustellen, werden zunächst in den runden punktirt
angedeuteten Stab die mit a bezeichneten Vertiefungen
gefräst, und bringt darauf ein Bankarbeiter die mit b
bezeichneten Theile mittels einer Feile auf die gezeichnete Form. Dieser letzte
Theil der Arbeit muß mit der größten Sorgfalt ausgeführt und darf nur den
geschicktesten Arbeitern anvertraut werden, wenn die Reibahle brauchbar sein soll.
Ein einziger ungeschickter Feilstrich an den Schneiden s
läßt diese gegen einen Theil der Fläche b zurücktreten,
wodurch ein Schneiden des Werkzeuges unmöglich wird. Bei dem mit Hilfe unserer Bank
hergestellten dreieckigen Querschnitte des Stahls (die punktirte Kreislinie ist nur
gezeichnet, um die dreieckige Form besser hervortreten zu lassen) ist nur ein
Fortfräsen der mit a bezeichneten Stellen nothwendig und
fällt die Bearbeitung mit der Feile ganz fort. Es kann auch die Arbeit des Fräsens
auf unserer Bank dadurch erspart werden, daß man die excentrische Stellung des
Versetzkopfes E vergrößert und vor dem weitern Drehen
den Drehstahl zurück zieht. Geht der gezeichnete dreieckige Querschnitt der Reibahle
nach und nach in einen Kreis über, so wird ihre Führung in dem zu erweiternden Loche
immer vollkommener, und wird dieses, wenn die Reibahle das Loch passirt hat,
vollkommen rund ausfallen.
Für die Gewindebohrer
Fig. 30 und
31 gilt
dasselbe, was wir von der Reibahle gesagt haben, nur hat noch der mit unserer Bank
hergestellte Gewindebohrer (Fig. 31) dem andern (Fig. 30)
gegenüber den in die Augen fallenden Vortheil, daß nicht nur die Spitze des Gewindes
b, sondern auch der Grund desselben, von der
Schneide s an gerechnet, zurücktritt, was dort nicht der
Fall war.
Wenn man die Zähnezahlen der Räder Z₂ und Z₃ nicht genau in den Verhältnissen von 1 : 2, 1
: 3, 1 : 4 etc. zu einander anordnet, so laufen die erhaltenen Figuren
schraubenförmig um die eingespannte Welle; macht man die Umdrehungszahlen der innern
Spindel W' und des Reitnagels verschieden, so erhält man
auf beiden Seiten der abzudrehenden Welle verschiedene Querschnittsfiguren, welche
nach und nach in einander übergehen. Gibt man den Rädern Z und Z₁ verschiedene Größen und macht
die Räder Z₂ und Z₃ elliptisch, so erhält man neue interessante Figuren. Man kann also,
wie ersichtlich, mit Leichtigkeit allerlei neue, nützliche und complicirte Formen
herstellen, deren Verwendbarkeit im Baufache, der Kunsttischlerei, der
Schirm- und Stockfabrikation etc. keinem Zweifel unterliegt.
Da der Mitnehmer sich um einen festen Punkt, die Planscheibe dagegen um einen Zapfen
dreht dessen Mittelpunkt sich in einer Kreislinie bewegt, so ist die
Umdrehungsgeschwindigkeit der Planscheibe nicht ganz gleichförmig, die erhaltenen
Figuren sind nur nach einer durch ihre Mitte gehenden Linie symmetrisch. Diese
Unregelmäßigkeit der
Figuren tritt nur in bemerkbarer Weise auf, wenn die Excentricität im Verhältniß zur
Länge des Mitnehmers sehr groß wird (bei den Verhältnissen unserer Zeichnung ist sie
nur bei ganz sorgfältigen Nachmessungen erkennbar); man kann sie zur Herstellung
neuer Formen benützen.
Ist das Verhältniß der Umdrehungszahlen der beiden Spindeln gleich 1 : 2, so bildet
die Drehbank Figuren, welche je nach dem Winkel, unter welchem man den Mitnehmer zum
Excenter, der ganz nach oben zeigen möge, aufkeilt, aus der Eiform nach und nach in
eine ovale Form übergehen, bei welcher jedoch die eine Hälfte schlanker ist als die
andere.
Wollte man, statt wie in unserer Zeichnung, den Zapfen der Planscheibe durch eine
Schleppkurbel mit dem Zapfen des Mitnehmers zu verbinden, diesen letztern gegen eine
vorspringende Leiste der Planscheibe drücken lassen, so würde er bei jeder Umdrehung
der Planscheibe um die doppelte Excentricität an dieser Leiste hin und her gleiten.
Die so entstehenden Figuren gleichen den eben beschriebenen. Ordnet man die
betreffende Leiste der Planscheibe nicht gerade und radial an, so kann man, wenn
auch nur in engen Grenzen, beliebige Formen mit der Bank drehen.
Durch Vermehrung der Mitnehmer und der Leisten der Planscheibe, gegen welche diese
sich legen, kann man auch bei kurzen Mitnehmern die Umdrehungsgeschwindigkeit der
Drehbank bis zu beliebigem Grade gleichmäßig machen.
Ist der Zapfen des Mitnehmers M bei der gezeichneten
Anordnung der Bank in diesem verschiebbar, so kann man durch Regulirung seiner
Stellung die Umdrehungsgeschwindigkeit der Planscheibe in ihren einzelnen Lagen
beliebig vergrößern oder verkleinern und so in weitern Grenzen, als es oben möglich
war, bestimmt vorgeschriebene Figuren herstellen.
Macht man die excentrische Verstellung der Scheibe E noch
größer als den Querschnittsfiguren 16 bis 21 entspricht, so bilden sich an den Ecken
derselben Schleifen, der Drehstahl arbeitet demnach nicht continuirlich. Die so
gedrehten Stäbe bekommen ganz scharfe Ecken unter überall günstiger Stellung des
Drehstahls.
Tafeln