| Titel: | Hydraulische Luppenpresse von C. W. Siemens in London. |
| Autor: | P. M. |
| Fundstelle: | Band 220, Jahrgang 1876, Nr. , S. 214 |
| Download: | XML |
Hydraulische Luppenpresse von
C. W.
Siemens in London.
Mit Abbildungen auf Taf. IV [a/2].
Siemens' hydraulische Luppenpresse.
Bei den bis heute zum Zängen der Luppen fast ausschließlich
gebräuchlichen Apparaten wird das zu bearbeitende Metall einem
momentanen, in einer bestimmten Richtung wirkenden Drucke
ausgesetzt, welche Manipulation je nach der Natur der in der
Luppe eingeschlossenen Schlacke ein mehr oder weniger starkes
Zerreißen der Luppe zur Folge haben kann. Vor einiger Zeit (1875
216 539) wurde in allgemeinen Umrissen schon angedeutet, auf
welche Weise C. W. Siemens diesem
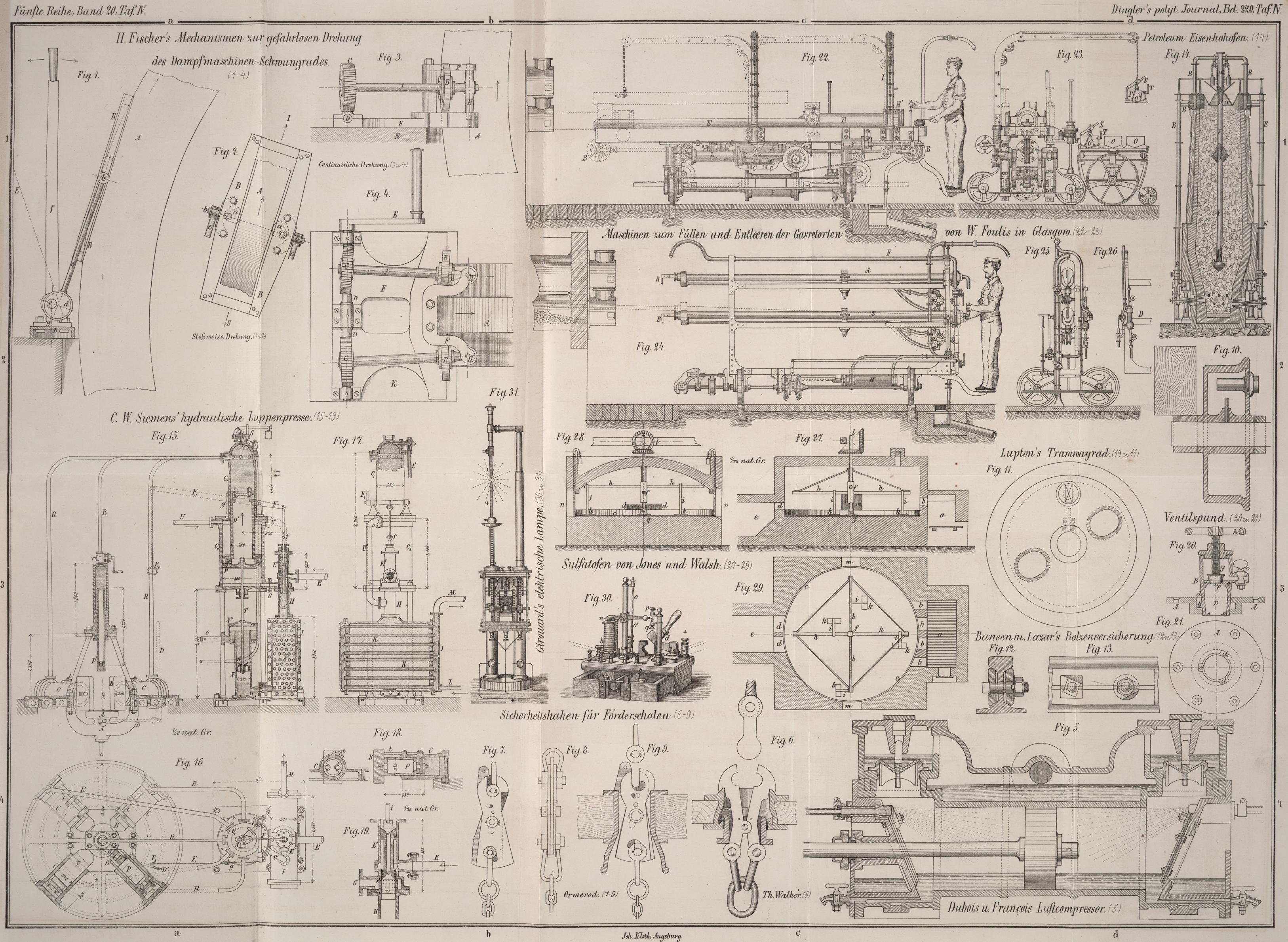
Uebelstande abzuhelfen suchte; in Fig. 15
bis 19 ist
nun (nach Armengaud's Publication
industrielle, vol. 22 p. 501
pl. 48) die vollständige Einrichtung
des Siemens'schen Apparates veranschaulicht.
Die zu bearbeitende Luppe wird auf einen runden, horizontalen
Tisch A gelegt, welcher mittels des
Hebelwerkes D, D′ um ¼
bis ⅛ seines Umfanges gedreht werden kann. Um diesen
Tisch A ist die eigentliche Presse
aufgestellt. Vier hohle Preßkolben P, welche sich in entsprechenden hydraulischen Cylindern
bewegen, sind mit Kopfstücken B
(Fig. 18)
zur Uebermittlung des horizontalen Druckes an die Luppe
versehen, während der hydraulische Kolben P′ eine verticale Pressung auf die Luppe
ausübt.
Die eigentliche Kraftmaschine, welche an der rechten Seite der
Luppenpresse aufgestellt ist, besteht wesentlich aus einem
hydraulischen Cylinder C1 und einem Dampfcylinder C2 sammt
Zubehör. Der Dampfkolben p, welcher
während des Stillstandes der Maschine den untern Cylinderraum
einnimmt, trägt eine hohle Kolbenstange P′, deren äußerer Durchmesser
genau dem innern Durchmesser des hydraulischen Cylinders C1
entspricht, und welcher auf diese Weise zugleich als Plunger des
letztern functionirt. Die Einrichtung der Dampfsteuerung E′ ergibt sich aus Figur 19. Der Schieber besteht aus zwei an einer hohlen
Kolbenstange befestigten Kolben e,
e, welche Einrichtung eine gleichmäßige Vertheilung des
Druckes auf beide Schieberflächen bezweckt. Die Bewegung des
Schiebers erfolgt von Hand mittels des Hebelwerkes f, F, F1
und F2. Bei der mittlern Stellung des Schiebers (Fig.
15) dringt der Dampf aus der Leitung E in den Schieberkasten E′, umspült den eigentlichen
Schieber und begibt sich durch die Oeffnungen e′ und den Rohrstutzen G unter den Dampfkolben p. Durch das Rohr H steht der Schieberkasten mit einem gewöhnlichen
Röhrencondensator I und Luftpumpe
N in Verbindung, deren Kolben n mittels Kolbenstange vom Dampfkolben
p seine Bewegung erhält. Der Zu- und
Abfluß des Kühlwassers nach und aus dem Condensator erfolgt
durch die Röhren L und M, während das condensirte Wasser aus
N′ (Fig. 15)
durch das Rohr O abfließt.
Vor der Inbetriebsetzung des Apparates entfernt man die Luft aus
dem Dampfcylinder C2 oberhalb des Kolbens p durch Einlassen von Dampf aus der
Dampfleitung U, wobei die im
Cylinder befindliche Luft durch das Rohr U′ in den Condensator fortgerissen wird. Auf diese
Weise wird nach Abschluß der Dampfleitung U zwischen dem Plungerkolben p′ und Cylinder C2 eine theilweise Luftverdünnung
erzeugt, und man hat nur dem Schieber e
e eine abwärts gerichtete Bewegung zu ertheilen, um das
Dampfeinströmen unterhalb des Dampfkolbens p zu veranlassen. Beim Aufgang dieses
Kolbens p wird das im Cylinder C1
eingeschlossene Wasser durch die Röhren R, R zurückgedrängt und veranlaßt die Bewegung der
Preßkolben P, P′. Die
entgegengesetzte Bewegung findet statt beim Aufziehen des
Dampfschiebers e e, wo alsdann der
Dampf unterhalb des Kolbens p zu dem
Condensator entweicht.
Man hat dem verticalen Preßkolben P′ einen geringern Durchmesser gegeben als den
horizontalen Kolben P, um den auf
die Luppe auszuübenden verticalen Druck in Bezug auf die in den
Kolben P ausgeübte horizontale
Pressung zu vermindern; auch ist die Entfernung dieses Kolbens
von der Luppe eine größere als die der andern Kolben, in Folge
dessen der verticale Druck erst einige Zeit nach Einwirkung der
horizontalen Pressung auftritt. Außerdem hat man oberhalb des
Kolbens P′ einen
Regulirungshahn r angebracht,
wodurch man nicht allein dessen Einwirkung beim Rückgang des
horizontalen Kolbens aufrecht halten, sondern denselben auch
ganz außer Betrieb setzen kann. An den Kopfstücken B der Preßkolben P sind Führungsstangen t
angebracht, welche ein Abweichen dieser Hammerstücke aus der
verticalen Stellung verhindern.
Der hydraulische Cylinder C1 ist selbstverständlich mit einem
Sicherheitsventil S (Fig. 15
und 16)
versehen. Durch das am obern Theile dieses Cylinders ausmündende
Wasserrohr t′, in welches ein
Saugventil s eingeschaltet ist, wird
der hydraulische Apparat mit Wasser gespeist, und dadurch ein
etwaiger Wasserverlust beim Rückgang der Kolben selbstthätig
ersetzt. Auch würde bei einem etwaigen Austritt des Wassers aus
dem Cylinder C1 in den Dampfcylinder C2
dieses Wasser in dem luftleeren Raume oberhalb des Kolbens p sofort verdampft und der entstandene
Dampf beim Aufgange des Kolbens durch das Rohr U′ in den Condensator
zurückgedrängt.
Der Hub des Hebels F2 kann durch die
Arretirungsvorrichtung g regulirt
und in Folge dessen der Steuerungsschieber beliebig gestellt,
resp. der Hub der hydraulischen Preßkolben je nach der Größe der
zu zängenden Luppen begrenzt werden.
Der horizontale Tisch A wird durch
einen hydraulischen Kolben getragen, welcher im Cylinder A′ (Fig. 15)
spielt und durch ein Rohr a aus
einem höher gelegenen Reservoir mit Wasser gespeist wird. Auf
diese Weise werden einerseits die auf diesen Tisch wirkenden
Stöße aufgehoben, anderseits wird durch das zwischen diesem
Cylinder und Kolben austretende Wasser die Drehung des Tisches
A in Folge Verminderung der Reibung
zwischen den beweglichen Theilen durch das zwischentretende
Wasser möglichst erleichtert.
Selbstverständlich muß der Inhalt des Cylinders C1 dem
der übrigen hydraulischen Cylinder wenigstens gleich sein. Auch
darf der totale Druck der Wassersäule den der atmosphärischen
Luft nicht übersteigen, soll der Apparat noch betriebsfähig
bleiben. Wegen den Widerständen und der Reibung in den Röhren
sollte diese Wassersäulenhöhe nie 5m übersteigen.
Der beschriebene Siemens'sche Apparat eignet sich am besten nicht
nur zum Zängen der großen Luppen, wie sie heute in den neuern
Puddelöfen dargestellt werden, sondern erlaubt auch mehrere
kleinere Luppen mit der größten Leichtigkeit an einander zu
schweißen. Da die Pressung eine langsame, aber continuirlich
wirkende ist, welche sich leicht reguliren läßt, so kann man aus
den durch den directen Proceß dargestellten Luppen die Schlacke
mit Leichtigkeit entfernen, worauf ein festes Zusammenschweißen
nach vorheriger Erhitzung am Schweißofen stattfindet.
Auf die Qualität der Producte ist die Luppenpresse von
wesentlichem Einfluß. Wie die Erfahrung bekanntlich bestätigt,
wird beim Puddelproceß der Phosphor aus dem Eisen
um so leichter entfernt, je geringer die Ofentemperatur ist. Bei
dem jetzt üblichen gleichzeitigen Zängen und Schweißen der
Luppen unter dem Dampfhammer ist man jedoch allgemein gezwungen,
die Ofentemperatur mit Rücksicht auf das Zusammenschweißen
möglichst hoch zu halten, wodurch die Qualität des Eisens durch
einen größern Phosphorgehalt beeinträchtigt wird. Vollführt man
jedoch, wie C. W. Siemens, Zängen und
Schweißen in zwei getrennten Zeiträumen, so ist es gestattet,
die Ofentemperatur zuerst möglichst niedrig zu halten, genügend,
um den größten Theil der Schlacke auf der so wirksamen
hydraulischen Luppenpresse auszuquetschen, worauf erst das
Zusammenschweißen nach nochmaliger Erhitzung der Luppe bis zur
Schweißhitze unter dem Dampfhammer oder im Walzwerk erfolgt, bei
welcher Arbeitsmethode der Phosphor fast vollständig
ausgetrieben und die Qualität des gewonnenen Eisens also eine
viel bessere wird.
P. M.
Tafeln