| Titel: | Mutterndrehbank der Deutschen Werkzeugmaschinenfabrik vormals Sondermann und Stier in Chemnitz; von Prof. H. Falcke. |
| Fundstelle: | Band 221, Jahrgang 1876, S. 108 |
| Download: | XML |
Mutterndrehbank der Deutschen
Werkzeugmaschinenfabrik vormals Sondermann und Stier in Chemnitz; von Prof. H. Falcke.
Mit Abbildungen auf Taf.
IV [a.b/2].
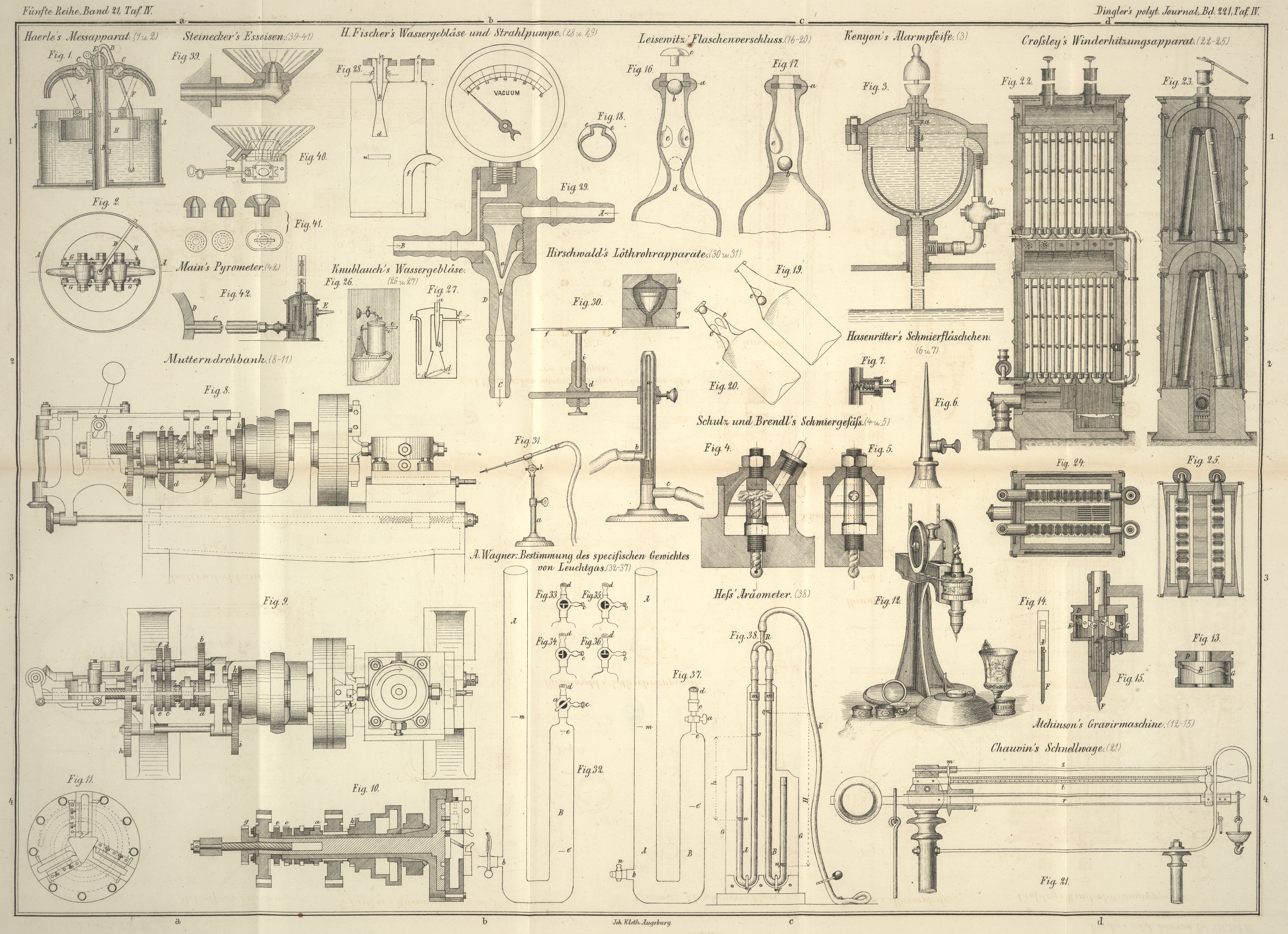
Falcke, über eine neue Mutterndrehbank.
Die in den Figuren
8 bis 11 im Aufriß, Grundriß und Details dargestellte Maschine, welche in der
Werkstatt der Deutschen Werkzeugmaschinenfabrik vormals Sondermann und Stier in Chemnitz erbaut und der
genannten Fabrik in den größern Staaten Deutschlands patentirt ist, ist dazu
bestimmt, Schraubenmuttern auf ihren Grundflächen gerade abzudrehen und die übliche
Facette daran anzuschneiden. Diese Bearbeitung der schon vorher mit ihrem Gewinde
versehenen Schraubenmuttern erfolgt so, daß jede einzelne Mutter auf einem
horizontalen, an einem Spannkopf befindlichen Schraubenbolzen aufgeschraubt wird,
und dann drei Schneidstähle, welche an einer der Mutter conachsial gegenüber
gestellten rotirenden Scheibe radial ein- und auswärts beweglich sind, das
Abdrehen der geraden Stirnfläche und das Anschneiden der schrägen Facette besorgen.
Es steht bei dieser Drehbank also das Arbeitsstück fest, dagegen bewegen sich die
Drehstähle, und zwar führen die letztern sowohl die eigentliche Schneidbewegung als
auch die Schalt- oder Fortrückbewegung aus, die bei jeder Werkzeugmaschine
vorkommen. Es schieben sich nämlich während des Schneidens (bei fortwährender
Drehung der Schneidscheibe in gleicher Richtung) alle drei Drehstähle langsam radial
einwärts, ein Stahl schneidet vor, der andere nach, der dritte schneidet die Facette
an; nach Vollendung dieser Arbeit aber gehen alle drei Stähle wieder schneller
radial auswärts, und ist dabei Vorkehrung getroffen, daß während der letztern
Bewegung die Mutter sich etwas von den Schneidstählen zurückgezogen hat.
Der Spannkopf zum Festhalten ist ähnlich eingerichtet, wie dies z.B. bei andern
Werkzeugmaschinen mit der sogen. Revolvervorrichtung der Fall ist, d.h. er ist eine
um eine verticale Achse drehbare Scheibe, welche sich durch eine
Arretirungsvorrichtung in verschiedenen Stellungen festhalten läßt, so daß, wenn an
einem Punkt seines Umfanges eine Mutter aufgespannt ist, welche den Schneidstählen
gerade gegenübersteht und bearbeitet wird, die an einem andern Punkt befestigte und
soeben vollendete vom Arbeiter weggenommen und durch eine neue, noch rohe Mutter
ersetzt werden kann.
Die Scheibe mit den Schneidstählen erhält durch einen Riemen, welcher auf die an
ihrer Welle befindliche Stufenriemenscheibe wirkt, fortwährend Umdrehung nach einer
Richtung; die radiale Ein- und Auswärtsbewegung der kleinen Supports mit den
Schneidstahlhaltern ist aus dieser Drehbewegung abgeleitet und vollzieht sich
gänzlich selbstthätig. Es ist nämlich die Welle der Riemenscheibe (Fig. 10) und
Schneidstahlscheibe hohl und befindet sich darin eine zweite Welle; diese trägt eine
innerhalb der Schneidstahlscheibe angebrachte und für sich mit dieser Welle drehbare
Schmiedeisenscheibe mit einem Spiralschlitz. An den Schneidstahlhaltern (welche sich
in den sonst üblichen Prismenschliffen der Scheibe führen) sind vorstehende Bolzen oder Rollen
vorhanden, welche in diesen Spiralschlitz hineinragen, und, je nachdem sich die
Spiralscheibe schneller oder langsamer dreht als die Schneidscheibe, müssen sich die
Schneidstähle des Spiralschlitzes radial einwärts oder auswärts bewegen.
Der schnellere oder langsamere Gang der Spiralscheibe wird in folgender Weise
hervorgebracht. Die Welle dieser Scheibe wird zunächst durch ein Räderpaar e, f von einer parallel gelagerten Welle aus betrieben;
diese letztere Welle aber wird von der hohlen Riemenscheibenwelle aus entweder durch
das Räderpaar a, b oder durch e,
d in Bewegung gesetzt. Die Antriebräder a und
c sind lose auf ihrer Welle, und es kann eines oder
das andere undrehbar damit verbunden werden, je nachdem ein zwischen beiden
befindlicher, auf der Riemenscheibenwelle undrehbarer doppelter Kronenmuff in eines
der Räder einfaßt. Die Umsetzungsverhältnisse dieser Räderpaare, welche eine gewisse
Differenz zwischen der Geschwindigkeit der Schneidscheibe und der Spiralscheibe
hervorbringen, sind so gewählt, daß diese Differenz beim Radialauswärtsbewegen oder
Rückgang der Schneiden beträchtlich größer wird als beim Radialeinwärtsschieben, wo
die Schneiden angreifen und über die Mutterfläche hinweggehen. Haben die Räder z.B.
die Verhältnisse e : f wie 35 : 42, aber a : b wie 40 : 33 und c : d wie 38 : 33, so dreht
sich die Spiralscheide bei einem Umgange der Schneidscheibe a/b × e/f = 40/33 × 35/42 = 100/99 Mal, also etwa 1 Proc.
schneller, und es rücken die Schneiden um 1/99 der Steigung der Spirale vor,
während, wenn das Rad c zum Antrieb benützt wird, die
Spiralscheibe sich blos c/d
× e/f = 38/33
× 35/42 = 95/99 dreht, also die Differenz etwa 4 Proc. beträgt, oder der
Rückgang der Schneiden mit vier Mal größerer Geschwindigkeit erfolgt als der
Vorwärtsgang.
Der vorhin erwähnte Klauenmuff muß natürlich für jede zu bearbeitende
Mutterstirnfläche sich einmal nach dem einen und einmal nach dem andern Antriebrad
hin bewegen, und der Zeitraum, nach welchem dieser Wechsel zu erfolgen hat, richtet
sich nach der Größe der Mutter. Es ist deshalb noch ein Zählzeug angebracht,
bestehend aus einer steilen Schraube, welche im äußersten (linken) Ende der
ebenfalls ausgehöhlten Spiralscheibenwelle undrehbar, aber der Länge nach
verschiebbar eingesteckt ist und mit dieser Welle gleichzeitig rotirt. Die Mutter
für diese Schraube ist
ein Rad g, dem von der Riemenscheibenwelle aus durch
andere Räder k, i, h eine gleichbleibende
Drehungsbewegung ertheilt wird, und welches derart in das Gestell der Maschine
eingelagert ist, daß es sich wohl drehen, aber nicht in seiner Achsenrichtung
verschieben kann. Demnach muß die Schraube, da sie andere Geschwindigkeit hat als
die Mutter, und zwar ebenso wie die Spiralscheibe im Vergleich zur Schneidscheibe
einmal langsamer, einmal schneller sich bewegt, sich entweder aus der
Spiralscheibenwelle herausschieben (beim Schneiden) oder hineinschieben (beim
Rückgang der Schneidstähle); hierbei nimmt sie aber einen Schieber mit, welcher zwei
der Muttergröße entsprechend verstellbare Vorsprünge hat, von denen jedes Mal einer
auf den kurzen Arm eines Umschlaghebels wirkt und diesen nach rechts oder links
umdreht. Aus der Zeichnung ist ersichtlich, daß dieser Umschlaghebel auf eine Stange
wirken kann, welche die Ausrückgabel des Klauenmuffes trägt, und diesen also bei
jedesmaligem Umschlagen nach rechts oder links auch nach einer dieser Richtungen
verschiebt. In der Wirklichkeit wird dieser Mechanismus noch etwas anders
ausgeführt, indem ganz wie bei einer ebenfalls der Deutschen Werkzeugmaschinenfabrik
patentirten Langlochbohrmaschine der genannte Umschlaghebel nicht direct auf die
Ausrückstange, sondern erst auf einen zweiten, ebenfalls durch Gewicht beschwerten
Umschlaghebel wirkt, und das Umlegen des letztern dann erst das Fortschieben der den
Klauenmuff fortrückenden Stange bewerkstelligt, wodurch das Umschalten noch genauer
vor sich geht.
Das wechselweise Verrücken der Klauenmuffausrückstange bewirkt nun noch durch eine
kleine Zugstange und Hebel die Rück- und Vorwärtsdrehung einer stehenden
Welle, und diese überträgt sich durch conische Räder auf eine im Maschinengestell
liegende Schraube, deren Mutter unter dem Schlitten befindlich ist, welcher den
Spannkopf trägt. Das Resultat dieser Einrichtung ist, daß bei jeder Verrückung des
Klauenmuffes, also bei jedesmaligem Wechseln der Geschwindigkeit der Spiralscheibe,
der Spannkopf sich der Schneidstahlscheibe etwas nähert, wenn das Abdrehen vor sich
geht, und dann wieder davon entfernt, wenn nach vollendetem Abdrehen der Mutter die
Schneidstähle sich wieder nach auswärts bewegen.
Aus der Zeichnung ist noch ersichtlich, daß der Schlitten, welcher den Spannkopf auf
dem Grundbett hin- und herschiebt, überdies oben noch eine zweite
Schlittenführung besitzt, um den Spannkopf unabhängig nach Bedarf gegen die
Schneidstähle zu verstellen, aber so, daß die Schneidstahlhalter sich durch eine
Stellschraube gegen den im Spiralschlitz sich führenden Bolzen verschieben lassen,
damit eine genaue Einstellung der Schneidstähle ermöglicht wird. Die ganze Maschine, deren
durchdachte und gut durchgeführte Construction ein beredtes Zeugniß davon gibt, daß
die Deutsche Werkzeugmaschinenfabrik sich bemüht, im Fache der
Specialwerkzeugmaschinen fortwährend etwas Neues zu bieten, ist übrigens
außerordentlich leicht zu bedienen, da der Arbeiter weiter nichts nöthig hat, als
fortwährend neue Muttern aufzuspannen und die fertigen zu entfernen, wobei er
lediglich regelmäßig den Spannkopf etwas weiter zu drehen hat. (Deutsche Industriezeitung, 1876 S. 133.)
Tafeln