| Titel: | Richards' Maschinen zur Fassfabrikation. |
| Fundstelle: | Band 223, Jahrgang 1877, S. 251 |
| Download: | XML |
Richards' Maschinen
zur Fassfabrikation.Ueber Faßfabrikation vgl. Kohn 1873 207 257. – Pile
(französisches System) * 1870 195 223. – v.
Gasteiger (Woolwicher Fabrikation) * 1863 169 409. – v. Lihatcheff (russisches System) * 1861 160
101. – Benter's Maschine * 1860 157 12.
Nach Engineering, Juni 1876 beschrieben von Josef Pechan, Chef-Ingenieur der Ottakringer
Eisengießerei und Maschinenfabrik in Wien.
Mit Abbildungen auf Tafel
VI.
Richards' Maschinen zur Faßfabrikation.
Nachstehend geben wir Zeichnungen und Beschreibung eines Systems von Maschinen zur
Anfertigung kleinerer Fässer und leichterer Bötcherwaare, nach J. Richard's Patent ausgeführt von der Maschinenfabrik Allen
Ransome und Comp. in
Chelsea, London, welche in ihrer Construction dem in Europa zur Verwendung kommenden
Holze angepaßt sind. Die einzelnen Maschinen dieses Systems sind folgenden
Verrichtungen entsprechend construirt.
Das im Handel vorkommende, zur Erzeugung von Faßdauben
geeignete Holz wird zuerst der Länge nach in Pfosten
zertheilt, welche der Quere nach
durchgeschnitten (je nach ihrer Länge und jener der gewünschten Faßdauben)
je 2 oder 3 Daubenklötze ergeben, die in Länge und Dicke
schon mit der Länge und Breite der zu schneidenden Faßdauben beiläufig
übereinstimmen. Hierbei wird die Breite der Dauben für kleine Fässer mit 1/5 bis 1/7
des Faßdurchmessers angenommen.
Diese so erhaltenen Faßdaubenklötze werden dann entweder in flache oder in hohle, aber der Länge nach gerade
Dauben zerschnitten. Erstere dienen zur Herstellung ordinärer Sorten von
Fässern, welche, wie z.B. die zur Verpackung von Cement gebräuchlichen, einen festen
oder einen teigartigen Inhalt bergen sollen und daher polygonale Querschnittsform
haben dürfen. Letztere, die hohlen Dauben, werden zu den größere Solidität
beanspruchenden Fässern, welche Flüssigkeiten im Allgemeinen und insbesondere der
Gährung unterworfene Flüssigkeiten aufnehmen sollen, verwendet. Diese Fässer haben
außer dem Gewichte der Flüssigkeit noch dem Drucke der durch die Gährung erzeugten
Gase zu widerstehen, müssen daher sehr sorgfältig ausgeführt werden und kreisförmige
Querschnittsform besitzen. Die gerade durchgeschnittene Höhlung der Dauben
entspricht zwar der letztgenannten Bedingung nicht ganz genau, da das Faß in der
Mitte einen größern Durchmesser erhält als an den Enden, daher die Höhlung der Daube
in deren Mitte mit größerm und an deren Enden mit kleinerm Krümmungshalbmesser hergestellt sein
sollte; sie entspricht aber den praktischen Anforderungen genau genug, wenn die
Höhlung nach dem Querschnitte des Fasses im ersten Viertel seiner Länge ausgeführt
wird.
Hierauf werden die Faßdauben gebogen, um ihnen die
bleibende Krümmung zu geben, deren Größe von der Natur des Holzes und von dem
Zustande abhängt, in welchem es behandelt wird. Feuchtem und grünem Holze kann in
der Maschine eine stärkere Krümmung gegeben werden, als für die Herstellung der
Fässer erforderlich ist; trockenes und hartes Holz dagegen bricht oder reißt leicht
bei der Behandlung in der Maschine, ohne eine bleibende Formveränderung zu erhalten.
Dennoch ist es aber in jedem Falle von bedeutendem Vortheile, die Dauben noch vor
dem Binden des Fasses in die gebogene Form zu drücken, weil dadurch eben die
Steifigkeit des trocknen und harten Holzes zerstört wird.
Die vorgebogenen Faßdauben werden nun gefugt, d.h. an den
Fugenflächen so abgeschrägt, daß die Ebene der beim Zusammenstoßen zweier Dauben
entstehenden Fuge durch die Achse des herzustellenden Fasses geht.
Sind die einzelnen Dauben so weit vorbereitet, so erfolgt das provisorische Binden der Fässer aus denselben, woran sich das Abkanten der Faßenden und das Ausfräsen oder Glätten
derselben, sowie das Einfräsen der Nuthen für
die in dieselben einzusetzenden Faßböden anschließt. Dieser Vorgang wird stets
eingehalten, wenn die Fässer gleichzeitig mit den Dauben an demselben Platze fertig
gemacht werden. Wenn aber Dauben und Böden als solche als Handelsartikel angefertigt
und erst an einem andern Platze, nämlich dort zusammen gestellt werden, wo man die
Fässer benöthigt, so werden die Dauben manchmal vollständig fertig gemacht, also
auch an den Enden abgekantet, ausgefräst und mit Nuthen für die Böden versehen, ohne
daß hierzu das Faß zusammengestellt wird. In diesem Falle wird entweder eine Daube
nach der andern der Operation des Abkantens, Ausfräsens und Einfräsens unterzogen,
oder es werden, was jedenfalls vorzuziehen ist, die Fässer zusammengestellt und alle
Dauben eines Fasses auf einmal bearbeitet; nachher werden die Fässer wieder zerlegt,
die Dauben sowie die Böden als solche verpackt, um beim Transportiren Raum zu
ersparen und ihre Handhabung hierbei zu erleichtern.
Es erübrigt nunmehr nur noch die Anfertigung der Faßböden,
um mit Ausschluß der Faßreifen alle zur definitiven Zusammenstellung der Fässer
erforderlichen Bestandtheile derselben zu besitzen. Diese zerfällt in das Schneiden
der Breter aus den Stämmen; das Beschneiden der Fugenseiten und das Einbohren der
Dobellöcher in diese, falls zwei oder mehr Breter zu einem Boden vereinigt werden;
das Zuschneiden der Böden nach kreisrunder Form, und das Abdrehen und Abschrägen der
Kanten derselben.
Die oben genannte Maschinenfabrik verfertigt für eben aufgezählte Verrichtungen zwei
Sätze von Maschinen – einen kleinern, zur Anfertigung von Fässern von 260 bis
510mm Länge und 180 bis 300mm Durchmesser, und einen größern für
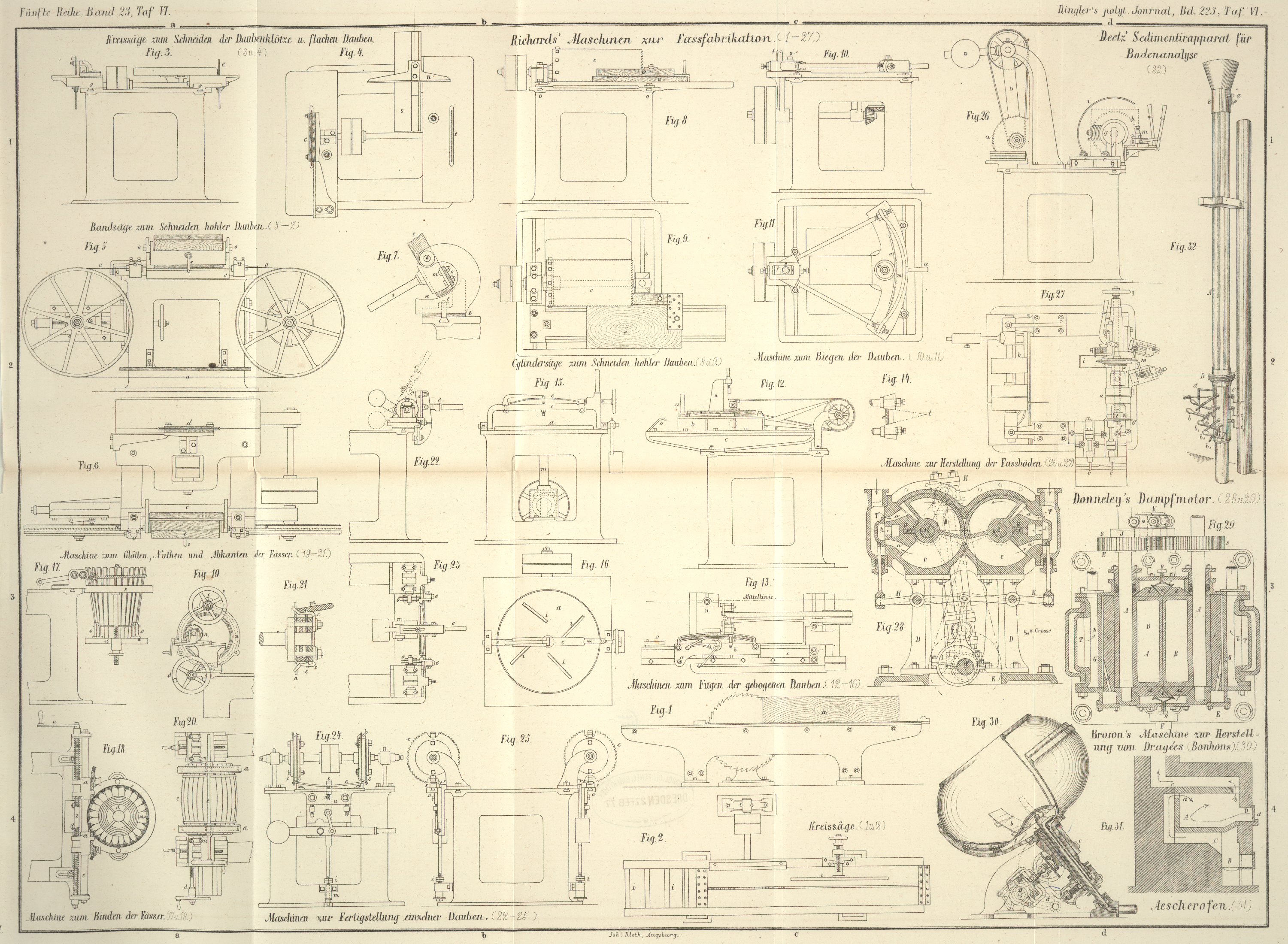
Fässer bis 760mm Länge und 510mm Durchmesser. Die Figuren 1 bis 23 auf Tafel
VI repräsentiren die Maschinen des kleinern Satzes.
Die in Fig. 1
und 2 [c/4] in Ansicht und Grundriß dargestellte Kreissäge dient dazu, runde Stämme
oder Kanthölzer ihrer Länge nach in Pfosten zu zerschneiden, oder auch Breter für die Faßböden zuzuschneiden; sie besitzt einen
aus zwei an den Längskanten verbundenen Bretern gebildeteten Tisch, welcher auf
Rollen i läuft und seitlich im Gestelle der Maschine
geradgeführt ist. Zwischen den beiden Bretern ist ein Schlitz für das Sägeblatt
ausgespart. Der zu schneidende Holzstamm a wird frei auf
den Tisch aufgelegt und mit diesem von Hand so kräftig als möglich gegen das
Sägeblatt angeschoben, wobei ihm das verstellbare Lineal c zur Geradführung dient. Durch die Rollen i
ist der Reibungswiderstand beim Vorwärtsschieben des Stammes gegen das Sägeblatt
bedeutend vermindert. Der Handvorschub ist nicht so begrenzt wie der selbstthätige
Kraftvorschub und ermöglicht eine größere Leistungsfähigkeit. Ein Mann kann auf
dieser Maschine in 10 Stunden mehr als 22cbm runder Baumstämme in Pfosten von 50 bis 65mm Dicke zerschneiden.
Fig. 3 und
4 [a. b/1] zeigen Ansicht und Grundriß einer combinirten Maschine, welche auf gemeinschaftlichem
Gestelle rechts eine Kreissäge, um die auf der ersten Maschine geschnittenen Pfosten der Quere nach in Daubenklötze zu zerschneiden,
links eine zweite Kreissäge enthält, um die erhaltenen Daubenklötze in flache Dauben zu zertheilen. Beide Sägen sind mittels
Schrauben, deren Köpfe in die Schlitze o, o eingreifen,
auf dem Gestelle befestigt und erhalten ihre richtige Stellung durch in diese
Schlitze eingepaßte Leisten. Der Tisch der Querschneidsäge e ist so montirt, daß er leicht abgenommen werden kann, wenn es nöthig
ist, das Sägeblatt auszuwechseln oder die Lager der Spindel zu adjustiren. Das
Lineal n ist in einem Schlitze in der feststehenden
Platte s geradgeführt, die zu zerschneidenden Pfosten
werden an dasselbe angelegt und mit demselben gegen das Sägeblatt vorgeschoben,
wodurch genau senkrechte Schnitte erzielt werden; überdies dient das Lineal n auch noch zur Fixirung der Länge der abzuschneidenden
Daubenklötze. Das linke Sägeblatt c zum Schneiden
flacher Dauben, ist sehr dünn gehalten, um den durch den Schnitt bedingten
Holzverlust möglichst zu vermeiden. Zur Sicherung seines richtigen Laufes ist es auf
der obern Hälfte mit einer Führung versehen; dieselbe besteht aus zwei geraden
Stücken harten Holzes, welche das Sägeblatt an beiden Seiten leicht berühren, daher
die seitliche Ausweichung desselben verhindern, und außerdem durch in den an ihren
Innenseiten angebrachten Vertiefungen befindliche Filzpackung die Schmierung des
Sägeblattes besorgen.
In Fig. 5 und
6 [a/2] ist Ansicht und Grundriß einer ebenfalls
combinirten Maschine dargestellt, welche bei d eine
Kreissäge zum Schneiden flacher Dauben trägt, wie sie bei der vorgenannten Maschine
beschrieben wurde, dieser gegenüber aber mit einer horizontalen Bandsäge zum Schneiden hohler Dauben ausgerüstet ist. Das
dünne Bandsägeblatt verwüstet bekanntlich nur wenig Holz beim Schnitte und gestattet
das Schneiden von Höhlungen nach beliebigem Krümmungshalbmesser. Außerdem gibt es in
dem vorliegenden Falle einen sehr glatten Schnitt, weil es parallel zu den Fasern
des Holzes schneidet. Wie hier die hohlen Dauben geschnitten werden, erhellt aus der
Seitenansicht Figur
7 [b/2], in der e
den Daubenklotz vorstellt, welcher in dem um die Achse o
schwingenden, mittels des Griffes s zu handhabenden
Rahmen m seitlich geradgeführt, auf der Bogenführung c gleitend beim Heben des Griffes s gegen das Bandsägeblatt a vorgeschoben wird,
wobei letzteres eine Daube davon lostrennt. Beim Niederdrücken des Griffes s wird der Klotz e wieder an
die Bogenführung c zur Anlage gebracht, also im Rahmen
m um die Dicke einer Daube vorgeschoben, und so das
Lostrennen einer andern Daube ermöglicht. Hierbei werden alle Dauben gleich dick
ausfallen. Die Dicke der Dauben wird durch Holzeinlagen zwischen Schneidapparat und
Gestelle regulirt, wie bei b in Figur 7 ersichtlich
ist.
Für verschiedene Halbmesser der Höhlung der Faßdauben sind der Maschine diesen
entsprechende größere und kleinere Schneidapparate beigegeben, deren Auswechslung
nur wenige Minuten in Anspruch nimmt. Kreissäge und Bandsäge sind deshalb auf
gemeinschaftlichem Gestelle montirt, um auf derselben Maschine sowohl flache als
hohle Dauben schneiden zu können. Es kann aber statt der Kreissäge auch irgend eine
andere Maschine, z.B. jene zum Fugen, welche in den weiter unten beschriebenen Figuren 12 und
13
gezeichnet ist, auf diesem Gestelle angebracht werden.
Zum Schneiden hohler Dauben kann statt der eben
beschriebenen Bandsäge
auch die in Fig.
8 und 9 [b.c/1] in
Ansicht und Grundriß gezeichnete Cylindersäge
(Kronsäge)Vgl. 1846 100 444. – Karmarsch-Hartig: Handbuch der mechanischen Technologie, 1.
Band S. 662. – Auf der Wiener Weltausstellung 1873 hatte der
Amerikaner B. D. Whitney eine Cylindersäge zum
Schneiden der Dauben für Kübel ausgestellt. benutzt werden, welche in Amerika eine ausgedehnte Verwendung findet, in
Europa aber nur sehr wenig bekannt und gebraucht ist.
Die Schwierigkeit der Herstellung des cylindrischen Sägeblattes und die durch die
bedeutende Dicke desselben veranlaßte größere Holzverwüstung beim Schnitte haben
ohne Zweifel hier ihrer Einführung auch im Wege gestanden; aber diese Nachtheile
werden durch die ungemein einfache Construction und durch die nur geringe zu ihrer
Bedienung erforderliche Geschicklichkeit aufgewogen. Sie eignet sich ganz besonders
zum Schneiden der hohlen Faßdauben aus den Abfällen einer Sägemühle. Die Herstellung
des Sägeblattes erfordert specielle Maschinen zum Löthen, Härten und Schärfen;
dasselbe ist nicht seiner ganzen Ausdehnung nach gehärtet, sondern es ist nur ein
gehärtetes Band von 50 bis 80mm Breite an
der Stirnseite desselben vorhanden, welches die Sägezähne trägt und mit dem übrigen
Theile durch Löthung verbunden ist. Ist dieses Band abgenutzt, so wird es durch ein
neues ersetzt. Das Ausbalanciren und Schärfen des Sägeblattes muß sehr genau
ausgeführt werden, weshalb es in den meisten Fällen nothwendig ist, das Sägeblatt
auf der eigenen Spindel fertig zu machen und so lange es benutzt werden soll, nicht
wieder von derselben herabzunehmen.
Der Daubenklotz a, welcher auf dem Schlitten e liegt, wird mit diesem gegen die Cylindersäge c vorgeschoben, wobei die abgetrennte Daube auf dem
innerhalb des Sägeblattes befindlichen Theil des Schlittens liegen bleibt und mit
diesem zurückgezogen wird. Wenn der Durchmesser der Cylindersäge groß genug ist, so
wird der Daubenklotz innerhalb der Säge vorgeschoben, also die Daube außen
abgeschnitten; letztere fällt daher frei herab, und ist somit ein Schlitten zum
Zurückführen derselben nicht nöthig. Die in den Zeichnungen dargestellte Anordnung
ist jedoch die gewöhnlichste und einfachste. – Die Lager der Spindel sind mit
Hilfe der Schlitze o, in welchen sie durch eingepaßte
Leisten geführt sind, mittels Schlitzschrauben am Gestelle befestigt. Hiedurch ist
es möglich, Cylindersägen von verschiedenem Durchmesser in derselben Maschine zu
benutzen, indem man nur nöthig hat, die Lager denselben entsprechend in den
Schlitzen so zu verschieben, daß das Sägeblatt die richtige Stellung gegen den
Schlitten erhält. In Amerika sind solche Sägen bis zu 1000mm Länge und 610mm Durchmesser des cylindrischen
Sägeblattes zum Schneiden von Faßdauben für dichte Fässer im Gebrauche.
Die Figuren 10
und 11 [c/1] stellen in Ansicht und Grundriß eine Maschine zum Biegen der Faßdauben dar. Dies geschieht, je
nachdem flache oder hohle Dauben gekrümmt werden sollen, durch eine cylindrische
oder bombirte rotirende Druckrolle c, durch welche die
zugeführte Faßdaube n auf eine gebogene Form m gedrückt wird. Zu diesem Zweck legt man die zu
drückende Daube in den um die Achse s schwingenden
Rahmen gegen das in demselben eingesetzte, entsprechend gekrümmte Führungsstück m an und führt es mittels des Griffes a von Hand an der rotirenden Druckrolle vorbei. Der
erforderliche Druck wird durch die Feder f erzielt,
deren Spannung durch eine Stellschraube regulirt wird. Diese Feder hat zugleich den
Zweck, auch bei Ungleichheiten in der Dicke der Faßdauben, welche durch
unvollkommenes Schneiden entstanden sind, die Anlage an die Druckrolle zu
sichern.
Das hier eingeschlagene Verfahren des „Drückens“ der Faßdauben,
um ihnen eine bleibende Formveränderung zu geben, ist als neu zu bezeichnen. Es
wurde wohl um das Jahr 1853 von W. E. Newton ein
diesbezügliches Verfahren patentirt, welches jedoch darauf beruhte, die Dauben
zwischen einer Reihe von Walzen wie bei einer Blechbiegmaschine hindurch zu führen.
Bei diesem Verfahren werden aber die Dauben leichter zerbrochen, und es kann nicht
gut angewendet werden, ohne daß das Holz vorher gefeuchtet oder gedämpft wird.
Zum Fugen der gebogenen Faßdauben dient die in Fig. 12 und
13 [c/3] in Ansicht und Grundriß gezeichnete Maschine. Die
gekrümmte Daube e wird in den Schlitten b, welcher in der Führung c
gleitet, eingespannt, indem sie mittels des mit excentrischem Daumen versehenen
Hebels m gegen eine ihrer Form entsprechende,
auswechselbare Holzeinlage angepreßt wird. Vor dem Festspannen der Dauben werden
dieselben durch zwei verstellbare Unterlagen unterstützt, wovon eine bei o sichtbar ist. An dem verticalen Ständer n sind die Lager für die zwei mit Fräsmessern versehenen
Spindeln der Daubenbreite entsprechend verstellbar angebracht. Die nach der Schräge
der Fugen conische Gestalt der Fräsmesser ist aus Figur 14 [c/2] ersichtlich, in welcher t die Faßmitte vorstellt. Mittels eines am Schlitten b angebrachten Griffes a
werden die Dauben von Hand zwischen den beiden rotirenden Fräsmessern hindurch
geführt, dabei an den Fugenflächen abgehobelt, und dann durch Lüften des Klemmhebels
m herunterfallen gelassen. Die Fräsmesser bedürfen
keiner besondern Adjustirung beim Einsetzen in die Spindeln. Ihre Form ermöglicht
die leichte Ausführung des Schleifens nach der für Fässer verschiedener Größe erforderlichen Conicität.
Das Schleifen geschieht am besten nach Lehren, welche, wenn die Dimensionen der zu
erzeugenden Fässer bekannt sind, mit der Maschine geliefert werden.
In der vorbeschriebenen Weise können auf dieser Maschine nur Dauben von unter
einander gleicher Breite erzeugt werden. Wenn aber eine Daube geringere Breite
erhalten soll, so kann dies dadurch erreicht werden, daß man dieselbe noch einmal
durch die Maschine führt. Wird nämlich der Schlitten vor dem Loslassen der Daube
zurückgeführt, und die Daube ein zweites Mal auf die Unterlagen o nieder gelassen, dann wieder festgespannt, noch einmal
zwischen den Fräsmessern hindurch geführt, so hobelt das untere Messer einen Span
weg, dessen Dicke der Differenz zwischen der Daubenbreite in der Mitte und jener an
den Enden gleich ist, und gibt der Daube zugleich ihre richtige Form.
In Fällen, wo die Breiten der benöthigten Dauben beständig wechseln, kommt für das
Fugen eine andere Maschine in Verwendung. Dieselbe ist in Fig. 15 und 16 [b/3] dargestellt. Sie ist eine Modification einer in
Amerika gebräuchlichen Maschine und arbeitet sehr vollkommen, jedoch nicht so
schnell als die vorher beschriebene. In einer eisernen, horizontal auf der Welle m montirten Messerscheibe a
sind die Hobelmesser i eingespannt. Die zu fugende Daube
wird mittels Schraube und Handrad in den, um eine in der Ebene der Messerscheibe
liegende Achse, schwingenden Rahmen c eingespannt. Diese
Achse gilt für die zu fugenden Dauben als Faßmittel. Die im Rahmen c mittels einer Handhabe einmal rechts, einmal links auf
die rotirende Messerscheibe niedergedrückte Daube wird daher von den Hobelmessern
nach zwei durch das Faßmittel gehenden Ebenen abgeschrägt, wie es eben sein muß. Die
Dicke des losgetrennten Spanes, und somit die Breite der Faßdaube, wird dabei vom
Arbeiter bestimmt, welcher leicht beobachten kann, ob die Daube schon der ganzen
Länge nach gefugt ist. Für verschiedene Faßdurchmesser werden der Maschine solche
schwingende Rahmen von verschiedenem Halbmesser beigegeben.
Fig. 17 und
18 [a/3] zeigen Ansicht und Grundriß der Maschine zum provisorischen und nachfolgenden definitiven Binden der Fässer. Die verschiedenen Theile
derselben sind, wie bei mehreren der vorher beschriebenen Maschinen, mittels
Schlitzschrauben auf der einen Seite des Gestelles befestigt. Um auf jedes Ende des
Fasses einen die Dauben zusammenhaltenden Reif zu erhalten, wird zuerst ein solcher
auf die Stollen o aufgelegt, welche, in Schlitzen der
Bodenplatte d geführt, gegen das Centrum derselben
vor- oder rückwärts geschoben werden können. Zum leichten Einstellen dieser
Stollen o sind, wie im Grundriß ersichtlich, auf der Bodenplatte
d Kreise eingedreht; hiedurch ist jede weitere
Messung, sowie die Anbringung specieller Mechanismen zur centrischen Einstellung
beseitigt. Die in den untern Reif und in den Rahmen s
eingestellten Dauben werden mittels eines Seiles zusammengezogen, dessen Enden an
die auf der Stange e geführten Schieber a angebunden, durch Drehung der mit rechtem und linkem
Gewinde versehenen Schraube i an der Kurbel n angezogen werden. Gleichzeitig gehen dann die Dauben
unten aus einander und legen sich fest an den dort befindlichen Reif an. Wird nun
ein zweiter Reif oben über die zusammengezogenen Dauben aufgeschoben, so ist das Faß
gebunden und für die weitere Bearbeitung vorbereitet. Diese Methode des Bindens mit
Zuhilfenahme eines Seiles wird von den Böttchern auch bei dem gewöhnlichen Verfahren
schon lange benutzt. Für kleinere Faßdurchmesser werden Füllstücke in den Rahmen s eingesetzt.
Die so gebundenen Fässer kommen auf die in Fig. 19 und 20 [a/4] dargestellte Maschine, in welcher sie, wie im
Grundriß bei e ersichtlich, eingespannt werden. In den
beiden Rahmenringen a sind zwei ringförmige Stirnräder
eingeschlossen, welche an ihrem äußern Umfange, mit Lagerläufen versehen, darin
gelagert sind und durch auf die Welle c aufgekeilte
Getriebe gleichzeitig in Umdrehung versetzt werden. Einer der beiden Rahmenringe a ist festgestellt, der zweite aber durch Handrad und
Schraube d verschiebbar. Werden nun die beiden
Rahmenringe einander genähert, so wird das Faß zwischen die beiden Stirnräderringe
eingeklemmt und so gezwungen, die drehende Bewegung derselben mitzumachen. Durch
Anstellen der beiden rotirenden Messerköpfe n, n gegen
das Faß erfolgt nun gleichzeitig das Aussräsen oder
Glätten, das Einfräsen der Ruthen für die Böden und
das Abkanten und Abschrägen der Enden des Fasses. Die Construction der
Messerköpfe n ist aus Figur 21 [a. b/3] ersichtlich; a und
b sind zwei Kreissägeblätter, welche in ihrem
Umfange Einschnitte für die Aufnahme der gebogenen Messer c enthalten. An einer hier im Durchschnitte gezeichneten Daube m ist ersichtlich, wie dieser Messerkopf arbeitet. Das
größere Kreissägeblatt beschneidet die Enden des Fasses, das kleinere fräst die
Ruthen für die Böden ein, und die gebogenen Messer verrichten die beiden Functionen
des Ausfräsens oder Glättens der Innenseite und das Abschrägen der Enden. Zur
Verbindung dieser Bestandtheile unter einander und mit der Spindel sind zwei
Schrauben vorhanden. Die gebogenen Messer sind an der Durchgangsstelle dieser
Schrauben mit Langlöchern versehen, um beim Kleinerwerden der Kreissägeblätter
nachgestellt werden zu können. Die (übrigens anderweitig schon bekannte) Anwendung von Kreissägeblättern
zum Einfräsen der Ruthen für die Böden ist gegenüber der Anwendung von Fräsern mit
nur einer oder zwei schneidenden Kanten als eine Verbesserung zu bezeichnen, weil
Sägeblätter viel länger arbeiten, ohne nachgeschliffen werden zu müssen, und
gleichzeitig einen reinen, glatten Schnitt geben.
Bei größern Maschinen werden die Fässer durch Maschinenkraft in Umdrehung versetzt;
für die Ausführung kleinerer Fässer und Gefäße, wie sie hier in Betracht stehen,
genügt jedoch der Antrieb von Hand an der auf die Welle c aufgesteckten Kurbel s vollständig.
Sollen die Dauben einzeln fertig gemacht werden, ohne
vorher in Fässer gebunden zu werden, so kommt eine der folgenden zwei Maschinen in
Verwendung, welche beide dieselbe Leistung bezwecken und nur im
Constructionsprincipe von einander abweichen.
Die in Fig. 22
und 23 [b/3] dargestellte Maschine ist mit Messerköpfen
versehen, wie wir sie bei der zuletzt beschriebenen Maschine bereits kennen gelernt
haben. Die Daube a wird zwischen den beiden
bogenförmigen Stützen e, e und den verstellbaren
Anschlag am Hebel c in der gebogenen Form eingespannt
und mit c abwärts bewegt, wobei die Messerköpfe o die Daubenenden abkanten, abschrägen und ausfräsen
oder glätten, und in dieselben die Nuthen einfräsen. Ist der Hebel c in seiner tiefsten Stellung angelangt, so sind die
Dauben fertig bearbeitet und fallen aus der Maschine.
Die gleichem Zweck entsprechende, in Fig. 24 und 25 [b/3] in Vorder- und Seitenansicht gezeichnete
Maschine unterscheidet sich von der übrigen principiell dadurch, daß hier
Messerköpfe in Verwendung kommen, welche in ihren Durchmessern schon der Weite der
aus den Dauben zu bildenden Fässer gleich sind. Es ist daher nicht nöthig, die
Dauben an den Messerköpfen im Bogen vorbeizuführen, sondern es genügt, dieselben
gegen die Messerköpfe radial vorzuschieben. Die Dauben e
werden auf zwei Stützen am Tische a aufgelegt und beim
Heben desselben durch den Haken s erst in die gebogene
Form gebracht und dann in dieser Form den Messerköpfen geradlinig so weit genähert,
als es für die Anarbeitung der Enden der Dauben erforderlich ist. Der Haken s ist unten mit einem Federgehäuse versehen, welches ihm
gestattet, der Bewegung des Tisches a zu folgen, sobald
die Daube mittels desselben an die Stellschraube n zur
Anlage kommt. Diese Stellschraube n dient zur Fixirung
der Krümmung der zu bearbeitenden Daube. Beim Niedergehen des Tisches wird der Haken
s durch die auf demselben verstellbaren Muttern i wieder von der Daube abgehoben.
Zur vollständigen Herstellung der Faßböden dient die in
Fig. 26 und
27 [d/3] in Ansicht und Grundriß gezeichnete combinirte
Maschine. In einem schwingenden Rahmen b ist eine
Kreissäge a zum Querschneiden montirt; sie dient zum
Zertheilen der Breter in Stücke von der für die herzustellenden Böden erforderlichen
Länge und zum Fugen derselben, falls zwei oder mehr zu einem Boden vereinigt werden.
Die Fugenschnitte erfolgen parallel zu den Fasern und ergeben daher sehr glatte
Schnittflächen. Hierbei werden mehrere der zu fugenden Stücke zugleich auf den Tisch
aufgelegt und durch Vorwärtsbewegung des Sägeblattes gerade beschnitten.
Zwei horizontale Bohrspindeln c, welche einander genähert
oder von einander entfernt werden können, dienen zum Bohren der Dobellöcher in die
Fugenseiten der ihnen von Hand entgegengeführten Breter, falls zwei oder mehr
derselben zu einem Boden vereinigt werden sollen.
Eine mit drei Werkzeugsupporten ausgestattete Holzdrehbank, die dritte in die
Combination einbezogene Maschine, besorgt nach einander das Zuschneiden der Böden
nach kreisrunder Form und das Abdrehen der Kanten derselben durch das Werkzeug l (ein Stück eines Sägeblattes), das Abschrägen der
Kanten durch die beiden schräg geführten Werkzeuge m
(zwei gewöhnliche Holzdrehmesser). Jedes dieser Werkzeuge wird durch einen damit
verbundenen Hebel auf der zugehörigen Führung von Hand bewegt. Um das Herumfliegen
der bei der Bearbeitung von den Böden losgetrennten Stücke zu verhindern, ist ein
Schutzbogen i vorhanden.
Durch die hohle Drehbankspindel, welche von der Riemenscheibe n in Umdrehung versetzt wird und auf dem den Supporten zugekehrten Ende
eine glatte Mitnehmet scheide x trägt, geht eine zweite
Spindel hindurch, welche auf dem Ende vor der Mitnehmerscheibe eine glatte
Planscheibe x', auf dem andern Ende eine
Frictionsscheibe g trägt. Die zwischen der Planscheibe
x' und der ihr gegenüber auf einem verschiebbaren
Dorne drehbar montirten, gleich großen Planscheibe x''
mit Hilfe der Schraube y eingeklemmte Bodentafel wird
durch Friction, welche durch einen zwischen die Mitnehmerscheibe x und die Planscheibe x'
eingelegten Lederring vergrößert wird, bei der Drehung mitgenommen. Der
Frictionsantrieb gestattet der Bodentafel still zu stehen, falls die Maschine in
Unordnung kommt; er ermöglicht aber auch das Ein- und Ausspannen der
Bodentafeln ohne Verschiebung des Antriebriemens von der festen auf die lose
Riemenscheibe. Wird nämlich die Schraube y gelüftet, so
drückt eine Blattfeder f die innere Spindel vor, bringt
dadurch die Frictionsscheibe g an ein Holzstück t zur Anlage, wodurch ein Reibungswiderstand entsteht,
der die innere Spindel, also auch die Planscheibe x' zum Stillstande
bringt, ohne daß die hohle Triebspindel angehalten zu werden braucht.
Nach Vollendung der Böden sind alle zur Herstellung eines Fasses oder Kübel u. dgl.
erforderlichen Theile fertig, und kann nun das Faß definitiv gebunden werden. Es
sind hierzu außer den oben vorgeführten keine andern Maschinen mehr nöthig.
Ein Blick auf die Zeichnungen zeigt, daß mit Ausnahme von zweien sämmtliche Maschinen
mit gleichartigen Gestellen versehen sind, was den Vortheil bietet, daß die
verschiedenen arbeitenden Theile nach Belieben durch Auswechslung oder Combination
auf einem Gestelle angebracht werden können. In dem vorliegenden Falle werden
hierdurch für 9 Maschinen nur 4 Gestelle erfordert, da drei Gestelle mit je 2 und
ein Gestell mit 3 Maschinen versehen sind. Aus der Beschreibung der einzelnen
Maschinen geht hervor, daß für Fässer verschiedener Größe mehr oder minder
bedeutende Veränderungen in den Details derselben vorgenommen werden müssen; dafür
ist aber in sehr vortheilhafter Weise vorgesorgt. Solche Veränderungen bestehen hier
im Allgemeinen blos in der Zugabe von Extratheilen und nur selten in einer
Auswechslung, welche das Wesen der Maschine berührt. Es können ferner sämmtliche
Maschinen von einer und derselben über ihnen liegenden Transmissionswelle
angetrieben werden, wodurch es möglich ist, sämmtliche Maschinen entsprechend weit
von einander entfernt in einer Reihe neben einander aufzustellen. Endlich ist noch
jede Maschine mit fester und loser Riemenscheibe zum beliebigen Ingangsetzen und
Abstellen versehen.
Tafeln