| Titel: | Holz-Langlochbohrmaschine mit Vorrichtungen zum Fräsen und Zapfenschneiden. |
| Fundstelle: | Band 224, Jahrgang 1877, Nr. , S. 590 |
| Download: | XML |
Holz-Langlochbohrmaschine mit
Vorrichtungen zum Fräsen und Zapfenschneiden.
Mit Abbildungen auf Taf.
XII. [c.d/1].
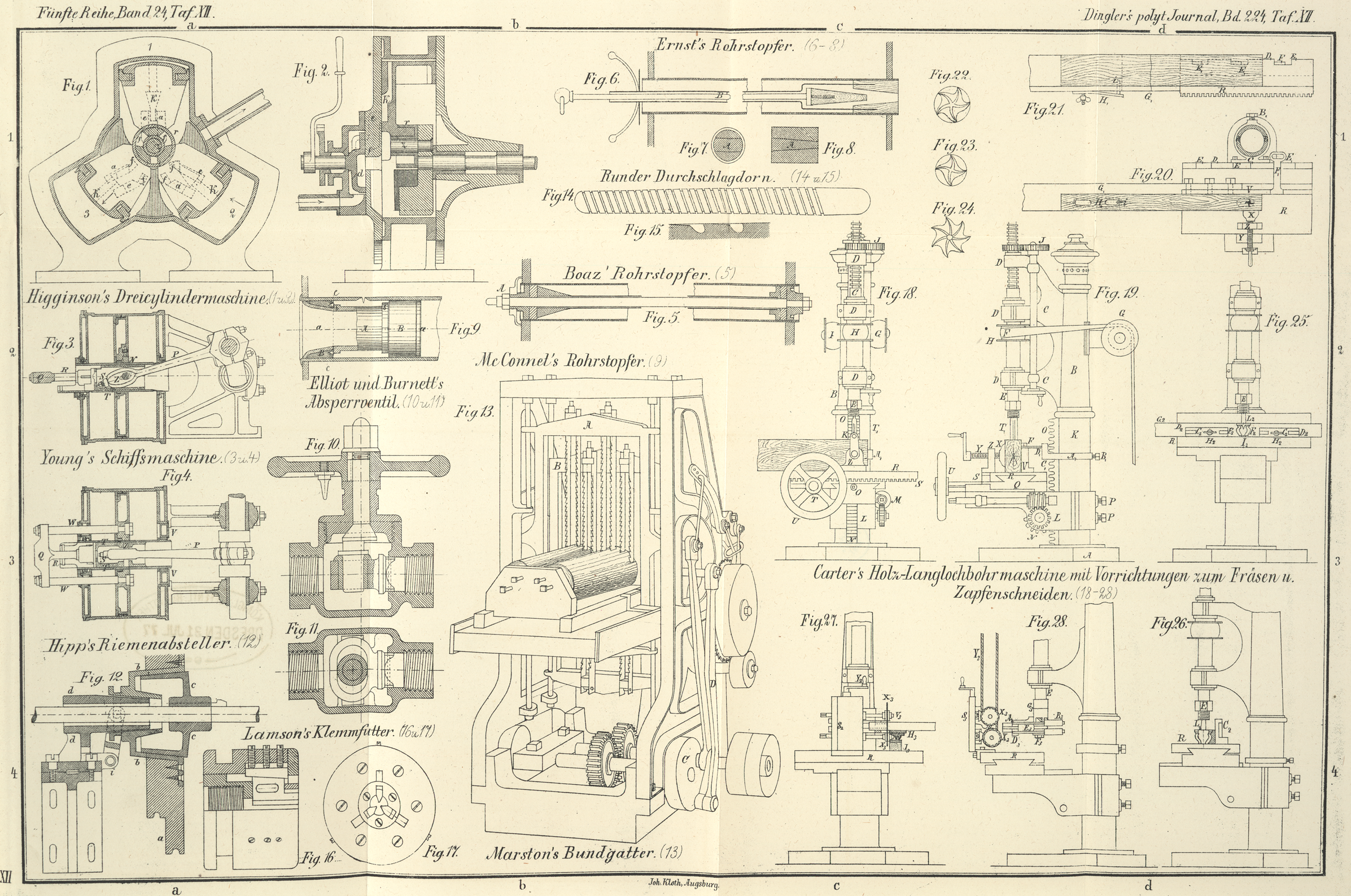
Canter's Holz-Langlochbohrmaschine.
Die in den Figuren
18 und 19 nach dem Engineer in Vorderund
Seitenansicht dargestellte, mit vertical verstellbarem und drehbarem
Kreuzsupporttische versehene freistehende Holzbohrmaschine von Richard Carter in Bradford ist so eingerichtet, daß in der
Bohrspindel verschiedene Werkzeuge eingespannt werden können, und eignet sich
deshalb für viele Zweige der Holzbearbeitung.
An dem auf der Grundplatte A ruhenden Ständer sind die
Arme C angegossen, welche die Lager D der Bohrspindel E tragen;
letztere erhält die drehende Bewegung mittels der Riemenrolle H durch den Riemen F, welcher über die beiden
Führungsrollen G und I
läuft. Diese Rollen
sind auf der feststehenden Achse eines an der Rückseite des Ständers angeschraubten
Lagers lose aufgesetzt. Das Heben und Senken der Bohrspindel erfolgt in der
gewöhnlichen Weise durch die beiden Steuerräder J; in
ersteres ist das Muttergewinde für die Druckspindel (die obere, mit Gewinde
versehene Fortsetzung der Bohrspindel) eingeschnitten; das andere ist auf der
seitlich herabgehenden Steuerwelle aufgekeilt und kann durch das am untern Ende
derselben befindliche Handrad mit Kurbelgriff von Hand getrieben werden. Der
Ständerfuß K ist cylindrisch abgedreht und von dem
zweitheiligen Lager L des um denselben drehbaren
Supporttisches umschlossen. Zur verticalen Verstellung des letztern ist eine an den
Ständerfuß angepaßte Zahnstange O vorhanden, in welche
das durch Schneckenrad und Schnecke M mittels einer auf
die Schneckenwelle aufgesteckten Kurbel von Hand bewegte Getriebe N eingreift. Die Druckschrauben P dienen zur Feststellung des Supporttisches in einer bestimmten Höhe.
Letzterer ist nach gewöhnlicher Art gebaut; das Kreuzstück Q kann durch die Spindel O dem Ständerfuße
genähert oder von demselben entfernt werden. Die Querbewegung des Obertheiles
erfolgt durch die Zahnstange S und das Getriebe T mittels des Handrades U;
letzteres kann abgenommen werden, wenn die Maschine nicht zum Langlochbohren
gebraucht wird.
In der Bohrspindel E ist der Langlochbohrer T1 eingespannt, wenn die
Maschine als Langlochbohrmaschine verwendet wird. In diesem Falle wird das zu
bohrende Holzstück, wie in den Figuren 18 und 19 zu sehen,
an die verstellbare Leiste V angelegt und mittels der
Schraube Y, welche ihr Muttergewinde in dem kleinen
Ständer Z findet und auf die Druckplatte X wirkt, auf dem Supporttische befestigt. Der kleine
Ständer Z ist auf dem Tischobertheile R festgeschraubt und kann nach Erforderniß von demselben
entfernt werden. Ein am Ständerfuße vertical verstellbarer Ring A1, welcher durch die
Schraube B1 in
beliebiger Lage festgestellt werden kann, besitzt, wie aus den Figuren 20 und 21
ersichtlich, zwei Lappen C1, an welche das Stück D1 angeschraubt ist; in diesem sind Einschnitte E1 vorhanden, in welchen
sich ein an die Leiste V befestigter Arm F1 bewegt. Letzterer
macht die Querbewegung des Tisches mit und begrenzt dieselbe vermöge der Länge der
Einschnitte, welche jener der zu bohrenden Löcher entspricht. Auf dem Tische und mit
der Leiste V verbunden befindet sich noch eine
Holzleiste G1, an deren
unterer Seite eine Feder H1 mittels Schraube und Flügelmutter befestigt ist. Der an dieser
angebrachte Stift i geht durch einen in der Leiste G1 vorhandenen
Ausschnitt und tritt in das bereits gebohrte Loch des Arbeitsstückes ein. Hierdurch ist das genaue
Einspannen des letztern erleichtert und das Vorreißen auf nur zwei Löcher
beschränkt, falls viele Langlöcher in gleicher Entfernung von einander zu bohren
sind.
Die Langlochbohrer haben 4, 5 oder mehr spiralförmige Schneiden, wie sie in den Figuren 22 bis
24 in der
Ansicht gezeichnet sind. Beim Beginne der Arbeit, also beim Bohren des cylindrischen
Loches, greifen alle Schneiden gleichzeitig an; bei der darauf folgenden
Querbewegung des Arbeitsstückes zum Zwecke der Herstellung des Langloches sind aber
stets nur eine oder zwei Schneiden in Thätigkeit, während die übrigen im Kreise
angeordneten ein seitliches Ausweichen des Bohrers verhindern, wodurch ein sehr
regelmäßiges Langloch erhalten wird. Auf diese Weise sind die Unzukömmlichkeiten
vermieden, welche die sonst noch häufig gebräuchlichen, mit nur zwei Schneiden
versehenen Langlochbohrer dadurch mit sich bringen, daß sie stets geraume Zeit
hindurch frei im Bohrloche rotiren, bis die Schneiden wieder an das Holz treffen, in
diesem Augenblicke aber keine seitliche Führung besitzen.
Die Vorrichtung zum Fäsen von Simsungen an Holzleisten u.
dgl. ist in den Figuren 25 und 26 dargestellt. Der
entsprechend façonnirte, mit fünf Schneiden versehene Fräser I2 hat oben einen schwach conischen Ansatz
L2, welcher in die
entsprechende conische Bohrung der Spindel E paßt. Unten
ist der Fräser zur bessern Führung noch mit einem cylindrischen Zapfen versehen,
welcher in einer Bohrung im Tischobertheil R läuft. Das
Arbeitsstück G2 wird, an
dem Winkel C2 geführt,
von Hand vorgeschoben und dabei durch zwei Rollen F2, welche sich an den freien Enden von Federhebeln
befinden, an dem Winkel C2 anliegend erhalten. Die Flügelschrauben H2 dienen zum Spannen dieser Federhebel, welche in
den Backen D2 der auf
den Tisch befestigten Winkel C2 wirken.
Die Vorrichtung zum Zapfenschneiden ist in den Figuren 27 und
28
dargestellt. Auf das mit Gewinde versehene Ende der Spindel E ist eine Scheibe A3 aufgeschraubt, welche mit drei Messern oder Stücken eines Sägeblattes
B3 versehen ist;
unter dieser befindet sich eine zweite ähnliche, ebenfalls mit drei Messern
versehene Scheibe D3.
Zwischen beiden ist ein Holzring E3 eingelegt, dessen Höhe mit der Dicke der zu
schneidenden Zapfen wechselt. Eine Befestigungsschraube F3 geht durch die untere Scheibe D3 und den Ring E3 und verbindet diese
mit der Nabe G3 der
obern Scheibe A3. Außer
diesen Schneidwerkzeugen auf der Spindel, welche die beiden Flanken der Zapfen
erzeugen, sind noch zwei Kreissägeblätter X3 vorhanden, welche die Flanken besäumen; sie sind
auf den Spindeln V3
befestigt, deren Lager in der auf den Tisch festgeschraubten Winkelplatte S3 horizontal und
vertical verstellbar sind, und werden durch Schnurrollen und eine darüber gelegte
Schnur Y3 in Umdrehung
versetzt. Das Arbeitsstück, an das der Zapfen angeschnitten werden soll, ist auf dem
Schlitten H3 befestigt,
welcher auf der Bahn I3
gleitet. Die Länge der Zapfen wird durch einen an der Winkelplatte S3 angebrachten Anschlag
bestimmt. Der Schlitten H3 führt das Arbeitsstück zuerst durch die Sägeblätter X3 und danach durch die
Messerscheiben A3 und
D3.
J. P.
Tafeln