| Titel: | G. Roger's Maschine zum Zurichten der Mühlsteine mit Schutzvorrichtung gegen den schädlichen Staub. |
| Fundstelle: | Band 226, Jahrgang 1877, S. 576 |
| Download: | XML |
G. Roger's Maschine zum
Zurichten der Mühlsteine mit Schutzvorrichtung gegen den schädlichen
Staub.
Mit Abbildungen auf Taf. XII [a.b/2].
Roger's Maschine zum Zurichten der
Mühlsteine.
Im J. 1865 stiftete eine Anzahl Einwohner von La
Ferté-sous-Jouarre, in Berücksichtigung der höchst
nachtheiligen Einwirkung des Quarzstaubes auf die Athmungsorgane
der bei der Mühlsteinfabrikation beschäftigten Arbeiter, durch
freie Zeichnungen einen Preis von 4240 M. für ein praktisches
und ökonomisches Fabrikationsverfahren, welches dem genannten
Uebelstande gründlich abhilft. Nach wiederholtem Ausschreiben,
weil keine der eingelaufenen Concurrenzarbeiten als preiswürdig
sich herausgestellt hatte, wurde der Preis in jüngster Zeit dem
Mühlsteinfabrikanten Georg Roger
zuerkannt, indem sich die von der Société d'Encouragement ernannte
Prüfungscommission überzeugte, daß es demselben gelungen sei,
bei seiner Maschine, welche dem im Grobenbehauenen Stein seine
Vollendung gibt, die Nachtheile des Staubes gründlich zu
beseitigen, und den Arbeitern bei diesem gefährlichsten Theil
der Fabrikation gegen die gesundheitswidrige Einwirkung des
Staubes vollkommenen Schutz zu verschaffen.
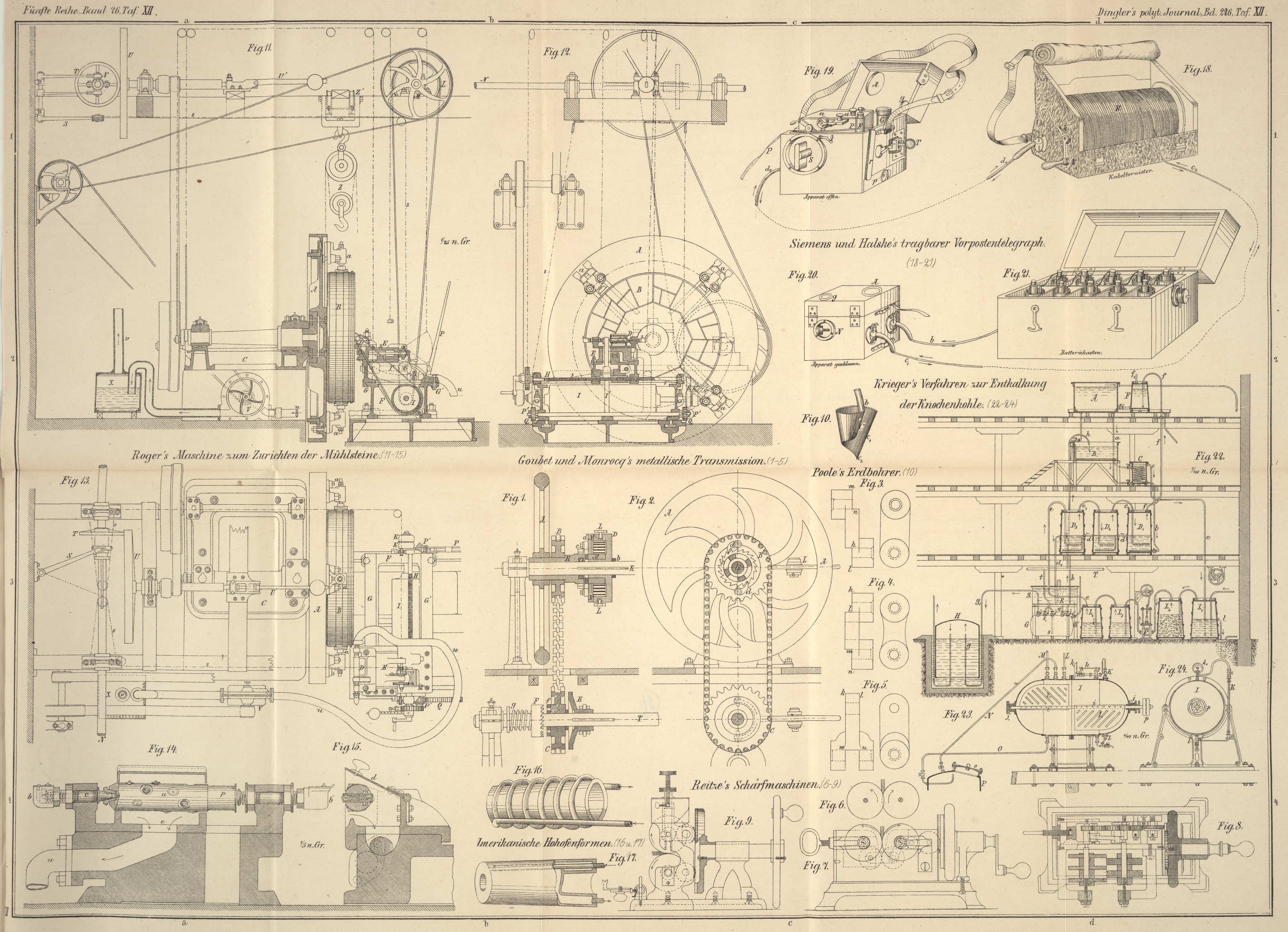
Die Figuren
11 bis 13
stellen die Maschine in der Seiten- und Vorderansicht, sowie im
Grundrisse in 1/25 n. Gr. dar; sie ist eine Scheibendrehbank,
der Mühlstein bildet das Arbeitsstück, das Werkzeug ist ein
rotirender, mit 6 Diamanten besetzter Fräser. Der Mühlstein B ist Mittels Futter a auf der Planscheibe A eingespannt. Ein von einem Rollwagen
Z' herabhängender Flaschenzug Z erleichtert die Befestigung des
Mühlsteins. Die Drehbankspindel rotirt in einem Lager, dessen
Grundplatte ein massives Mauerwerk zur Unterlage hat. Vor dem
Mühlstein, welcher in 40 Secunden eine Umdrehung macht, ist der
mit Diamanten besetzte Fräser D
angeordnet, dessen nähere Beschreibung weiter unten folgen wird.
Ein von der Trommel I hergeleiteter
Riemen I' ertheilt dem Fräser 3500
Umdrehungen in der Minute. Die Trommel selbst, an deren Achse
die feste und lose Rolle K und K' sitzt, wird durch einen Riemen von
der Hauptwelle M aus in Umdrehung
gesetzt. Der Fräser ist auf einem Schlitten gelagert, welcher
auf einem Ständer F in Führungen G, G' senkrecht zur Drehbankspindel
läuft, wenn die Schraube II gedreht wird. Der ganze
Werkzeugständer läßt sich durch Handhabung des Hebels P vor- und zurückschieben, indem dieser
die beiden in die Zahnschienen Q
greifenden Getriebe P' in Bewegung
setzt.
Die Drehbankspindel wird von der Welle N aus durch das in Fig. 11
und 13
ersichtliche Reibungsvorgelege angetrieben. An einem längs der
Welle gleitenden Muff sitzt das Reibungsrad T, welches die Scheibe II dreht, von
deren Achse die Bewegung mittels Riemen und Getriebe auf den
Planscheibenkranz A geht. Ein Hebel
U' mit Gegengewicht drückt die
Scheibe U, indem er in der
Längenrichtung auf ihre Achse wirkt, mit der erforderlichen
Kraft gegen das Reibungsrad T. Diese
Bewegungsübertragung hat den Zweck, der Drehbankspindel eine
veränderliche Geschwindigkeit zu ertheilen. Indem nämlich der
Fräser vom Mittelpunkt des langsam rotirenden Mühlsteins aus in
der Richtung seines horizontalen Halbmessers gegen den Umfang
sich bewegt, würden bei gleichmäßiger Rotation die Punkte der
Mühlsteinfläche mit Hegen die Peripherie zunehmender
Geschwindigkeit dem Angriffe der Diamanten begegnen. Es muß
daher, um eine gleichförmige Geschwindigkeit an der
Angriffsstelle zu erzielen, die Drehgeschwindigkeit des
Mühlsteins in dem Maße abnehmen, in welchem die Fräsvorrichtung
dem Umfange sich nähert, was durch allmälige Verschiebung des
Reibungsrades T mittels des
Hebels S gegen die Achse der Scheibe
U erreicht wird. An beiden Enden des
Schlittens sind deshalb Schnüre s
befestigt, über Rollen geleitet und mit dem Hebel S verbunden.
Die Figuren
14 und 15
stellen den Fräsapparat in 1/5 n. Gr. in Seitenansicht und
Querschnitt dar. Derselbe besteht aus einem Stahlcylinder a, welcher mit der Rolle p ein Stück bildet und zwischen
conischen Zapfen rotirt. Letztere besitzen längs ihrer Achse
einen Canal c, durch den sie von den
beiden Oelbüchsen aus fortwährend geschmiert werden. Der
Cylinder ist mit 6 diametralen, gleichmäßig vertheilten Löchern
durchbohrt, in welche je ein Diamant eingesetzt ist; letztere
sind im Handel unter der Bezeichnung „Bor“
bekannt und kosten 28 M. das Karat.Die Borkrystalle gehören dem
quadratischen System an, sind von brauner oder gelber Farbe und
kommen in Glanz und Härte dem Diamant gleich; ihr specifisches
Gewicht ist 2,68. Sie sind im Allgemeinen sphärisch
und besitzen einen Durchmesser von 3 bis 8mm. Jeder Diamant ist
zwischen zwei Stahlringen sorgfältig gefaßt, und sein Abstand
von der Cylinderachse läßt sich auf das genaueste reguliren. Für
die beiden äußersten Diamanten weicht dieser Abstand um etwa
2mm ab; dieser
Unterschied wird auf sämmtliche Diamanten gleichmäßig vertheilt,
so daß jeder folgende gegen den vorhergehenden um 0mm,33 vorspringt. Ist die
Arbeit im Gang, so greift der der Drehbankspindel nächste
Diamant – bei der Bewegung des Schlittens von dem Umfang
gegen das Läuferauge hin – den Stein zuerst an. Ist der
Schlitten, dessen Querverschiebung 5mm in der Secunde beträgt,
um 20mm vorgerückt, so
beginnt der zweite Diamant seinen Angriff, indem er die von dem
vorhergehenden bearbeitete Fläche um 0mm,33 vertieft; dann kommt
der dritte Diamant an die Reihe u.s.w. Dieser Vorgang wiederholt
sich so lange, bis die Fläche nach Wunsch abgefräst ist, wozu
etwas mehr als 6 Stunden erforderlich sind. Ein solcher Diamant
splittert nicht, nutzt sich aber ab. Zeigt sich am Angriffspunkt
desselben eine Abflachung, so gibt man ihm in seiner Fassung
eine neue Lage. Schließlich hat er immer noch einen
Verkaufswerth von 6 bis 7 M.
Die Verbreitung des Staubes von der Angriffsstelle aus ist
dadurch unmöglich gemacht, daß der Fräscylinder von einem
rechteckigen Gehäuse e (Fig.
14) bedeckt ist, welches durch das Rohr u mit dem Ventilator V (Fig. 11)
in Verbindung steht. Durch die saugende Wirkung des letztern
wird zwischen der Mühlsteinfläche und dem Gehäuse ein Luftstrom
erzeugt, welcher allen Staub beim Entstehen mit sich reißt, und
mit durch den Ventilator in einen Wasserbehälter X getrieben,
wo
der Staub sich absetzt, während die reine Luft durch die Röhre
v entweicht. Am Gehäuse e ist ein Deckel d angebracht, um während der Arbeit nach dem Fräser sehen
zu können. (Nach dem Bulletin de la Société
d'Encouragement, April 1877 S. 163. Vgl. auch
Armengaud's Publication
industrielle, 1877 Bd. 24 S. 197.)
A. P.
Tafeln