| Titel: | Fabrikation von Graphittiegeln in Nordamerika. |
| Autor: | W. K. |
| Fundstelle: | Band 227, Jahrgang 1878, S. 146 |
| Download: | XML |
Fabrikation von Graphittiegeln in
Nordamerika.
Mit Abbildungen auf Tafel
13.
Fabrikation von Graphittiegeln in Nordamerika.
Während früher die einzige Bezugsquelle für Graphittiegel in Obernzell in Bayern war,
nimmt heute Amerika den ersten Rang in diesem Fabrikationszweige ein und führt nach
allen Welttheilen, sogar nach Obernzell selbst, Graphittiegel aus, welche, wie das
Scientific
American, 1877 Bd. 37 S. 242 berichtet, von besserer Qualität
sind und noch bedeutend billiger zu stehen kommen als die am Platze selbst
dargestellten. Die Graphitgruben liegen in der Nähe von Ticonderoga, N. Y., die
Tiegelfabrik in Jersey City, der Joseph Dixon Crucible
Company gehörig. Nur der in blätterigen Massen vorkommende Graphit wird zu
Tiegeln verarbeitet und zuvor in einer Kugelmühle fein
gemahlen.
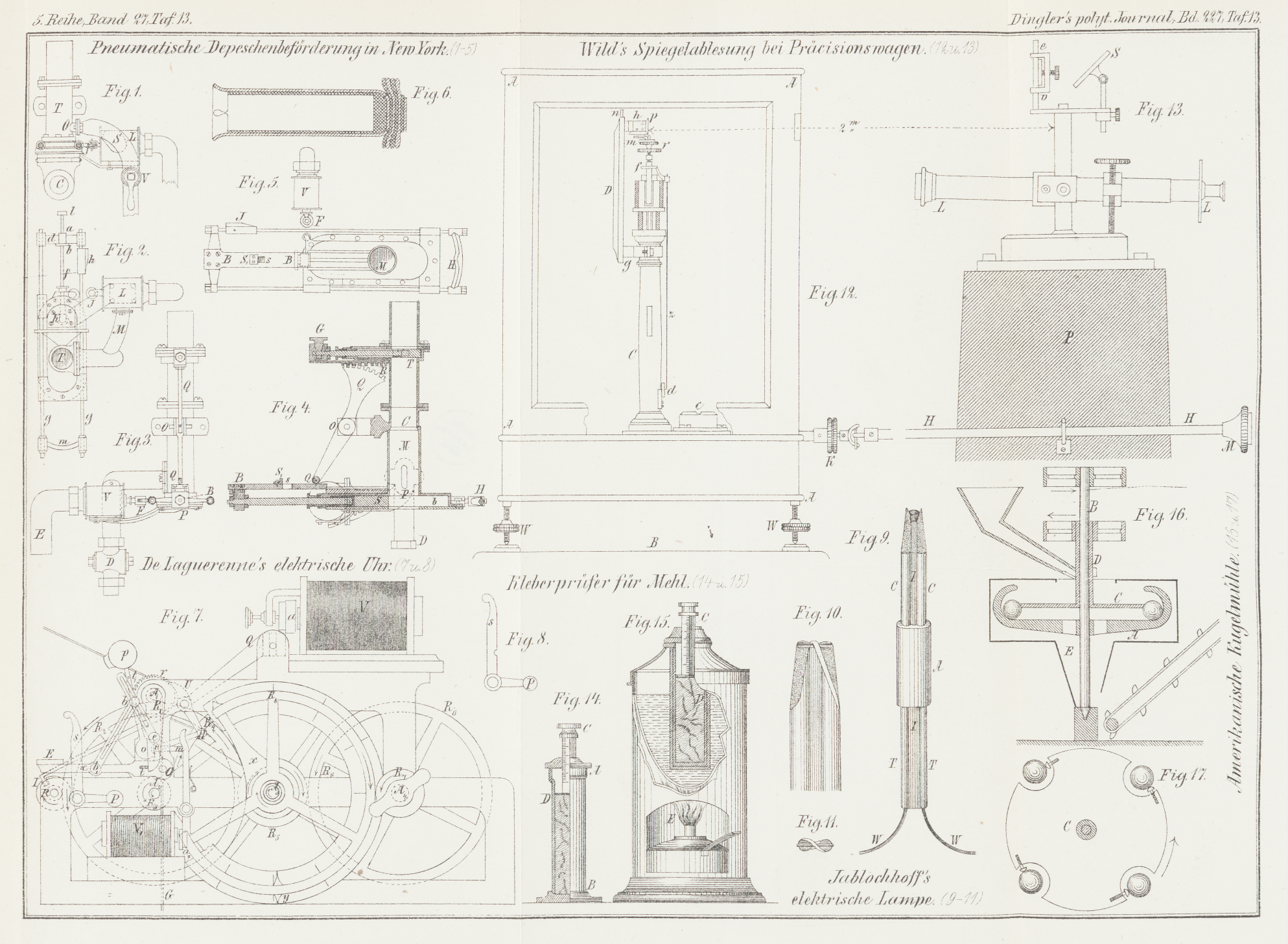
Abweichend von ähnlichen Mühlen gleicher Benennung besteht diese Maschine aus einem
schalenförmigen, um eine verticale Achse B rottenden
Behälter A (Fig. 16 Taf. 13),
innerhalb welchem eine Scheibe C in entgegengesetzter
Richtung sich umdreht und an der aufgebogenen Wand des Behälters vier in
Ausschnitten der Scheibe eingesetzte, je etwa 15k
schwere Kugeln herumkollert. Der Einlauf des Rohmaterials erfolgt nahe der Achse
oberhalb der Scheibe C, die Austragöffnungen E sind unterhalb ebenfalls nächst der Achse angeordnet,
so dass das ganze Mahlgut zwischen dem Umfang der Scheibe und der Mahlfläche des
Behälters hindurch muss, wobei die gröberen Stücke vorher durch die Kugeln zerdrückt
werden. Auf diese Weise wird ein zu langes, unnützes Verweilen des hinreichend
feinen Graphitmehles in der Mühle vermieden.
Je nach dem Zwecke, den die Tiegel erfüllen sollen, wird nun der Graphitstaub mit
etwas Kaolin oder Porzellanthon in wechselnden Verhältnissen gemengt; ausserdem
kommen zu je 10 G.-Th. Graphit 7 Th. grauer Thon von Klingenberg in Bayern und etwas
gepulverte Holzkohle,
letztere um Porosität zu erzielen. Die zu Anfang trocken gemengten Substanzen werden
darauf unter Wasserzusatz in einem verticalen Mengcylinder von 3t Inhalt durchgeknetet. An der verticalen Achse
dieses Cylinders sind radial gestellte Arme angebracht, deren jeder wieder mit 4
Messern versehen ist, so dass also eine ganz gleichförmige Mengung erfolgt
Das Formen der Tiegel geschieht auf der Töpferscheibe entweder mit der Hand oder mit
einem Formstempel; ersteres Verfahren wird nur bei Darstellung von besondern
Tiegelformen angewendet. Das Brennen der getrockneten Tiegel geschieht in Kapseln
von feuerfestem Thon, die in Oefen, welche 60000 bis 80000 „Stück“ fassen,
eingesetzt werden (wobei unter „Stück“ 907g
Tiegelmasse verstanden ist). Durch das Brennen werden die Tiegel hart und bekommen
eine grauweisse bis bläulichgraue Farbe, die aber kein Kriterium für ihre Güte
abgibt, da die Verschiedenheit darin blos von Sprüngen oder andern Fehlern der
Thonkapseln herrührt.
Man stellt Tiegel von 60g bis zu 300k Fassung her, welche beim Messingschmelzen z.B.
35 bis 45 Hitzen aushalten, während Thontiegel nur einmal benutzt werden können. Bei
der Gussstahlbereitung halten sie 4 bis 6 Schmelzen aus und noch mehr, wenn sie mit
einer Lutirung aus Thon, Graphit, Gaskohle und feinem Quarzsand überzogen werden.
Die Schlacke muss allerdings nach jeder Operation sorgfältig abgekratzt werden.
Ueberhaupt können Graphittiegel stets dann angewendet werden, wenn kein Zusatz von
Flussmitteln beim Schmelzen erfolgt, weil durch diese der Thon in der Graphitmasse
aufgelöst werden würde. Sie müssen stets in trockenen Räumen aufbewahrt werden, da
jede, auch die geringste Feuchtigkeit ihnen verderblich wird. Gut ist es auch, sie
langsam anzufeuern und in das Brennmaterial einzusetzen, so dass sie bis zum Rande
von der Glut umgeben sind.
W. K.
Tafeln