| Titel: | Die Mühlsteinfabrikation in La Ferté-sous-Jouarre. |
| Autor: | A. P. |
| Fundstelle: | Band 227, Jahrgang 1878, S. 532 |
| Download: | XML |
Die Mühlsteinfabrikation in La
Ferté-sous-Jouarre.
Mit Abbildungen auf Tafel
36.
Ueber Mühlsteinfabrikation in La Ferté-sous-Jouarre.
Als die besten Mühlsteine sind die aus den Steinbrüchen von La Ferté-sous-Jouarre
bezogenen weit und breit berühmt. Die der tertiären Formation angehörigen
Gesteinsschichten, aus denen sie gehauen erden, haben eine Mächtigkeit von 3 bis
6m und sind von weiss bis zu braun in
verschiedenartigen Nuancen gefärbt: hellgrau, blaugrau, himmelblau, rosaviolett,
gerstenzuckergelb, gelbgrau und graubraun. Als Primaqualität gilt der weissliche
blaugeaderte Stein, als zweite der sogen. oil de
perdrix, ein mit unendlich vielen kleinen Poren besäeter Stein. Es ist
übrigens zu bemerken, dass, wenn auch die Farbe auf den ersten Blick einen gewissen
Anhaltspunkt zur Beurtheilung der Qualität darbieten mag, man doch keinen allzu
grossen Werth darauf legen sollte; vielmehr ist die vollkommene Gleichförmigkeit der
Härte und der Poren als massgebendes Kriterium seiner Güte zu betrachten. Die Farbe
rührt ja nur von den mineralischen Oxyden her, welche auf seine
Widerstandsfähigkeit, mithin auf seine wirkliche Qualität keinen Einfluss haben. Das
specifische Gewicht des Gesteins ist je nach seiner Färbung und der Lage des
Steinbruches ein verschiedenes; es schwankt im Allgemeinen für die zu Läufern sich
eignenden Blöcke zwischen, 2,20 und 2,40, für die Bodensteine zwischen 2,00 und
2,20.
Auf dem Werkplatz angelangt, werden die Steine sortirt und in Gruppen abgetheilt.
Jede Gruppe umfasst diejenigen Steinstücke, welche zur Fabrikation eines Mühlsteins
von mittlerem Durchmesser nöthig ist und nur aus Blöcken von gleicher Farbe,
gleichem Korn, gleicher Härte und vollkommener Homogenität bestehen darf. Zur
Erzielung eines
tadellosen Mahlgutes ist es wesentlich, dass Läufer und Bodenstein aufs innigste
zusammenpassen und ausserdem mit der Natur der zu mahlenden Getreideart und der
landesüblichen Mahlmethode in vollkommenem Einklang stehen.
Die Mühlsteinfabrikation in La Ferté umfasst folgende Operationen: 1) Das Behauen der
Blöcke, aus denen der Mühlstein zusammengesetzt werden soll, und die Vollendung der
Fugen; 2) das Aneinanderfügen und Verkitten der Stücke; 3) das Binden des Mühlsteins
mit eisernen Reifen; 4) das Ausfüllen mit einer Mischung aus Cement, Sand und Stein;
5) das Zurichten der Mahlflächen des Bodensteins und Läufers, und das Einschneiden
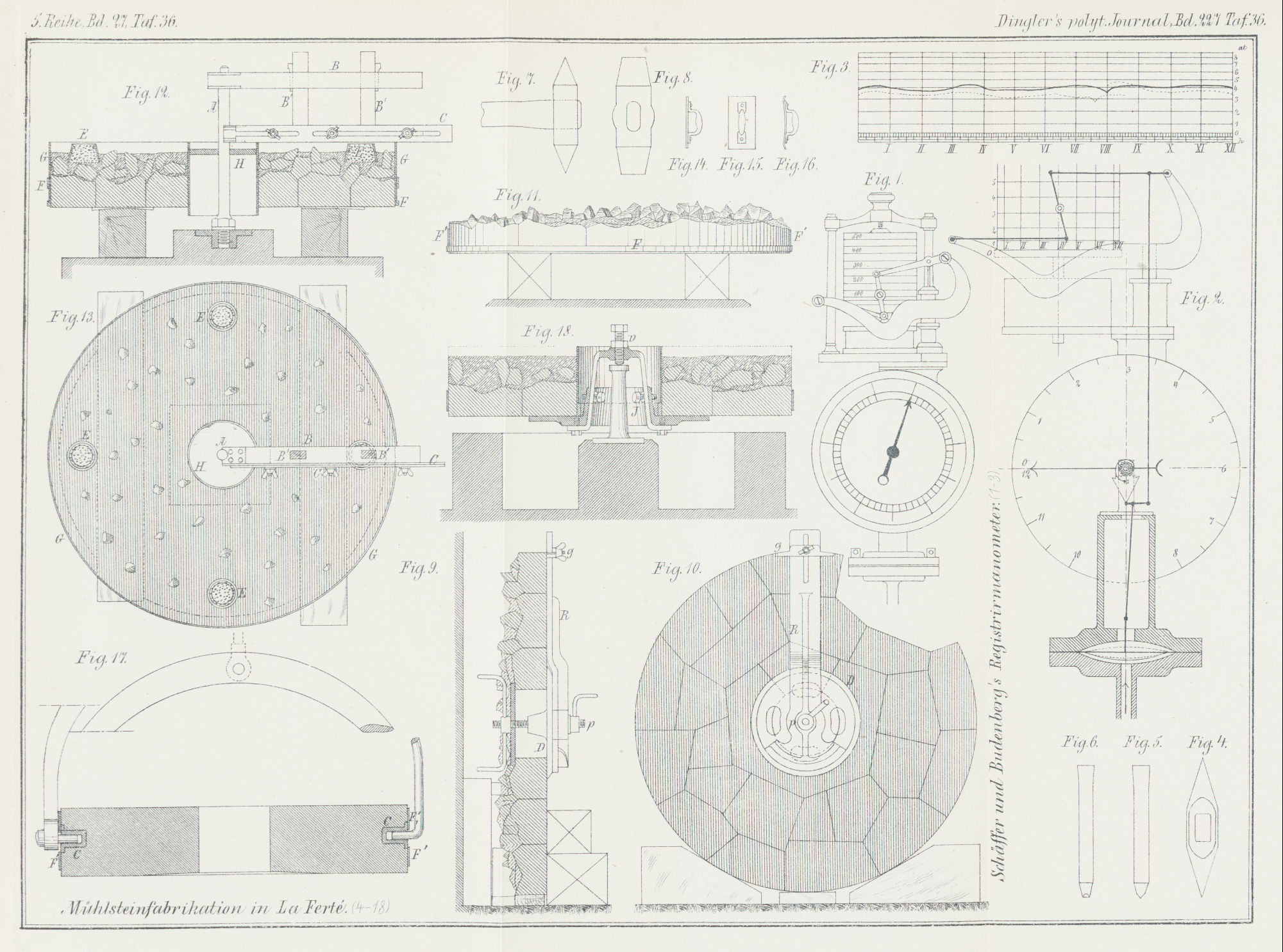
der Furchen. (Vgl. die Abbildungen auf Taf. 36).
1) Das Behauen der Blöcke. Das erste Geschäft nach
getroffener Auswahl des Gesteins besteht in der Beseitigung des Hangenden – eine
Arbeit, die im Freien vorgenommen wird. Zu dem darauf folgenden Herrichten der
Flächen, welche beim Zusammenfügen genau auf einander passen müssen, bedienen sich
die Arbeiter zunächst der Spitzpicke Fig. 4, dann für die
feinere Ausführung des Meisseis (Bille) Fig. 5 und 6, auf welchen sie mit
Holzschlägeln klopfen, und schliesslich einer Breitpicke Fig. 7 und 8. Der Arbeiter legt das
zu behauende Steinstück auf einen Bock, ungefähr 0m,90 über dem Boden, um das Arbeitsstück besser im Auge und bei der Hand
zu haben, wobei er freilich den feinen Staub nahe am Gesicht hat; dies ist ein
ernster Uebelstand, dessen Beseitigung längst das Ziel mehr oder weniger
erfolgreicher Bemühungen intelligenter Arbeiter gewesen ist. Eine vollständige
Lösung dieses Problems ist jedoch erst dem Mühlstein-Fabrikbesitzer G. Roger durch einen Apparat gelungen, welcher im
Princip mit seiner Maschine zum Zurichten der Mühlsteine (*1877 226 576) grosse Aehnlichkeit hat, weshalb hier von der
Beschreibung desselben Umgang genommen werden darf.
2) Das Zusammenfügen und Verkitten, der Stücke. Nachdem
das Mittelstück des Mühlsteins fertig gestellt, seine Oberfläche geebnet ist und die
Seitenflächen rechtwinklig zu der letzteren geschnitten sind, so bringt man das in
Fig. 9 und
10 in
Seiten- und Vorderansicht abgebildete Werkzeug in das Steinauge; es besteht aus
einer über dem Auge zu befestigenden runden Scheibe D
und aus einer um den Zapfen p drehbaren, durch eine
Flügelmutter feststellbaren Schiene R. Diese durch eine
Rippe verstärkte Schiene ist mit einem Gleitstück g
versehen, welches man, zur Fixirung des Mühlstein-Halbmessers und um dem Arbeiter
die Herstellung der Cylinderform zu erleichtern, in dem erforderlichen Abstande vom
Mittelpunkt mittels Schraube und Mutter feststellt.
Zur Verbindung der Steinstücke unter sich bedient sich eine Anzahl Fabrikanten des
Gypses, andere des Cementes, O. Roger dagegen eines
besonderen Kittes, worin der vom Mühlstein selbst kommende Staub einen Bestandtheil bildet.
Dieser Kitt wird beim Trocknen so hart wie der Stein und bildet mit diesem ein auf
das solideste zusammenhängendes Ganzes. Der Arbeiter verkeilt die Steinstücke auf
der unbehauenen Seite mit Steinbrocken, um die Höhlungen auszufüllen. Der Mühlstein
seilt sich hiernach, wie Fig. 9 zeigt, als eine auf
der einen Seite ebene, auf der andern Seite höckerige Scheibe dar. Die Anordnung der
Blöcke um das Herzstück, welches in La Ferté boitard
oder l'oeillard genannt wird, je nachdem er dem
Bodenstein oder dem Läufer angehört, ist aus Fig. 10 ersichtlich.
3) Das Binden des Mühlsteins. Der auf die beschriebene
Weise hergerichtete Mühlstein wird, wie Fig. 11 zeigt, umgelegt,
so dass die Mahlfläche nach unten zu liegen kommt. Mit Hilfe besonderer Zangen zieht
man den ersten 25mm breiten und 8 bis 9mm dicken Eisenreif F
rothglühend über den Stein, jedoch so, dass er nur 2 bis 3cm vom Rande der Mahlfläche absteht. Beim Erkalten
zieht sich der Reif zusammen und presst die Theile des Mühlsteins auf das festeste
an einander. Dieser Reif ist in der Regel nur provisorisch und wird später wieder
abgenommen. Unmittelbar darüber kommt ein zweiter 80mm breiter, 3mm dicker Reif F' zu liegen, welcher nicht zusammengeschweisst,
sondern einfach zusammengenietet ist. Ein dritter Reif (F1) von der Grösse des letzteren folgt
erst nach geschehener Ausfüllung.
4) Die Ausfüllung des Mühlsteins erfordert seitens des
Arbeiters grosse Sorgfalt und einen geübten Blick. Zur Erläuterung der in den
Werkstätten von Roger und Comp. eingeführten Methode
dienen Fig.
12 und 13, welche den Läufer nebst Hilfsvorrichtung in Verticalschnitt und
Grundriss darstellen. Nachdem der Mühlstein in geringer Höhe über dem Boden in
horizontale Lage gebracht worden ist, umgibt man ihn mit einem Mantel von der Form
eines Eisenbandes G, dessen breite der dem Stein zu
gebenden Dicke genau entspricht. Ein Rohr H versenkt
man in das cylindrische loch des Mittelstückes und füllt sodann den ganzen
Zwischenraum mit einer Mischung von Cement, Sand und Steinstückchen aus, indem man
auf eine möglichst regelmässige Vertheilung dieses Füllmaterials Bedacht nimmt; der
Mühlstein erlangt dadurch einen festen Zusammenhang und Dauerhaftigkeit. Um eine in
der Mitte des Auges senkrecht angebrachte Spindel A
lässt sich an einem Gestell BB' das eiserne Richtscheit
G herumdrehen, um die überflüssige Masse
abzustreifen, welche über die durch die oberen Kanten der Eisenmäntel G und H begrenzte Fläche
hervorragt. Die eisernen, mit Handhaben versehenen, ebenen und gewölbten Paletten
Fig. 14,
15 und
16 dienen
zur vollkommenen Glättung der Oberfläche der Masse. Beim Ausfüllen bringt man an
gegenüber liegenden Stellen zwei mit Röhren C
ausgefütterte Seitenlöcher (Fig. 17) an und ausserdem
im Rücken des Steins in gleichen Abständen 4 Löcher E
(Fig. 12
und 13); erstere dienen für
die Bolzen des Krahnes zum Aufnehmen des Steins, letztere zur Aufnahme von Büchsen,
welche der Arbeiter behufs der Ausbalancirung des Steins mehr oder weniger mit
Eisenschrot oder Bleistücken füllt.
Die Fabrikanten Bouchon und Gueuvin haben die in Fig. 18 dargestellte
vortreffliche Methode eingeführt, welche den Arbeiter in den Stand setzt, den
Mühlstein im Fortgang seiner Zusammensetzung und Ausfüllung beständig
gleichgewichtig zu halten, so dass sein Schwerpunkt stets in der Achse liegt. Ein
hohler, von unten in das Läuferauge geschobener Kegel J
trägt nämlich auf mehreren von seinem Boden aus sich erstreckenden horizontalen
Lappen den Mühlstein. Die Spitze einer Schraube v ruht
auf einer genau in der Achse des Auges angeordneten Säule und bildet den
Aufhängepunkt, um welchen das System balancirt. Durch Regulirung dieser Schraube
lässt sich der Abstand dieses Punktes vom Schwerpunkte des Mühlsteins nach
Bedürfniss ändern.
Nach vollendeter Füllung wird ein zweiter Eisenreif F1' (Fig. 17) aufgezogen,
dessen oberer Rand mit der Rückenfläche beinahe in gleicher Höhe liegt.
5) Das Zurichten der Mahlflächen soll dem Mühlstein
seine Vollendung geben; es ist von G. Roger unter
besonderer Berücksichtigung der Gesundheitsverhältnisse der dabei beschäftigten
Arbeiter in einer Weise durchgeführt worden, welche kaum noch etwas zu wünschen
übrig lässt. Die Beschreibung dieser Maschine findet sich bereits in D. p. J. *1877 226 576.
Was endlich das Einschneiden der Furchen betrifft, so
behält sich unsere Quelle hierauf bezügliche Mittheilungen für eine spätere
Gelegenheit vor. (Im Auszug nach Armengaud's Publication
industrielle, 1877 Bd. 24 S. 197 bis 232.)
A. P.
Tafeln