| Titel: | J. Bennie's Blechbiegmaschine und Blechkanten-Hobelmaschine. |
| Fundstelle: | Band 229, Jahrgang 1878, S. 30 |
| Download: | XML |
J. Bennie's Blechbiegmaschine und
Blechkanten-Hobelmaschine.
Mit Abbildungen auf Tafel 5.
Bennie's Blechbiegmaschine und
Blechkanten-Hobelmaschine.
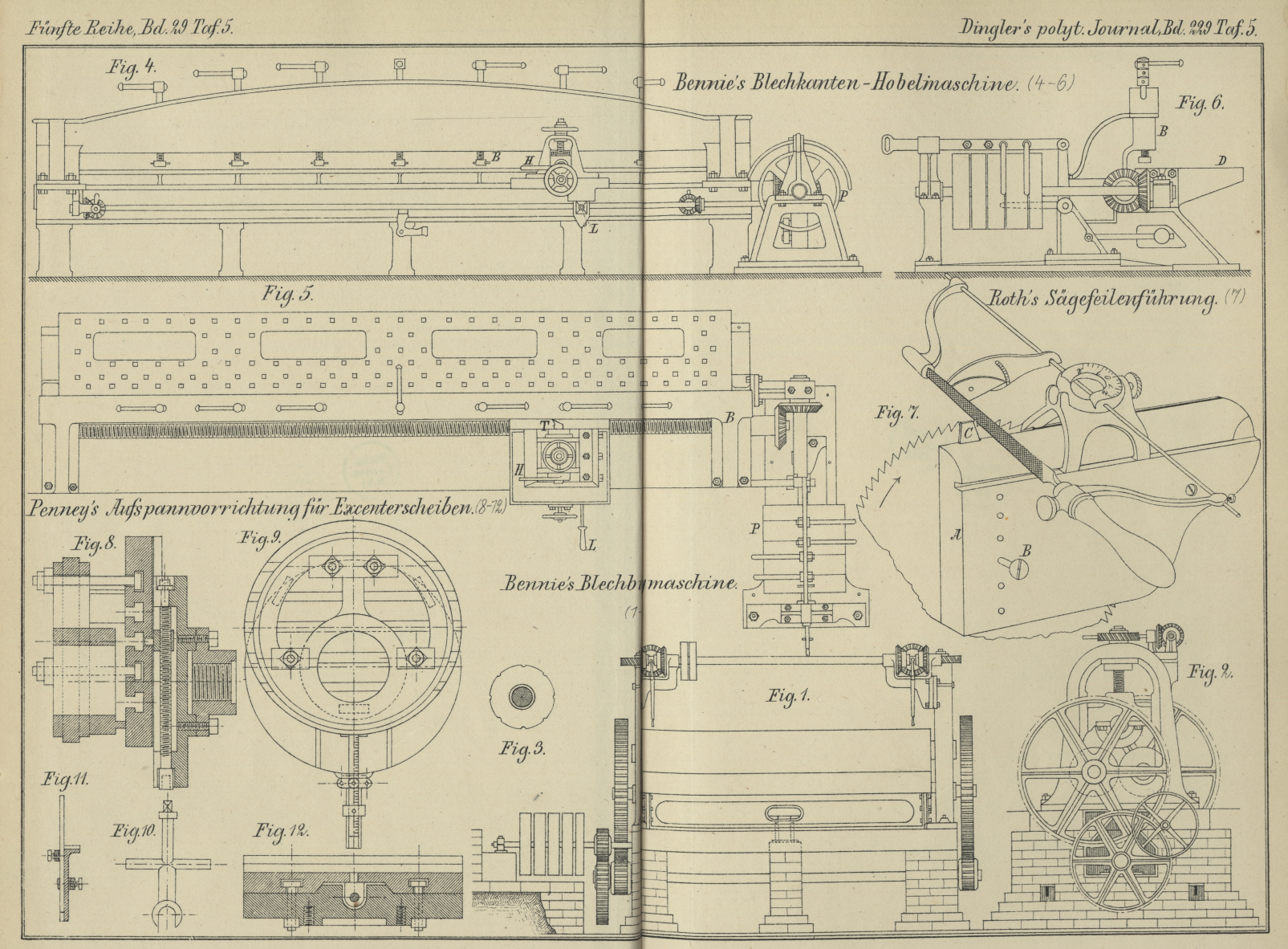
Die in Fig. 1 bis 6 nach Engineer, 1877 Bd. 44 S. 351 und 372 dargestellte
Blechbiegmaschine bezieh. Blechkanten-Hobelmaschine wurde von J. Bennie und Comp. in Glasgow
für die Schiffswerfte von G. F. Cawallin bei Stockholm
gebaut.
Die Blechbiegmaschine (Fig. 1 bis
3) zeichnet sich dadurch aus, daſs die obere Walze mittels Riementrieb
nach Belieben auf- und abwärts verstellt werden kann, also dazu nicht die sonst
übliche langwierige Handarbeit erforderlich ist. Zu diesem Zwecke sind auf der oben
an den Ständern gelagerten Querwelle zwei Riemenscheiben, fest und lose, und zwei
Umsteuervorrichtungen mit Schrägrädern vorhanden, von welchen aus die Schnecken und
Schneckenräder zur Verstellung der oberen Walze angetrieben werden. Wird mittels des
Umstellhebels die Kupplung nach rechts oder nach links geschlossen, so bewegt sich
die obere Walze nach aufwärts oder nach abwärts. In der Mittelstellung des Hebels
ist der Antrieb ausgerückt, daher die Walze stillsteht. Die Maschine besitzt im
Ganzen 3 Walzen, wovon die 2 unteren in gewöhnlicher Weise angetrieben werden. In
Fig. 3 ist noch die Stirnansicht der letzteren abgebildet.
Bei der Blechkanten-Hobelmaschine wird das Hobelmesser
T in gewöhnlicher Weise mittels einer Leitspindel
den Kanten des Bleches entlang hin und her bewegt und schneidet in beiden
Richtungen, wozu es am Ende eines jeden Hubes mittels des Handgriffes H umgedreht wird. Der Antrieb P mit offenem und gekreuztem Riemen ist, der Lage der Transmission
folgend, mit seiner Achse senkrecht zur Leitspindel gestellt und deshalb die
Uebertragung der Bewegung auf die Leitspindel durch Schrägräder bewerkstelligt. Die
Riemenverschiebung kann entweder selbstthätig durch Anschläge bewirkt werden, gegen
welche sich der Support am Ende jedes Hin- und Herganges anlegt, oder sie kann von
Hand durch den Arbeiter selbst erfolgen. Zu Anfang der Hobelarbeit ist die
Blechkante gewöhnlich sehr uneben, so daſs es angezeigt ist, zuerst die gröſsten
Unebenheiten wegzunehmen, ehe ein Schnitt über die ganze Länge der Blechkante
geführt wird. Um nun dem das Werkzeug verfolgenden Arbeiter vom Supportschlitten
selbst aus die Riemenverschiebung zu ermöglichen, ist an letzterem ein auf der
Ausrückwelle verschiebbarer Hebel L angebracht, durch
dessen Auf- oder Abwärtsbewegung die Riemenverschiebung erfolgt. Besonders
zweckmäſsig ist die Form des Einspannbalkens B.
Derselbe ist, um das Hobeln von Platten zu gestatten, die länger sind als die
Oeffnung zwischen seinen Füſsen, über letztere überhängend gebaut und nicht auf dem
Tische D, sondern auf dem davor liegenden Bette
festgeschraubt, welches dem Werkzeugsupporte zur Führung dient. Auf diese Weise
gehen die Blechplatten beiderseits unter dem Aufspannbalken frei durch, und können
deshalb beliebig lange Bleche gehobelt werden.
Nach im Engineer, 1877 Bd. 44 S. 370 und 389
veröffentlichten Briefen wurde diese auſserordentlich zweckmäſsige Construction des
Einspannbalkens B von Bennie zuerst für die Cleveland Bridge and Engineering
Company in Darlington nach Angaben ihres Directors A. Wadham ausgeführt, während solche nach den Zeichnungen von St. Alley, welcher schon 1867 ein Patent darauf
erhielt, seit dieser Zeit von mehreren Fabriken Englands erzeugt wurden.
Tafeln