| Titel: | Aufspannvorrichtung zum Behobeln sechseckiger Muttern und Vorrichtung zum Ausfräsen von Lagerschalen für Achsbüchsen; von J. Watzka. |
| Autor: | J. Watzka |
| Fundstelle: | Band 229, Jahrgang 1878, S. 135 |
| Download: | XML |
Aufspannvorrichtung zum Behobeln sechseckiger
Muttern und Vorrichtung zum Ausfräsen von Lagerschalen für Achsbüchsen; von J. Watzka.
Mit Abbildungen auf Tafel 11 und 12.
[Watzka, Aufspannvorrichtung zum Behobeln sechseckiger Muttern und
Vorrichtung zum Ausfräsen von Lagerschalen für Achsbüchsen.]
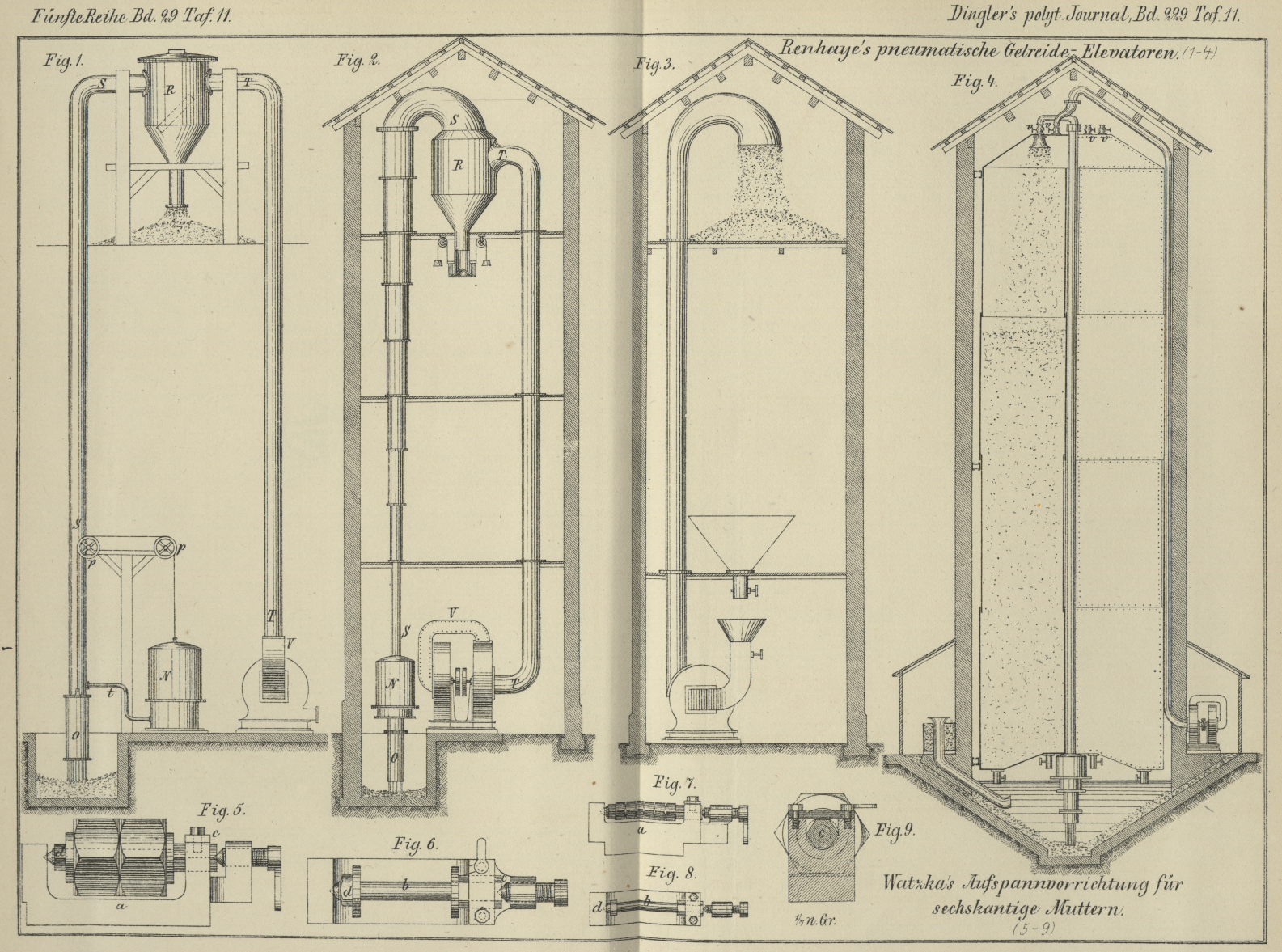
Die aus dem schmiedeisernen Gestelle a bestehende
Aufspannvorrichtung (Fig. 5 bis
9 Taf. 11) wird mit dem unteren Ansatz in den Parallelschraubstock einer
Shapingmaschine eingespannt. In dem Gestelle befindet sich der Stahldorn b mit genau sechseckigem Kopfe c, welcher für das Sechseck der zu bearbeitenden Muttern als Schablone
dient. Der Stahldorn wird nach der Behobelung jeder Fläche gewendet und wieder
festgelagert und dient zur Aufnahme der zu behobelnden Muttern. Letztere werden auf
dem Dorne durch die Mutter d an seinem Ende
festgehalten. Die richtige Gröſse der Muttern ist durch Abmessung der Entfernung der
Schneidkante des Arbeitsstahles vom Mittelpunkte des Domes leicht zu bestimmen.
Diese Vorrichtung nun ist besonders vortheilhaft für Werkstätten, welchen keine
besonderen Maschinen für diesen Zweck zur Verfügung stehen. In der Zeichnung sind
zwei solcher Vorrichtungen dargestellt, und zwar eine für Muttern gröſserer und eine
für solche von kleinerer Gattung.
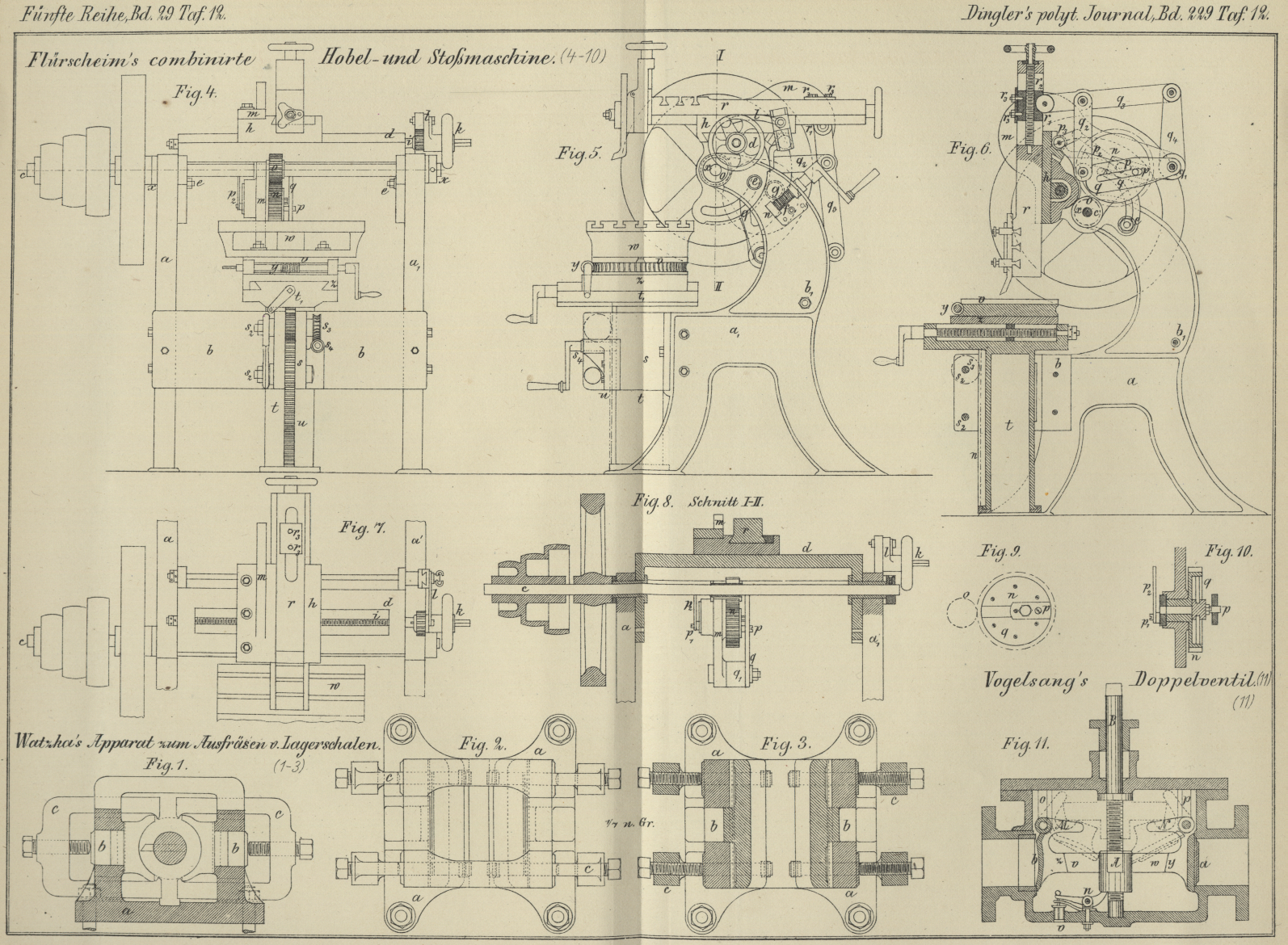
Die in Fig. 1 bis 3 Taf. 12
in1/7 n. Gr.
vorgeführte Vorrichtung zum Ausfräsen der Lagerschalen besteht aus dem guſseisernen
Gestelle a, welches auf die Supportplatte der
betreffenden Arbeitsmaschinen (Drehbänke und horizontale Bohrmaschinen)
aufgeschraubt wird. Die zu bearbeitenden Lagerschalen werden, nachdem sie auf der
oberen Fläche bearbeitet sind, mit ihren Zapfen in passende Löcher b des Gestelles gelagert und mit den Bügeln c befestigt. Der Vortheil dieser Vorrichtung besteht
nun darin, daſs bei richtiger Montirung derselben an die geeignete Arbeitsmaschine
zwei Lagerschalen auf einmal bearbeitet, d.h. ausgefräst werden, beide gleiche
Stärke erhalten und die Mittellinien der Drehzapfen mit der Mittellinie der
Achsschenkel in eine Ebene fallen. (Organ für die Fortschritte des
Eisenbahnwesens, 1878 S. 114.)