| Titel: | Hydraulische Presse zur Herstellung von Kurbelachsen. |
| Fundstelle: | Band 229, Jahrgang 1878, S. 316 |
| Download: | XML |
Hydraulische Presse zur Herstellung von
Kurbelachsen.
Mit Abbildungen auf Tafel 25.
Clarke's Presse zur Herstellung von Kurbelachsen.
Die Aufmerksamkeit, welche Ed. Clarke in
Lincoln der von J. Haswell
in Wien eingeführten Methode der Herstellung groſser
Maschinenbestandtheile aus Schmiedeisen und Stahl mittels der Schmiedepresse (*1863
169 413) schenkte, welche Methode am Continent eine
allgemeinere Aufnahme als in England fand, begründete eine der Hauptquellen des
Erfolges bei Einführung der Methode, Kurbelachsen oder andere gebogene Wellen
mittels hydraulischer Pressen herzustellen. Es kam alsbald ein groſser Theil der
vielen englischen Firmen, welche Kurbelachsen zu den von ihnen herzustellenden
Maschinen benöthigten, zur Einsicht, daſs sie solche von Clarke viel billiger und besser kaufen können, als sie sich solche in
ihren eigenen Werkstätten herzustellen in der Lage sind. Abgesehen davon, daſs nur
sehr gutes Eisen mit entsprechender Ductilität die Herstellung von Kurbelachsen
durch gewöhnliches Schmieden ermöglichte, erfolgt diese nach Clarke's Methode bei weitem schneller und mit viel geringerer Anstrengung
des Materials.
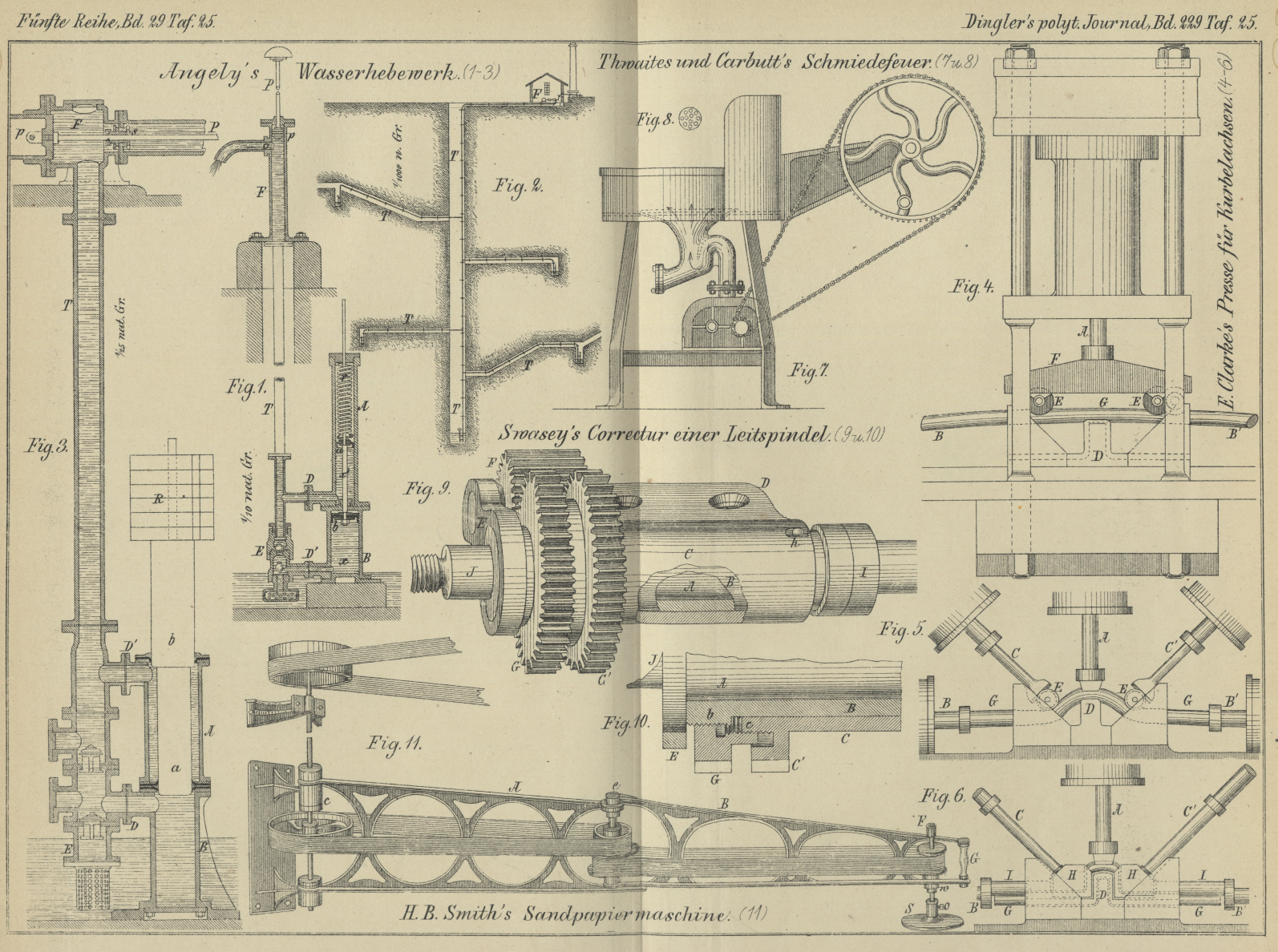
Die von Clarke zu diesem Zwecke benutzten hydraulischen
Pressen sind in den Fig. 4 bis
6 Taf. 25 nach dem Engineer, 1878 Bd. 45 S.
438 dargestellt. Fig. 4 zeigt
eine Presse und die darin verwendeten Beilagen zur Herstellung kleinerer
Kurbelachsen. A ist der im Preſscylinder vertical
geführte Preſskolben, welcher unten das Querstück F
trägt. Zu beiden Seiten wirken (in der Zeichnung nicht ersichtliche) Preſskolben
gegen die Stirnflächen der Achse in ähnlicher Weise wie bei B, B' in Fig. 5 und
6. Die Eisen- oder Stahlstangen G werden im
glühenden Zustande auf den Backen D gebracht, welcher
die höchste Stelle der Durchbiegung ergibt. Die am Umfange genutheten Rollen E werden hierauf, wie rechts in Fig. 4
punktirt angedeutet, an beiden Enden des Querstückes F
mit ihren Lagern derart eingesetzt, daſs sie den Druck des letzteren auf die
Achsschenkel übertragen und bei der Abwärtsbiegung desselben die Biegung der Achse
bewirken.
Die Fig. 5 und 6 zeigen das
Pressen gröſserer Achsen mit 5 Kolben A, B, B', C und
C'. Der Kolben A hält
die Achse fest auf den Backen D nieder, B, B' pressen dieselbe von der Stirnfläche her und C, C wirken unter 45° auf die Rollen E, bezieh. auf die Winkelbeilagen H, welche zur Vollendung der Form statt der Rollen E eingelegt werden. Die Winkelbeilagen H haben auſser dem Drucke der Preſskolben C, C' auch noch jenen der Kolben B, B' auf das Arbeitsstück zu übertragen, zu welchem
Zwecke zwischen B und H
die Druckstücke I eingebracht sind.
Tafeln