| Titel: | Kielblech-Biegmaschine von J. Bennie und Comp. in Glasgow. |
| Fundstelle: | Band 229, Jahrgang 1878, S. 419 |
| Download: | XML |
Kielblech-Biegmaschine von J. Bennie und Comp. in
Glasgow.
Mit Abbildungen auf Tafel 34.
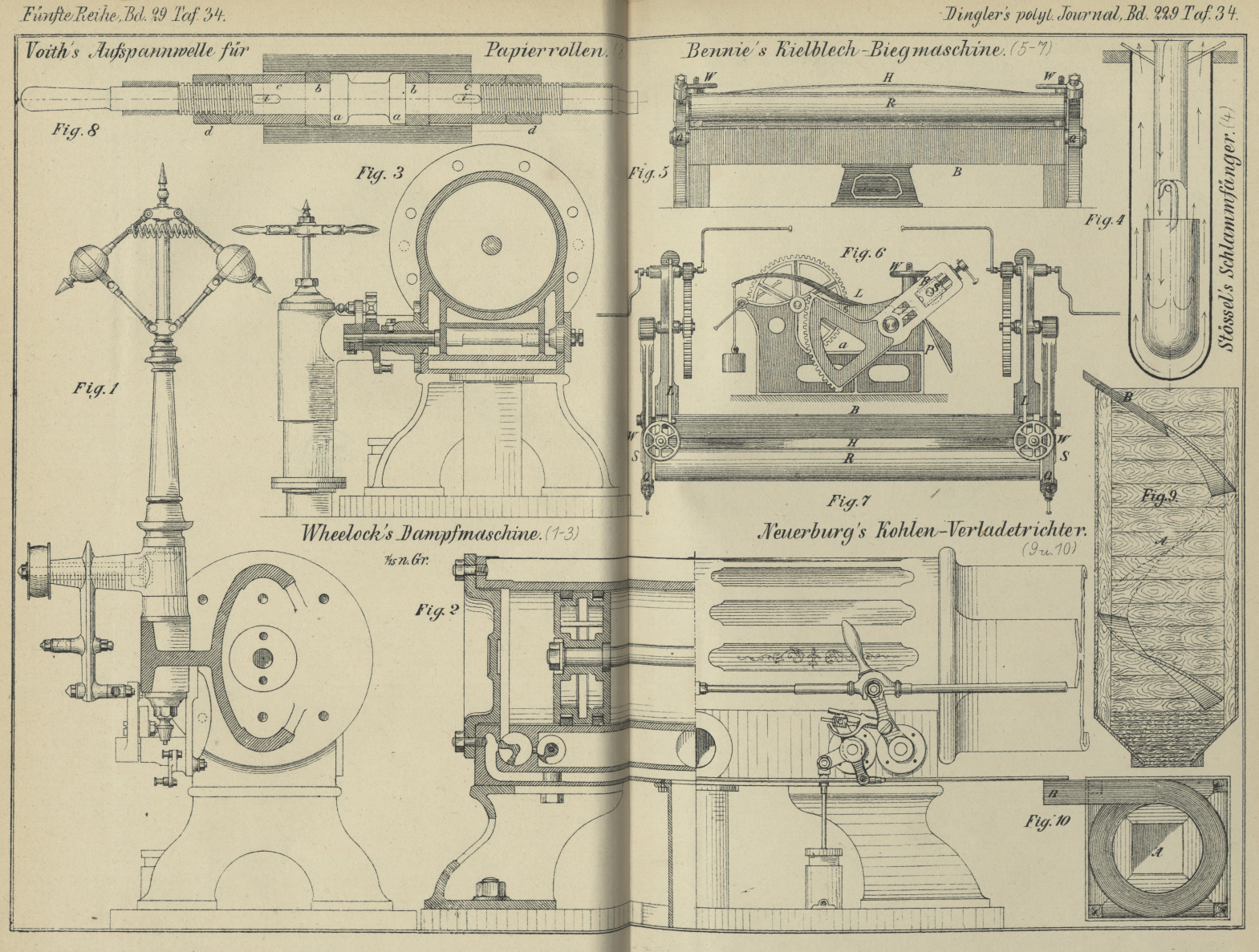
Bernnie's Kielblech-Biegmaschine.
Nebst anderen bereits früher (S. 30 d. Bd.) beschriebenen bemerkenswerthen Maschinen
wurde von J. Bennie und Comp. auch die in den Fig. 5 bis
7 Taf. 34 nach dem Engineer, 1877 Bd. 44 S.
386 dargestellte Kielblech-Biegmaschiene für die Schiffswerfte von G. F. Cawallin in Tumba bei Stockholm gebaut. Die zu
biegenden Bleche werden auf den Tisch B aufgelegt,
durch den Aufspannbalken H fest auf den Tisch
aufgedrückt und durch die abwärts bewegte Walze R
scharf um die gerade Tischkante abgebogen. Das Auflegen der zu biegenden Bleche
erfolgt bei gehobenem Balken H; letzterer hängt durch
Gegengewichte ausbalancirt an den Hebeln L und wird
durch Schrauben mittels der Handräder W, welche das
Muttergewinde enthalten, gegen die Tischfläche gedrückt. Beim Lüften der Muttern W geht der Balken durch die Wirkung der Gegengewichte
nach aufwärts, wodurch unterhalb desselben der Raum für das Entfernen und Aufbringen
der Arbeitsstücke entsteht. Ist die zu biegende Blechplatte P auf den Tisch gebracht und soweit als nöthig eingeschoben, so wird der
Spannbalken H durch Drehen der Handräder W wieder abwärts geführt und fest auf die Platte P aufgedrückt; hierdurch ist letztere sicher am Platze
gehalten. Die Segmente Q, in welchen die Walze R gelagert ist, werden nun durch Drehen an den
rückwärts vorhandenen Kurbeln im Kreisbogen nach aufwärts bewegt. Dadurch kommt die
Walze R auf das Blech P
und biegt dieses unter dem gewünschten Winkel gegen die Tischfläche über die
Tischkante ab. Wie aus der Zeichnung ersichtlich ist, kann die Walze R nach Belieben an dem einen Ende mehr niedergedrückt
werden als an dem anderen, wodurch ein entsprechend schiefes Abbiegen erzielt wird,
wie es für die Zwecke des Schiffbaues oft erforderlich ist. Eine mehr gerundete oder
eine schärfere Abbiegung kann durch Verstellung der Lagerbacken S der Walzenzapfen in den Schlitzen der Segmente
erreicht werden, indem die Walze R von der Tischkante
entfernt oder ihr näher gebracht wird. Dieselbe Verstellung der Gleitbacken S dient auch zur richtigen Einstellung der Walze R nach der jeweiligen Dicke des zu biegenden
Bleches.
Die Walze R ist aus Guſseisen, maſsiv mit eingegossener
schmiedeiserner Achse hergestellt. Die Lager für dieselbe sind so construirt, daſs
sie das Schiefeinstellen, hervorgebracht durch Verdrehung der Segmente Q gegen einander, gestatten, ohne Klemmung zu
veranlassen. Da die Erfahrung gelehrt hat, daſs der Tisch B leicht springt, wenn die zu biegenden Bleche im warmen Zustande
aufgelegt werden, muſste darauf gesonnen werden, dieser Gefahr vorzubeugen. Zu
diesem Zwecke wurde das Guſsstück, welches den Tisch bildet, in der Form eines
Gefäſses hergestellt und mit Wasser gefüllt; letzteres soll die zu Brüchen führende
ungleichmäſsige Ausdehnung des Balkens hintanhalten.
Tafeln