| Titel: | Entsilbern und Raffiniren von Werkblei mittels Elektrolyse; von N. S. Keith in New-York. |
| Autor: | F. B. |
| Fundstelle: | Band 229, Jahrgang 1878, S. 534 |
| Download: | XML |
Entsilbern und Raffiniren von Werkblei mittels
Elektrolyse; von N. S. Keith
in New-York.
Mit Abbildungen auf Tafel 44.
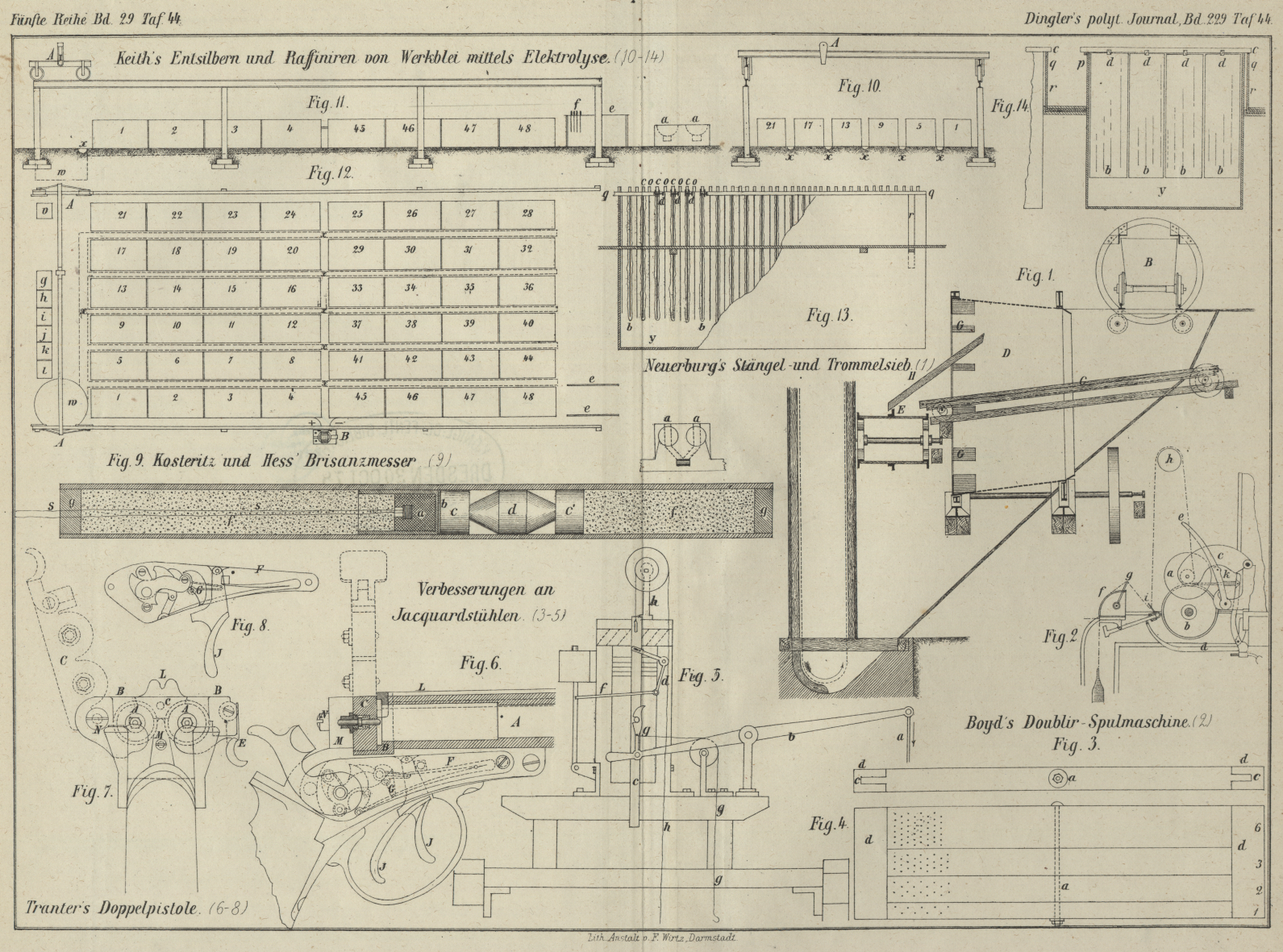
Keith's Entsilbern und Raffiniren von Werkblei.
Die im Folgenden beschriebene, dem obigen Zwecke dienende Anlage (Fig. 10 bis
14 Taf. 44) ist geeignet, in 24 Stunden 10t Blei zu behandeln.
Das Blei wird in den Kesseln a (Fig. 11 und
12) eingeschmolzen und am Boden derselben durch einen Ausfluſs, frei von
Schaum und Schmutz, in ein Gefäſs abgezogen, aus welchem es in dünne Platten
gegossen wird; das (in den Figuren nicht angegebene) Gefäſs arbeitet hierbei
mechanisch. Diese Platten b (Fig. 13 und
14) sind rechteckig (122 × 38cm) und
3mm dick und jede wiegt 16k,34. Dickere Platten würden einerseits keine
gröſsere Oberfläche darbieten und nur die Menge des im Proceſse befindlichen
Materials vermehren; andererseits hat sich gezeigt, daſs bei obiger Dicke die
Unreinigkeiten, welche sich an der Oberfläche ansetzen, den Verlauf der Operation
nicht hemmen. Um 10t Blei auf diese Art zu
gieſsen, ist 1 Schmelzer und 1 Gehilfe für 10 Stunden nöthig. Die Platten werden an
Querträger c mittels Klemmen und Schrauben d befestigt und vor dem Einbringen in die Fällgefäſse
auf die Gestelle e gehängt, wie dies bei f (Fig. 11)
gezeigt ist. Ein Arbeiter zieht hier von unten herauf über jede Platte einen Sack
von starkem Musselin.
Die Gefäſse 1 bis 48 sind
von Eisenblech oder Holz hergestellt, messen 305 × 153 × 153cm und sind nahezu gefüllt mit der Losung eines
Bleisalzes (von Bleizucker oder Chlorblei); in jedem derselben hängt in gewissen
Abständen eine Reihe dünner Bleche von einem Metall, welches von der Lösung nicht angegriffen wird
(Kupfer, Bronze, Blei u.s.w.), und zwar ebenfalls an Querträgern o (Fig. 13).
Diese Bleche, die Kathoden, sind in directer metallischer Berührung mit einem
Kupferstabe p (Fig. 14),
welcher an der oberen Seite des Gefäſses entlang läuft, aber elektrisch isolirt von
dem Kupferstabe q; der letztere seinerseits ist isolirt
von dem Fällgefäſse. Mit dem fahrbaren Aufzug A werden
die mit dem Sack überzogenen Bleiplatten von dem Gestelle e abgehoben und in die Gefäſse so eingesetzt, daſs sie, die Anoden
bildend, mit den Kathoden wechseln. Die den Anoden zugehörigen Querträger kommen in
directen metallischen Contact mit dem Stabe q, sind
dagegen von dem Stabe p isolirt. Eine Weston'sche dynamo-elektrische Maschine B (vgl. 1877 223 546) 1878
228 513), welche stündlich 32k Blei in jedem Fällkasten niederzuschlagen
vermag, ist vom positiven Pole aus leitend mit den Anoden des ersten Satzes der
Fällgefäſse 1 bis 4 (Fig.
12) verbunden. An diesen Gefäſsen befinden sich Leiter r (Fig. 13 und
14), welche nach der Schiene q des folgenden
Satzes (5 bis 8)
überleiten. In dieser Weise sind sämmtliche Sätze der Gefäſse mit einander
verbunden, bis der Leiter des letzten Satzes (45 bis
48) mit dem negativen Pol der Maschine B vereinigt ist.
Wird dieselbe in Gang gesetzt, so steigt zunächst die Temperatur im ganzen Bogen. Die
Maschine, welche nur geringe Oberfläche zum Ausstrahlen besitzt, wird mit Wasser
gekühlt. Die Temperatur der Leiter, Gefäſse und Lösungen steigt nicht erheblich, da
die Ausstrahlung energischer ist. Auch werden die Theile des Bogens magnetisch und
die Anoden nehmen nach und nach ebenso an Gewicht ab, wie die Kathoden daran
zunehmen, an denen sich Blei in krystallinischer Gestalt anhäuft. Die nahezu
aufgelösten Anoden werden durch neue ersetzt und die übrig bleibenden Stücke, 0,5
bis 1k,5 schwer, wieder zum Schmelzen und Gieſsen
zurückgegeben. Der Bleiniederschlag ist von geringer Cohäsion und sammelt sich bis
zur Ausräumung des Fällkastens in dem Raum y (Fig.
13 und 14) an. Da
die Fällgefäſse nach und nach besetzt werden, so geht
das Reinigen schrittweise durch die Reihe derselben vorwärts, von Tag zu Tag 4
Kästen betreffend. Hierzu sind 2 Mann nöthig, welche mit dem Aufzug A zunächst die Kathoden ausheben und in das
vorhergehende Gefäſs einsetzen, das zuletzt gereinigt wurde und zu deren Aufnahme
vorgerichtet ist. Gleichzeitig wird aus dem Gefäſse die Lauge abgelassen, welche in
den Rinnen x (Fig. 10 bis
12) nach der Cysterne w gelangt, Die Anoden
(Säcke und Querträger) werden sodann ausgehoben und an das Ende des Systems geführt;
das Blei wird in Gefäſse von bestimmter Form geschaufelt und in diesen nach der
hydraulischen Presse v (Fig. 12)
mit dem Aufzug A geschafft. Aus w wird nunmehr die Lauge in das ausgeräumte Gefäſs zurückgepumpt, in
welche hierauf die Kathoden des folgenden zu räumenden Gefäſses eingehängt werden,
während frische Anoden, entsprechend vorbereitet, vom Gestelle e herbeizuholen sind.
Die mit dem Bleiniederschlage gefüllten Mulden befreit man unter der Presse von der
anhängenden Lösung; die hierbei entstehenden Kuchen, Barren oder sonstwie geformten
Körper von reinem Blei sind hinreichend fest und vertragen Transport. Die von den
Anodenresten abgenommenen Säcke werden umgewendet und in Wasser gespült, um den
feinen zurückgebliebenen Rückstand zu entfernen, worauf sie wiederholt zum Einsacken
neuer Anoden Verwendung finden. Die Anodenreste sind, bevor sie zum Einschmelzen
zurückgehen, in Wasser abzubürsten. Nach dem Absitzen der Waschwässer wird das klare
Wasser abgezogen und dient zum Ersatz des aus den Fällkästen verdunsteten Wassers,
so daſs kein Rückstand an Lösung übrig bleibt. Der Absatz kommt auf die Filter g bis l (Fig. 12)
zum Entwässern und Trocknen. Er enthält alle Verunreinigungen und Nebenbestandtheile
des Werkbleies – als Antimon, Arsen, Silber, Gold, Kupfer, Eisen – und ist entweder
bei Luftzutritt in der Rothglut zu behandeln, um auſser Silber und Gold alle übrigen
Metalle zu oxydiren und dann mit Soda und Borax zu schmelzen, oder unter Zusatz von
Salpeter und Borax sogleich einzuschmelzen. Aus der Schlacke läſst sich Antimon
vielleicht noch mit Vortheil abscheiden.
Der am Schmelzkessel a fallende Bleischaum wird zu
Platten geformt und so ebenfalls eingesackt, aber, da er mehr Unreinigkeiten als das
übrige Blei enthält, in einem besonderen Fällkasten behandelt.
Der gesammte Proceſs erfordert somit folgende Arbeiten: 1) Schmelzen und Gieſsen. 2)
Einsacken. 3) Vorrichtung der Gefäſse und Entfernung der Producte. 4) Pressen des
Bleies. 5) Reinigung der Säcke. 6) Schmelzen der rückständigen Edelmetalle. – Die
gesammte Arbeit geschieht am Tage. Nachts ist nur ein Maschinist nöthig, wenn man
Dampfmaschine und Dampfkessel zum Betriebe hat, oder ein Wächter, wenn mit
Wasserkraft gearbeitet wird. Die Auslagen auf 10t
Blei in 24 Stunden stellen sich, wie folgt:
Arbeit: 2 Maschinisten (1 Schmelzer und 1 Helfer), 1
Einsacker, 2 Mann zum Ausräumen der Gefäſse, 2 Mann zum
Auswaschen, 1 Mann an der Presse, 1 Probirer (Schmelzer und
Raffinirer), 1 Gehilfe, zusammen 10 Mann, im Durchschnitt zu
4M.
80,00
M.
Aufsicht
28,00
Brennmaterial für Dampferzeugung und Schmelzen
20,00
Zuschläge, Tiegel u. dgl.
20,00
Säcke, Oel u. dgl.
12,00
––––––––––––
10t zu 16 M. für 1t
160,00
M.
Die Vortheile bei Anwendung des elektrischen Stromes sind: Vermeidung aller
Bleiverluste durch Verdampfung, Oxydation u.s.w.; Vermeidung aller Rückstände von
Silber und Gold in dem verkäuflichen Blei; Gewinnung des Antimons, welches jedoch
bei anderen Proceſsen
ebenfalls nicht verloren zu geben werden braucht (d. Ref.); Einfachheit der Arbeit,
vollkommene Controle über die Qualität der Producte und Wohlfeilheit.
Die in je 4 Gefäſsen aufgelöste und wieder abgesetzte Menge Blei ist 32k in 24 Stunden; für die ganze Anlage von 48
Gefäſsen hat man somit 9145k bei einem
Kraftaufwande von 12e. Man kann mit weniger Kraft
dieselbe Menge Blei erzielen, jedoch ist dann eine gröſsere Anzahl von Gefäſsen,
eine gröſsere Fläche Grund und Boden und ein gröſserer Posten von im Betriebe
befindlichem Werkblei nöthig. Es gibt demnach einen Punkt, wo der ersparte
Kraftaufwand ausgeglichen wird durch die Mehrkosten der Anlage und die Zunahme des
in Behandlung befindlichen Materials. (Nach dem Engineering
and Mining Journal, 1878 Bd. 26 S. 26.)
Wir verweisen Diejenigen, welche sich für frühere Versuche
interessiren, Elektricität zum Ausbringen von Metallen zu benutzen, auf das Werk von
Becquerel: Traité d'electricité et de magnétisme
(Paris 1855. 3 Bände), wo sich im zweiten Bande auch ein ausführliches Kapitel über
die elektrochemische Zugutemachung der Silber-, Blei- und Kupfererze befindet (vgl.
1854 133 213) 1869 192
471).
F.
B.
Tafeln