| Titel: | Formmaschine für kleine Eisengusswaaren; von „Lauchhammer“, vereinigte vormals Gräfl. Einsiedel'sche Werke in Gröditz bei Riesa. |
| Fundstelle: | Band 231, Jahrgang 1879, S. 412 |
| Download: | XML |
Formmaschine für kleine Eisenguſswaaren; von
„Lauchhammer“, vereinigte vormals Gräfl. Einsiedel'sche Werke in
Gröditz bei Riesa.
Mit Abbildungen auf Tafel 36.
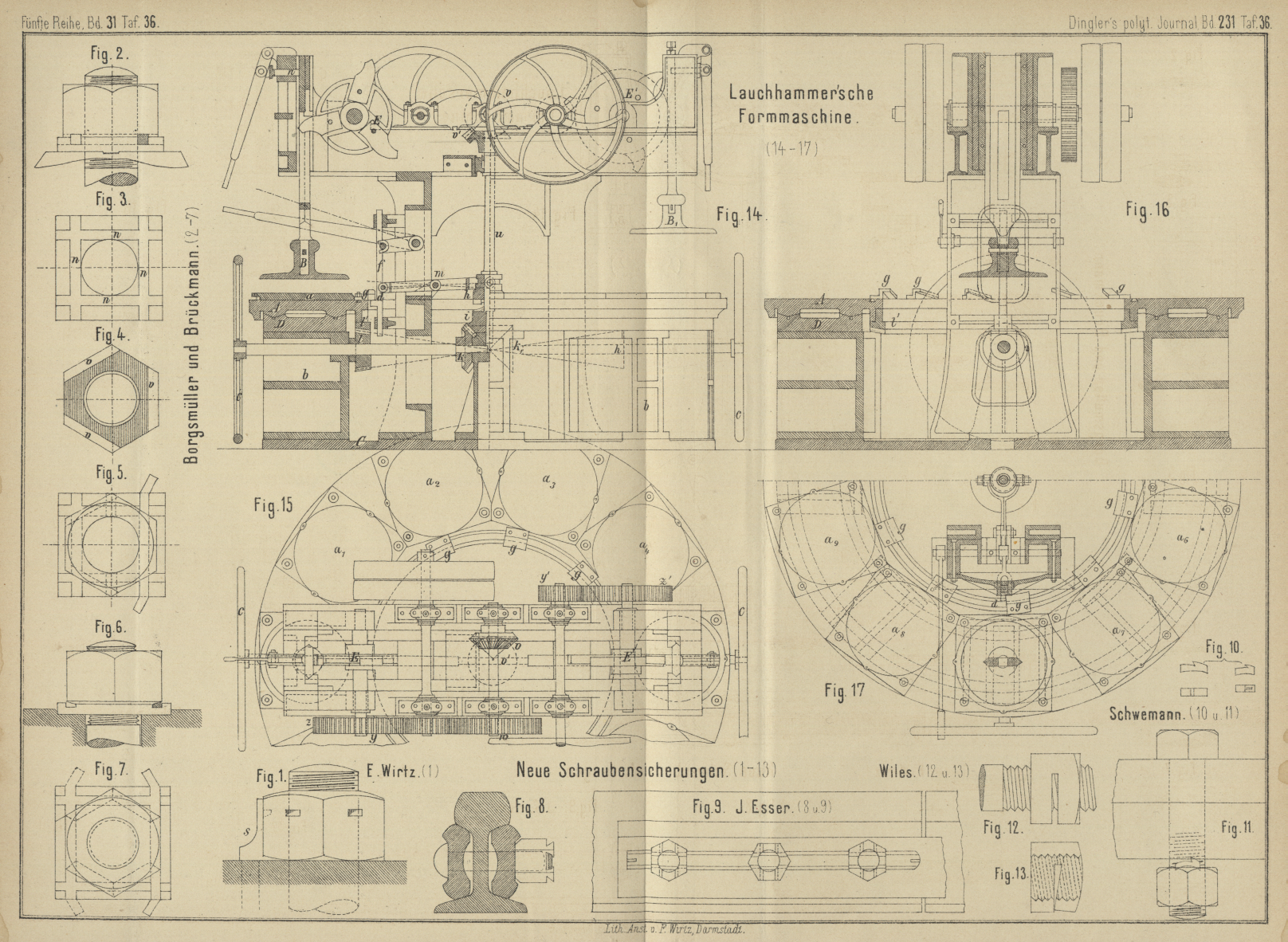
Lauchhammer'sche Formmaschine für kleine
Eisenguſswaaren.
Diese Formmaschine (*D. R. P. Nr. 2140 vom 24. Februar 1878) soll die Handarbeit beim
Einformen von kleinen Guſsgegenständen durch Maschinenarbeit ersetzen. Dieselbe
besitzt, wie aus den Figuren 14
bis 17 Taf. 36 ersichtlich, eine drehbare Ringplatte A, welche die darauf festgeschraubten Modellplatten a1, a2, a3... mit den Modellen
der zu formenden Gegenstände trägt und zwei Stampfer B,
B1, welche den Sand in den darunter
gebrachten Formkasten fest einpressen. A dreht sich in
offenen Führungen der Ringplatte D, welche durch Füſse
b auf der Grundplatte C befestigt ist; letztere trägt noch innerhalb A das Gestelle mit dem Antrieb für die beiden Stampfer.
Die Bewegung wird durch Riemen und Riemenscheiben für jeden Stampfer besonders
eingeleitet und durch Räderübersetzung y, z und y', z' auf die dreihübigen Daumenscheiben E, E' übertragen, welche den Anhub der Stampfer
bewirken. Mittels des Bolzens n und dessen Handhebel
kann man im geeigneten Augenblicke unter die Führungsstangen der Stampfer fassen, um
diese auſser Thätigkeit zu setzen. (In Fig. 14 ist
B in Thätigkeit, B'
ausgerückt.) Die Einleitung der Tischbewegung erfolgt durch das Getriebe y und Stirnrad w;
letzteres bewirkt mittels der conischen Räder v, v' die
Drehung der verticalen Welle u, auf welcher der
Kupplungsmuff h verschiebbar ist. Greift h in i ein, so werden
dadurch die conischen Räder i, k und l in Umdrehung versetzt, wovon letzteres mit dem am
Tische A befestigten conischen Zahnkranze l' in Eingriff steht und die Drehung des Tisches selbst
bewerkstelligt. Ist die Kupplung h, i ausgerückt, so
steht der Tisch still und kann durch die Handräder c
frei gedreht werden. Durch Knaggen g, welche in
Schraubenlinien steigende untere Flächen haben, wird die Kupplung h, i selbstthätig ausgerückt., indem diese mit dem
Tische im Kreise bewegt, die Nase d der Stange f nach abwärts drücken und dabei mittels des gegabelten
Doppelhebels m den Muff h
aufheben. Die Knaggen sind so am Tische befestigt, daſs zwei einander gegenüber
stehende Modellplatten beim Stillstande des letzteren sich genau unter den Stampfern
befinden. Zur linken Seite der Stampfer werden die leeren Kasten wiederholt mit Sand
gefüllt; zur rechten Seite derselben werden die eingestampften Formkasten
abgestrichen und vom Tische abgehoben, während die Stampfer den Sand in den darunter
befindlichen Kasten eindrücken. Die Anzahl der Schläge für das Einstampfen, welches
natürlich nur beim Stillstände des Tisches erfolgen kann, bemiſst man für jeden
einzelnen Fall und rückt nach Vollführung derselben mittels der Stifte n und ihrer Handhebel die Stampfer aus. Hierauf dreht
man den Tisch A mittels des Handrades c so weit nach rechts, daſs die Knaggen g die Nase d der Stange
f frei lassen; der Kupplungsmuff h fällt dann durch sein eigenes Gewicht in i ein und dreht den Tisch so weit, bis die nächste
Knagge wieder ausrückt. Die Kupplung h, i kann übrigens
auch durch den mit f in Verbindung stehenden Handhebel
ausgerückt werden.
Tafeln