| Titel: | Schmiedemaschine für Schraubenmuttern; von Kettler und Vogel in Hagen. |
| Autor: | J. P. |
| Fundstelle: | Band 232, Jahrgang 1879, S. 410 |
| Download: | XML |
Schmiedemaschine für Schraubenmuttern; von
Kettler und Vogel in
Hagen.
Mit Abbildungen auf Tafel 35.
Kettler und Vogel's Schmiedemaschine für
Schraubenmuttern.
Diese Maschine (* D. R. P. Nr. 1948 vom 19. Juli 1877) schmiedet wie jene von Sayn (* 1879 231 496) und
von Vincent (* 1879 232 7)
sechskantige Schraubenmuttern aus Flacheisen ohne jeglichen Abfall von Eisentheilen,
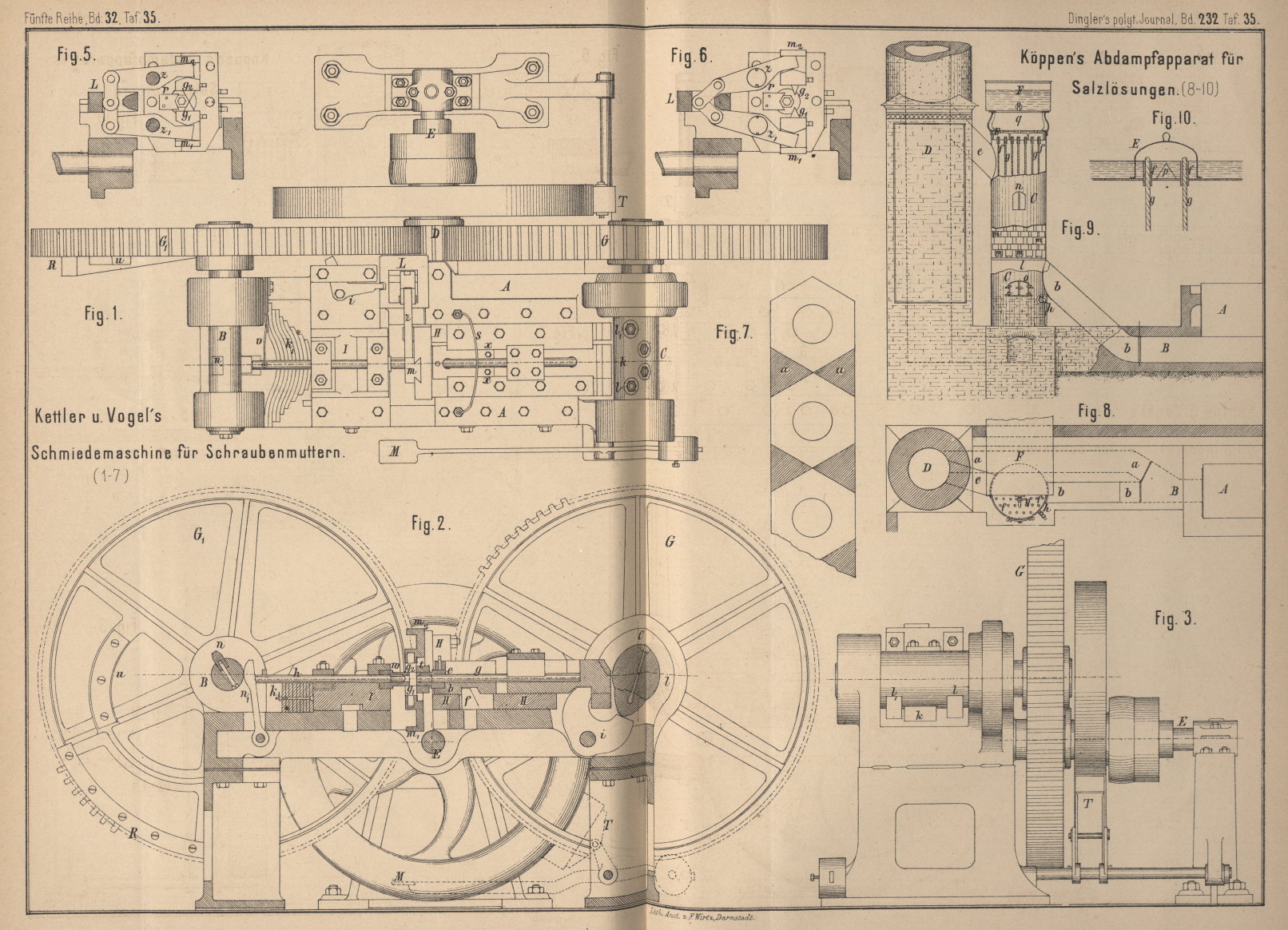
zeigt jedoch eine wesentlich andere Einrichtung, wie aus den Abbildungen auf Taf. 35
ersichtlich ist; Fig. 1 bis
3 veranschaulichen Grundriſs, Längsschnitt und Seitenansicht, Fig.
5 und 6 das Detail
der Zangen, welche die Muttern vom Flacheisen abtrennen.
In dem Bette A sind zwei schmiedeiserne Wellen B und C gelagert, von
denen erstere mit einer Knagge n, letztere mit einer
gröſseren Knagge k und zwei kleineren l, l1 versehen ist.
Beide Wellen werden durch die Zahnräder G, G1 und das gemeinschaftliche Getriebe D von der Schwungradwelle E in Umdrehung versetzt. Auf der Wange A sind
die Schlitten H und I in
Prismen zwischen Leisten gerade geführt, wovon ersterer durch die Knaggen l, l1 und die
Herzscheibe i eine hin- und hergehende Bewegung erhält,
während letzterer in seiner Stellung verharrt und nur bei Ueberanstrengung der
Maschine durch Zusammenpressen der Feder k1 zurückweichen kann. Die in diesen Schlitten
befestigten Stempel w und e bewirken die Formung der Mutter in der Matrize t, während die Dorne g und h das Mutterloch herstellen. Der Dorn g ist im Schlitten b
befestigt, welcher im Schlitten H geführt ist, und wird durch die Knagge
k vorgeschoben, während gleichzeitig der Dorn h durch die Knagge n und
den zwischen beiden befindlichen schwingenden Arm n1 diesem entgegen geht. Diese beiden vorn
abgerundeten Dorne bewegen sich bis dicht an einander, worauf dann der Dorn g vollends durch die Mutter in den Stempel w hineingeschoben wird und dabei den Dorn h in seine Anfangsstellung zurück schiebt. Hierauf
erfaſst die Knagge k die Herzscheibe i und zieht damit die Schlitten H und b zurück. Beim Rückgang stöſst b an den festen Anschlag f
und schiebt mittels des Stempels e die fertige Mutter
aus der Matrize t. Die zwischen den einzelnen Muttern
befindlichen Dreiecke a a des Flacheisens (Fig.
7) werden nicht ausgeschnitten, sondern durch die die Trennung bewirkenden
Zangen z, z1 (Fig.
5 und 6) in der
rothglühenden Stange durch Stauchung gebildet. Letztere werden durch den
Querschlitten L, welcher durch eine an dem Rade G1 angebrachte schiefe
Ebene R vorwärts und durch einen Kniehebel i (Fig. 1)
mittels eines gleichfalls an G1 angebrachten Curvenstückes u zurück bewegt wird, geschlossen und geöffnet und bewegen dabei die
Schlitten m1 und m2 mit den Messern g1 und g2, kurz bevor die
Mutter in die Matrize t gepreſst wird, gegen einander,
wobei diese die Einschnitte a (Fig. 7)
hervorbringen. Die genannten Theile sind am Kopfe des Schlittens H angebracht und werden mit diesem vorwärts und zurück
geschoben. Das am Schlitten H vor der Matrize t angeschraubte Eisenstück r (Fig. 5 und
6) dient der eingehaltenen Eisenstange als Stütze. Fig. 6
stellt die Zange geöffnet, Fig. 5
dieselbe geschlossen dar.
Die Wellen B und C machen
je 40 Umdrehungen in der Minute und liefern bei jeder Umdrehung eine fertig
geschmiedete Mutter.
Um zu vermeiden, daſs beim Leergang der Maschine die Stempel w und e zusammenstoſsen, ist über die Wange
A eine Feder s
befestigt, gegen welche der den Stempel e haltende
Schieber b mittels der Stifte x anstöſst; zu gleichem Zwecke ist für den Stempel h die Feder v (Fig. 1)
angebracht. Zum raschen Anhalten der Maschine dient die durch einen Fuſstritt M in Thätigkeit zu setzende Bremse T, welche gegen das Schwungrad gedrückt wird.
J.
P.
Tafeln