| Titel: | Neuerungen an Dampfkessel-Feuerungen. |
| Fundstelle: | Band 233, Jahrgang 1879, S. 180 |
| Download: | XML |
Neuerungen an Dampfkessel-Feuerungen.
Mit Abbildungen auf Tafel 17.
Neuerungen an Dampfkessel-Feuerungen.
Roste. G. Sommer in Augsburg (*D. R. P. Nr. 2470 vom
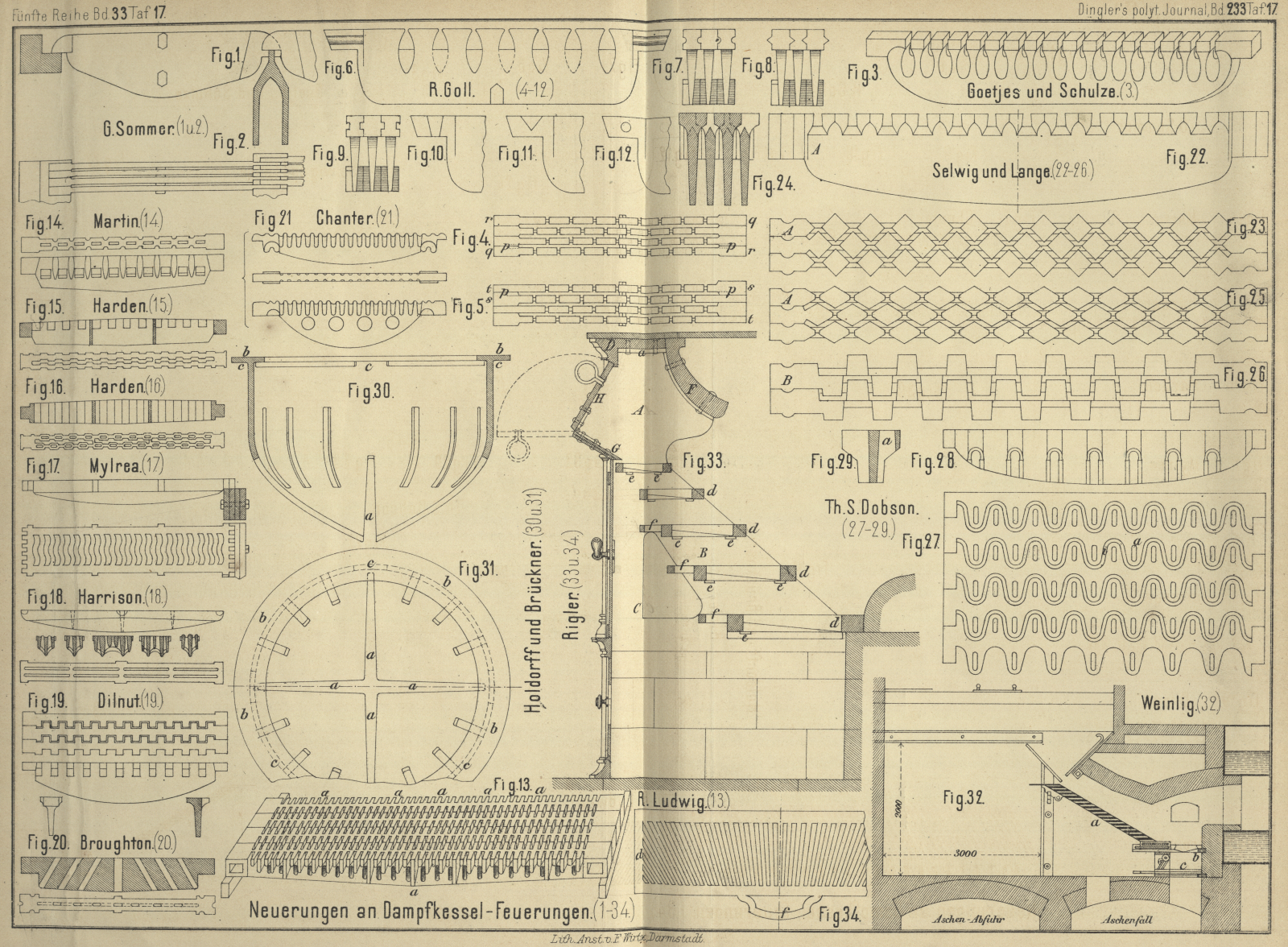
23. October 1877) glaubt, wohl nicht ganz mit Unrecht, daſs der in Fig. 1 und
2 Taf. 17 abgebildete Rost von den gewöhnlichen Fehlern der alten
Rostformen – Krummwerden der Stäbe, Durchfallen unverbrannter Kohle und ungleiche
Luftzuführung – frei sei. Die einzelnen Roststäbe stoſsen nicht an einander, es
legen sich vielmehr die entsprechend dünner gehaltenen Enden derselben so in
einander, daſs ein Verschieben oder Dehnen derselben möglich ist. Durch dieses
Ineinandergreifen der abgerundeten Köpfe der Roststäbe ist zugleich vermieden, daſs
der Heizer mit der Krücke an denselben hängen bleibt. Die geringe Stärke der Stäbe
und die zahlreichen engen Spalten sollen das Durchfallen unverbrannter Kohle
verhindern und eine vollkommenere Luftvertheilung als bisher vermitteln.
Jedenfalls theilen sie mit den Roststäben von Mehl
(*1871 199 436. * 201 484 560.
*1878 229 476), Knoblauch
(*1876 222 208. *1878 229
476), Wolf (*1878 227 519),
Hillig (*1878 229 475)
u.a. den Vorzug der Einfachheit und leichten Reinigung.
Holzhausen (*1860 156 351)
beschreibt bereits einen Roststab, dessen obere Fläche mit tiefen Querfurchen
versehen ist (vgl. Gill * 1825 18 330). Aehnlich ist der in Fig. 3 Taf.
17 abgebildete Roststab von Goetjes und Schulze in
Bautzen, der keiner weiteren Beschreibung bedarf. Die Angabe, daſs derselbe 15 bis
20 Proc. anderen Systemen gegenüber erspart, ist natürlich Unsinn (vgl. 1879 232 346).
Um zu verhindern, daſs die Stäbe des sogenannten Fletcher'schen
Rostes (vgl. *1878 229 477) unrichtig eingelegt werden,
soll nach R. Goll in Biberach (*D. R. P. Nr. 1063 vom
29. Juli 1877 und Nr. 4546 vom 11. Mai 1878) nicht mehr wie früher jede Seite der
beiden Enden q und r
dieser Stäbe (Fig. 4 Taf.
17) mit gleich starkem Ansatzgusse p versehen werden,
sondern es sollen, wie Fig. 5
zeigt, die Abstandsgüsse p nur an dem einen Ende s und zwar beiderseits in der vollen Stärke angebracht
werden, das andere Ende t ist ohne Abstandanguſs. Um
ferner zu verhindern, daſs beim Reinigen des Rostes von unten einzelne Stäbe über
die Fläche der anliegenden hinaufgedrückt werden und dann rasch verbrennen, erhält
jetzt eines der Tragenden an den Seitenflächen Vertiefungen, das andere aber dahin
einpassende Erhöhungen. Auf Taf. 17 zeigt Fig. 6 die
Seitenansicht eines Roststabes, Fig. 7 die
Stirnansicht von drei an einander gereihten Roststäben mit hohlkehlartigen
Vertiefungen und rundstabähnlichen Ansätzen, welche letztere wie in Fig. 8 und
9 auch eckig gemacht werden können. Um ferner zu verhüten, daſs sich die
Roststäbe gegen einander verschieben, werden die Ansätze nach Fig. 10 und
11 keilförmig oder dreieckig, oder nach Fig. 12
rund hergestellt. – Goll gibt ferner in der Wochenschrift des Vereines deutscher Ingenieure, 1879
S. 59 im Anschluſs an die Tabelle von Meidinger (1878
229 478) folgende Zusammenstellung der
Gröſsenverhältnisse seiner Rostmodelle:
Nummer
1
2
3
4
5
6
7
8
Ganze Länge
cm
23
33
50,5
75
124
152
160
160
Fugenlänge
cm
15,5
27,5
40
61
108
133
143
143
Gewicht von 1qm
k
201
159
277
346
367
312
361
422
Freie Fläche für 1qm
qm
0,304
0,337
0,233
0,322
0,388
0,318
0,322
0,310
Fugenbreite zwischen den Staben
mm
8
5,5
6,5
7
9
7,5
7
5,5
Obere Breite eines Stabes
mm
18
14,5
31
18
19
22
22
16
Hohe eines Stabes
cm
7,5
6,3
11,6
11,8
14
10,711 u.11,5
13
13
Gewicht eines Stuckes
k
1,2
1,05
5,25
6,5
12,75
14
16,75
14,53
Nach seiner Angabe ist der Rost leicht zu reinigen, er
verschlackt nicht und hält sich gleichmäſsig kühl.
Der in Fig. 13
Taf. 17 ersichtliche Rost von R. Ludwig in Laurahütte
(D. R. P. Nr. 410 vom 14. September 1877) besteht aus einem 10mm starken Steg, an welchem zu beiden Seiten
schwache conische Rippen angeordnet sind, deren Entfernung von Mitte zu Mitte 15mm beträgt. Die letzteren sind unter 78° zur
Horizontalen geneigt, um die zuströmende Luft in schräger Richtung, und zwar nach
der Esse zu, durch das Brennmaterial zu leiten. Die Köpfe des Stabes und der Steg
sind mit Aussparungen versehen, welche der Luft von allen Seiten den Zutritt
gestatten, so daſs der Rost bei den geringen und gleichmäſsigen Eisenstärken
angeblich stets kalt erhalten wird. Der Steg wird durch die seitlichen Rippen
genügend versteift, weshalb ein Verbiegen des Stabes nicht stattfinden kann. Die
benachbarten Stäbe berühren sich seitlich nur an den Köpfen und an den mit a bezeichneten Stellen, so daſs zwischen den einzelnen
Stäben noch Luftspalten von 6mm verbleiben. Durch
diese Anordnung wird die gröſstmögliche freie (42 bis 50 Proc. der gesammten)
Rostfläche erzielt, die Luft vollkommen gleichmäſsig und fein vertheilt in Berührung
mit dem Brennmaterial gebracht. 1qm des Rostes
soll nicht mehr als 158k wiegen. Nach einem
Vortrage des Patentinhabers im Oberschlesischen Bezirksvereine deutscher Ingenieure
soll der Rost natürlich 25 Proc. Kohlen ersparen.
E. Bède beschreibt in den Annalen für Gewerbe und Bauwesen, 1878 S. 182 eine Reihe anderer
Roststäbe. Auf Taf. 17 zeigen Fig. 14 den
Roststab von Martin mit Nuthen und Oeffnungen in
senkrechter Richtung, Fig. 15 und
16 Roststäbe von Harden mit wellenförmigen
Kanälen in senkrechter Richtung, bezieh. mit senkrechten Oeffnungen und Kanälen,
Fig. 17 Roststäbe von Mylrea mit
wellenförmigen Querkanälen (vgl. Henzel und Liebich *1878 229 26). Die
Roststäbe von Harrison (Fig. 18)
bestehen aus je drei dünnen, in einem Stück gegossenen Stäben, während der Roststab
von Broughton (Fig. 20)
schräge und senkrechte Oeffnungen hat. Die Roststäbe von Dünnt (Fig. 19)
haben in einander greifende Vorsprünge, welche der Luft freien Durchgang gestatten,
die von Chanter (Fig. 21)
oben und an den Seiten Nuthen und Queröffnungen (vgl. Hill *1867 184 113).
Der Polygonalrost von Selwig und
Lange in Braunschweig (*D. R. P. Nr. 1287 vom 8. December 1877) besteht aus
einzelnen Roststäben, welche oben mit gleich weit von einander entfernten Ansätzen
von annähernd quadratischen oder rautenförmigem Querschnitt versehen sind. Fig.
22 bis 24 Taf. 17
zeigen Ansicht, Draufsicht und Querschnitt der ersten, Fig. 25 die
Draufsicht der zweiten Form A und Fig. 26 die
Draufsicht der Form B.
Die Roststäbe von Th. S. Dobson in
Nottingham (*D. R. P. Nr. 4246 vom 18. Mai 1878) haben, wie auf Taf. 17 die Draufsicht
Fig. 27, die Ansicht Fig. 28 und
der Schnitt Fig. 29
zeigen, schlangenförmige Seitenflächen und auſserdem in senkrechter Richtung
Durchbrechungen a. Durch Vorsprünge an den Enden werden
die Stäbe derart verlegt, daſs zwischen je zwei benachbarten Stäben ein Spalt i bleibt.
Berücksichtigt man noch den Rost von Newton (* 1844 94 194) und den ähnlichen
Böschungsrost von Schodet (* 1844 94 415), sowie die zusammengesetzten Roststäbe (*1876 222 213), so ist kaum zu befürchten, daſs noch viele neue
Combinationen aufgefunden werden. Der Bedingung des genügenden Luftdurchlassens
genügen sämmtliche überreichlich. Läſst doch selbst der Rost von Dougall (*1878 229 128),
welcher nur 6 bis 8 Proc. freie Rostfläche hatAuf den Vorschlag des Referenten wurden die Roststäbe einer derartigen
Feuerung etwas verkürzt, die Rostspalten aber auf 1mm,5 verschmälert, so daſs das Verhältniſs
der freien zur gesammten Rostfläche etwa 1 : 35 ist. Ein damit ausgeführter
Heizversuch ergab nun bei 10 Proc. Kohlensäure eine reine, vollig rauchlose Flamme, ohne eine Spur von
Kohlenoxyd, somit durchaus günstige Resultate., noch zu viel Luft
hindurch, wenn die Rostspalten durch die Bewegung der Stäbe frei gehalten werden
(vgl. 1879 232 346), während andere Roste mit 35 Procent
freier Rostfläche unter Umständen bedeutende Mengen Kohlenoxydgeben (vgl. 1879 232 337) – der beste Beweis, wie in der That der
Widerstand, welchen die Luft in den Rostspalten findet, fast verschwindend klein ist
gegen den, welchen die Brennstoffe selbst ihrem Durchgange entgegen setzen (vgl.
1866 181 1. 1867 184 60. 1875
218 284. 1878 229
484).
Wie wichtig die Reinhaltung der Rostspalten für die Erhaltung des Rostes ist, hatte
Referent vor einiger Zeit Gelegenheit zu beobachten, Von einem Keſsler'schen Rost (*1878 229 477) schmolz innerhalb weniger Tage ein Theil der seitlichen
Vorsprünge ab, weil die Zwischenräume mit geschmolzener Schlacke verstopft waren,
somit keine Luft zur Kühlung eindringen konnte. Beobachtet man, daſs der Rost von
unten gesehen gleichmäſsig hell ist, und beseitigt jede dunkle Stelle, was bei
geraden Rostspalten jedenfalls am leichtesten zu erreichen ist, so dürfte ein
Abschmelzen auch bei der stärksten Hitze kaum vorkommen. Das auch von Meidinger (1878 229 555)
vorgeschlagene Aufstellen eines Wasserbehälters unter dem Rost kann zwar unter
Umständen die Haltbarkeit der Roststäbe erhöhen, wird aber stets eine minder gute
Ausnutzung der Brennstoffe zur Folge haben (vgl. 1879 232
347).
Einen vertieften Rost mit überdeckter horizontaler Luftzuführung
haben Holdorff und Brückner in Wien (* D. R. P. Nr. 2153 vom 29. August 1877) construirt. Wie
der senkrechte Durchschnitt Fig. 30
Taf. 17 und der Theilgrundriſs Fig. 31
eines runden Rostes zeigen, hat der eigentliche Rost die Form einer umgekehrten Glocke und
erhält auſser vier Spalten a, die sich in der unteren
Spitze schneiden, noch mehrere Luftzuführungsöffnungen. Das Neue an diesem Rost ist
die obere ringförmige Platte b, welche die Rostwandung
sowohl nach innen, als nach auſsen überdeckt. Diese ringförmige Platte ist durch
vier kurze Stäbe c mit dem unteren Rost verbunden, so
daſs zwischen dem oberen Rand des Rostes und der unteren Fläche der ringförmigen
Platte ein nur an vier Stellen unterbrochener, horizontaler, freier Raum bleibt,
welcher ebenfalls zur Luftzuführung verwendet wird. Durch die Ueberdeckung dieser
horizontalen Oeffnungen soll jedes Verlegen oder Verstopfen vermieden werden.
Treppenroste wurden bereits beschrieben von Moschitz (* 1856 139 257.
459), Crampton (* 1856 140
401), Bergamt Saarbrücken (1859 154 88), Langen (*1860 158 241. 1862
166 186) und v. Boteano
(*1871 202 246. *1872 205 5.
1873 209 13. *1874 213 466),
der eine sehr handliche Schür Vorrichtung damit verbindet.
Nach R. Weinlig (Mittheilungen aus der Praxis des Dampfkesselbetriebes,
* 1879 S. 15) eignen sich die Treppenroste namentlich für Braunkohlen (vgl. 1856 142 154), Torf, Sägespäne u. dgl. Fig. 32
Taf. 17 zeigt den Durchschnitt der von ihm construirten vollständigen
Treppenrostanlage.
Die Rostplatten a sind nur etwa 8mm dick, die Theilung etwa 20mm, so daſs die Platte leicht herauszunehmen ist.
Damit sie sich nicht durchbiegt, wird sie nicht über 0m,5 lang gemacht; ist der Rost- breiter als Im, so nimmt man lieber zwei
Mittelwangen. Der obere Schieber b am Fuſse der Treppe
besteht aus mehreren kräftigen, in Führungen sich bewegenden Rahmen, in welchen
einzelne Roststäbe liegen, während die unteren Schieber c aus massiven Platten hergestellt sind. Man zieht die Schieber, wenn sich
Schlacken daselbst angehäuft haben, in der Regel zweimal in jeder Arbeitsschicht,
läſst die Schlacken vom obersten auf den geschlossenen untersten fallen, schlieſst
den obersten und öffnet den untersten. Diesen untersten pflegt man immer etwa 30mm weit offen zu lassen. Damit die Schieber nicht
durch Schlacken oder Kohlenstückchen an der Bewegung gehindert werden, läſst man die
Führungsleiste nicht bis an die hintere Wand gehen, damit der Schieber alles vor
sich her schieben und abstoſsen kann. Zur gröſseren Vorsicht macht man auch in den
Rostträger zwischen den beiden Schiebern in der Regel zwei Klappen, welche nach dem
Heizerstande hin sich öffnen lassen, um Schlacken herauszuziehen.
Bedienung bedarf der Treppenrost nach Weinlig nur sehr wenig; ja das energische Herunterstoſsen der Kohle von
der Schürplatte aus und das häufige Stacheln zwischen den Rostplatten ist der
Verbrennung nur ungünstig. Den günstigsten Effect gibt der Treppenrost, wenn die
Verbrennungszone auf der unteren Partie der Treppe liegt; demgemäſs muſs das Streben
des Heizers dahin gehen, hier durch Stochern das Ausstoſsen der Asche und das
Reinhalten von Schlacke zu befördern, weil der Treppenrost den Fehler hat, dies
nicht selbstthätig zu thun. Das Stochern muſs von unten herauf erfolgen, wenn die
Asche herabrutschen und von oben hinab, wenn Kohle herunterrutschen soll. In der
Regel ist es am besten zuerst von unten zu stochern und dann nach Bedürfniſs von
oben den Rest nachzuholen.
Was die Dicke der Kohlenschicht anlangt, so soll man die Neigung
der Treppen derart machen, daſs unten auf derselben eine 50mm und oben eine etwa 120mm hohe Schicht ist, d.h. man sucht durch
Aufschütten der Kohle auf einen Haufen den natürlichen Böschungswinkel der Kohle und legt die Treppe von
dieser Linie unten 50 und oben etwa 120mm weit ab.
Die untere Vorlage wird dann etwa 100mm breit. In
der Regel kann man für Torfgrus, erdige Braunkohle, Sägespäne die Treppe unter 30°
neigen, da diese Materialien einen Böschungswinkel beim Aufschütten von etwa 32 bis
350 zeigen. Selbstredend ist hierbei der Feuchtigkeitsgrad der Stoffe zu etwa 40
Proc. angenommen, wie er sich in der groſsen Praxis am meisten vorfindet. Ganz
trocken und pulverig gewordene Kohle soll daher leider vorher angefeuchtet
werden.
Der namentlich für gewerbliche Zwecke zum Brennen von
Kohlenklein bestimmte Treppenrost von A. Riegler in
Wien (*D. R. P. Nr. 2269 vom 5. März 1878) möge hier angeschlossen werden. Der
Beschickungstrichter A (Fig. 33
Taf. 17) ist durch den oberen Theil der das Gerippe des ganzen Apparates bildenden
Seitenwände C begrenzt. Diese sind oben mit
flanschenartigen Angüssen a versehen, auf welchen das
Stück D mittels einiger Nieten befestigt ist. Die
Rückwand F des Trichters ist ebenfalls durch Schrauben
oder Nieten mit den Seitenwänden verbunden, die Vorderwand Q in ähnlicher Weise zu beiden Seiten der Seitenwände festgenietet. Die
Oeffnung des Trichters wird durch die Klappe H
geschlossen. Die strahlenförmig geschlitzten Roste d
(Draufsicht Fig. 34)
sind im Feuerraum B treppenförmig angeordnet und ruhen
mit ihren Enden auf an den Seitenwänden angegossenen Lappen e; die unteren Roste sind mit einer Handhabe f versehen.
Tafeln