| Titel: | Herstellung amerikanischer Schalengussräder. |
| Fundstelle: | Band 234, Jahrgang 1879, S. 444 |
| Download: | XML |
Herstellung amerikanischer
Schalenguſsräder.
Mit Abbildungen auf Tafel 35.
[Herstellung amerikanischer Schalenguſsräder.]
Von der Baltimore Car Wheel Company werden in der Railroad Gazette Mittheilungen gemacht über die
Herstellung der amerikanischen Schalenguſsräder, welchen wir folgendes entnehmen.
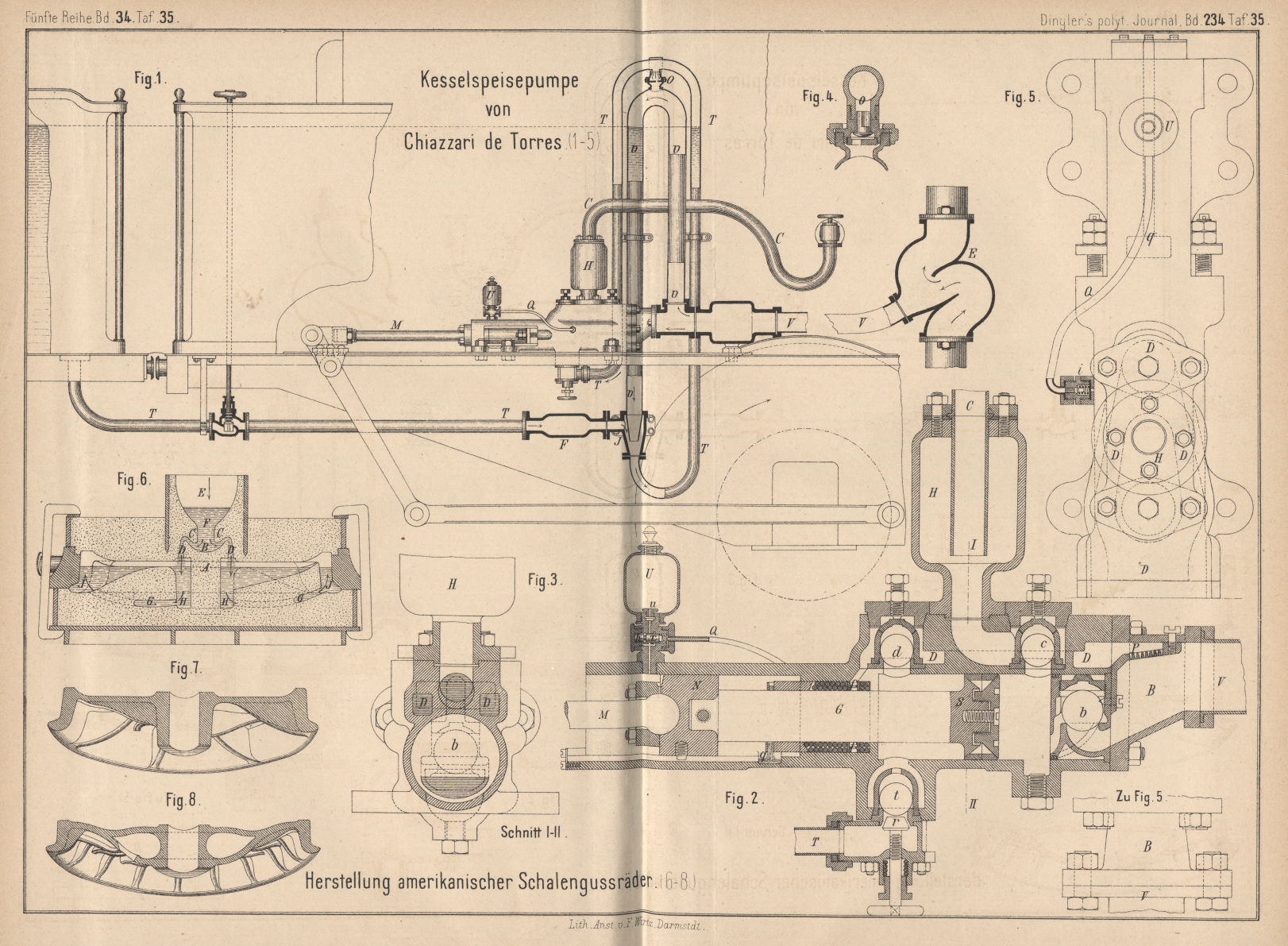
Auf Taf. 35 zeigt Fig. 6 einen
Durchschnitt der Form während des Guſses. Der Kern A
hat eine ausgerundete Vertiefung B. Das in den
Einguſstrichter E gegossene geschmolzene Metall muſs
aus der Vertiefung B, welcher die Sandform C mit entsprechendem Zwischenraum sich anschlieſst,
nach aufwärts steigen, um im Ringkanal D, wie die
Pfeile zeigen, zunächst in den Hohlraum der Radnabe abzuflieſsen. Der Querschnitt
des Ringkanales D ist kleiner als jener des
Zufluſskanales F, so daſs die im geschmolzenen Eisen
enthaltenen Verunreinigungen Zeit haben, im Einguſstrichter emporzusteigen, ehe sie
in die Hohlform des Rades mitgerissen werden. Aus der Nabenform flieſst dann das
geschmolzene Metall bei H in der Pfeilrichtung durch
die Bodenform G zum Spurkranze J und zugleich oben in die an die Nabe sich anschlieſsenden Rippenräume.
Auf seinem Wege dahin entschäumt sich das Guſseisen und läſst enthaltene
Unreinigkeiten noch in der Nabe nach aufwärts steigen.
Die ganze Radform füllt sich somit ebenso schnell wie die Nabe und das Metall gelangt
in alle Theile des Rades mit einer ziemlich hohen und gleichmäſsigen Temperatur. Es
ist demnach die Bildung von starren Guſskügelchen möglichst hintangehalten, und wenn
sich dennoch solche bilden, so werden sie durch das flieſsende Metall nach aufwärts
getrieben derart, daſs sie sich nicht an der Lauffläche des Spurkranzes absetzen
können, somit der Verwendbarkeit des Guſsstückes keinen Eintrag thun.
Die Ansichten Fig. 7 und
8 zeigen die Anordnung der Versteifungsrippen, welche sich abwechselnd an
die Radnabe und den Spurkranz anschlieſsen.
Tafeln