| Titel: | Excenterpresse zur Herstellung von Blechbüchsen. |
| Fundstelle: | Band 235, Jahrgang 1880, S. 22 |
| Download: | XML |
Excenterpresse zur Herstellung von
Blechbüchsen.
Mit Abbildungen auf Tafel 2.
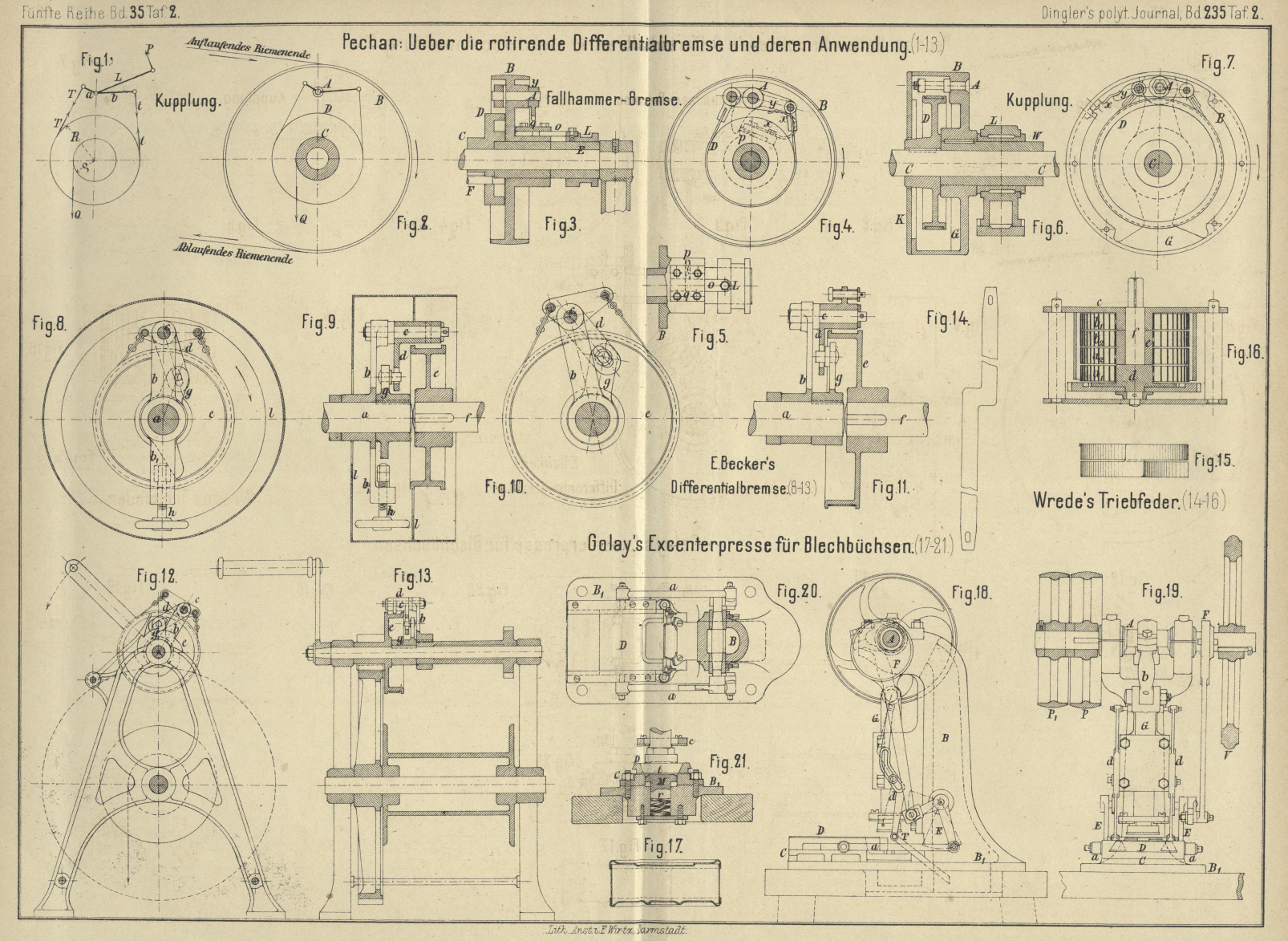
Golay's Excenterpresse zur Herstellung von
Blechbüchsen.
Eine in groſser Zahl herzustellende Blechbüchse, die Sardinenbüchse, besteht, wie auf
Taf. 2 Fig. 7 dargestellt ist, aus zwei Deckstücken, deren jedes aus einer
Blechplatte durch Pressung erzeugt ist, und aus dem Mantelringe, welcher aus
gleichem Material durch Drücken über einen entsprechend geformten, den inneren
Massen der zu verfertigenden Büchse angepaſsten Dorn hergestellt wird.
Für die Deckstücke wurde von C. Golay in
Paris die in Fig. 18 bis
21 Taf. 2 nach Armengaud's Publication
industrielle, 1879 Bd. 25 S. 556 dargestellte
Excenterpresse gebaut, welche mit ihrem Hohlguſsständer auf dem Werktische ruht. Am
Ständer B befinden sich oben die beiden Lager für die
Excenterwelle A. Die nach vorn verlängerte Fuſsplatte
B1 desselben trägt
auf der feststehenden Platte C, in Prismen geführt, den
Schlitten D, welcher selbstthätig unter den durch die
Excenterstange b auf und ab bewegten Stempelhalter G geführt und nach vollendeter Pressung wieder
ausgeschoben wird, um das Einlegen einer neuen Blechplatte auſserhalb des
Arbeitsbereiches des Stempels zu gestatten. Die Bewegung des Schlittens D erfolgt durch das Excenter F und die zugehörige Excenterstange mittels der Winkelhebel E und der Zugstangen a,
wie aus den Abbildungen deutlich zu entnehmen ist. Beim Aufschlagen des Stempels auf
das Blech t (Fig. 21)
wird zuerst die Feder r zusammengedrückt, welche unter
dem Gegenstempel M angebracht ist, dann die Form
ausgestanzt. Hierauf geht der Stempel wieder empor und führt das ausgepreſste
Deckstück, welches durch den Gegenstempel M aus der
Matrize gedrückt wird, mit sich, bis letzteres durch den feststehenden Ring c abgeschoben wird. Das fertige Deckstück fällt nun
herab auf die schiefe Bahn T, welche mittlerweile durch
die mit Führungsschlitzen versehenen Schubstangen d in
die entsprechende Lage gebracht wurde und zur Ableitung desselben dient. Die höchste
Stellung von d ist in Fig. 18
punktirt angedeutet. Beim Abwärtsgange des Stempels weicht die Bahn T in dem Maſse zurück, in welchem der Schlitten D sich dem Stempel nähert.
Der Arbeiter hat demnach nur die gehörig zugeschnittenen Blechstücke in den Schlitten
einzulegen, wonach alles übrige selbstthätig vollführt wird. Der Antrieb der
Excenterwelle erfolgt durch feste und lose Riemenscheiben P,
P1; zur Erzielung regelmäſsiger Arbeit ist
noch ein entsprechend schweres Schwungrad V vorhanden.
Die Excenterwelle macht 70 bis 75 Umdrehungen in der Minute.
Tafeln