| Titel: | Ueber Herstellung und Eigenschaften des Cementes. |
| Fundstelle: | Band 235, Jahrgang 1880, S. 290 |
| Download: | XML |
Ueber Herstellung und Eigenschaften des
Cementes.
Mit Abbildungen auf Tafel 31.
Ueber Herstellung und Eigenschaften des Cementes.
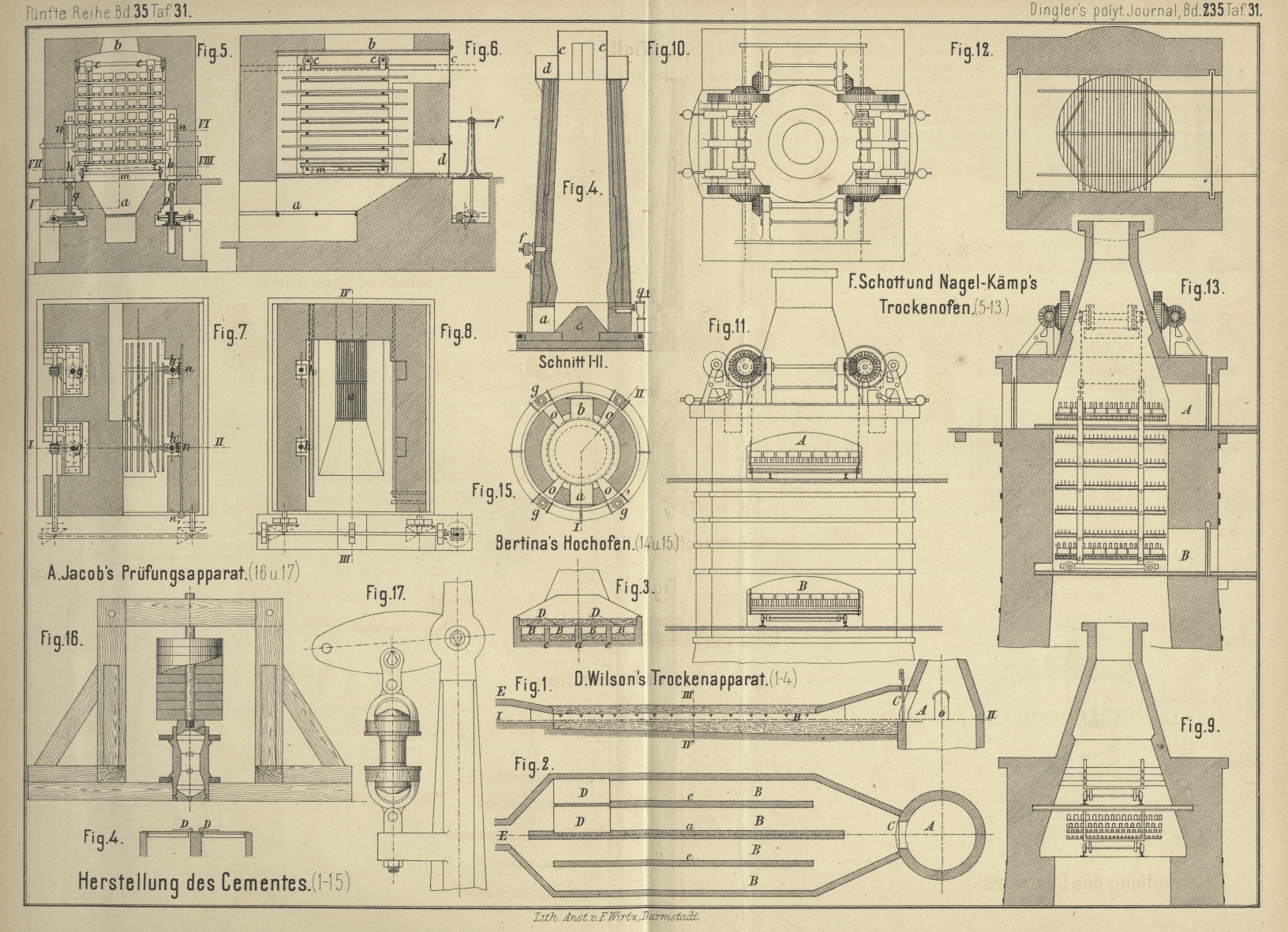
Trockenapparat. Zum Trocknen des beim nassen
Mischverfahren erhaltenen Cementschlammes empfiehlt D.
Wilson zu Grays (Essex) im Engineering, 1879
Bd. 28 S. 378 den in Fig. 1 bis
4 Taf. 31 dargestellten Apparat. Die im Cementschachtofen A aufsteigenden Gase können durch Schlieſsung einer
Deckelklappe und Oeffnung des Schiebers C gezwungen
werden, in der Höhe der oberen Beschickungsöffnung o
seitlich durch die vier Kanäle B in den zum Schornstein
führenden Fuchs E abzugehen. Die durch die drei
Zwischenwände a und e
gebildeten 4 Kanäle sind mit durch aufgenietete Winkeleisen verstärkte
Eisenblechplatten D bedeckt, welche, wie der Schnitt
Fig. 4 andeutet, aufgeklappt werden können. Die Kanäle B werden nun in entsprechender Höhe mit dem
Cementschlamm angefüllt, die Klappen D geschlossen und
ebenfalls mit einer Cementschicht bedeckt, so daſs die untere Cementlage durch die
direct überstreichenden Feuergase, die obere aber durch die von unten erhitzten
Platten D erwärmt wird.
Trockenofen. F. Schott in Heidelberg sowie Nagel und Kamp in Hamburg (* D. R. P. Nr. 4727 vom 27.
August 1878) bringen die feuchte, zu Steinen geformte Masse in einen Trockenofen
(Fig. 5 bis 8 Taf. 31),
welcher mit directer Feuerung a oder durch abziehende
Gase erhitzt wird. Während die Heizgase im Ofen senkrecht aufsteigen und durch die
Oeffnung b entweichen, wird die zu trocknende Masse
oben bei c in den Ofen eingeführt, nach und nach gesenkt und durch die
Oeffnung d wieder entfernt.
Oben im Ofen sind an den Seitenwänden zwei Eisenschienen eingemauert, auf welchen ein
vierrädriger Wagen e läuft, unter dessen vier Achsen
sich vier Klauen befinden, in welche zwei I-Balken zum Tragen der Schichten
eingehängt werden. Die einzelnen Schichten der Cementmasse ruhen zunächst auf
gitterförmigen, eisernen Rosten, welche mit je zwei oben gerichteten I-Balken
versehen und nach unten auf eisernen Querträgern befestigt, so daſs die einzelnen
Gestelle direct über einander geschichtet sind. Die Vorrichtung zum Heben und Senken
sämmtlicher Trockengestelle besteht aus vier senkrechten Schraubenspindeln g, die durch Schneckenräder und Vorgelege vom Handrad
f aus gehoben oder gesenkt werden können. Auf den
vier Schraubenspindeln ruhen vier Drehsäulen h, welche
in Halsbändern geführt, gleichzeitig mit den Schraubenspindeln auf und nieder gehen,
mit seitlichen Lappen unter die Trockengestelle fassen und dieselben an den beiden
Unterzügen unter den I-Balken tragen. Befinden sich die vier Drehsäulen h in der durch die Zeichnung veranschaulichten
Stellung, so ruhen alle oberen (in diesem Falle sechs) Trockengestelle auf den
Lappen der Drehsäulen. Werden durch Drehen des Handrades die Drehsäulen, die sich
auf die Schraubenspindeln g stützen, gehoben, so werden
gleichzeitig auch die sämmtlichen darauf ruhenden oberen Trockengestelle gehoben und
wird damit der Wagen e frei, um aus dem Ofen
herausgezogen zu werden. Durch Drehung des Handrades f
in umgekehrter Richtung werden die sämmtlichen Trockengestelle gesenkt, bis
dieselben auf den unteren Wagen m stoſsen und dort zur
Auflage kommen. Zwei Zugstangen (bei n als Zahnstangen
gebildet), die von der Stirnfläche des Ofens aus durch Handgriffe n1 horizontal vorwärts
oder rückwärts bewegt werden können, greifen nun in die im oberen Theile
getriebeartig verzahnten Drehsäulen h und bewirken
deren Drehung um etwa ¼ Kreis. Die Drehsäulen stehen in Nischen und können, sobald
die unteren Lappen nicht mehr unter die Trockengestelle stoſsen, sondern an
denselben frei vorübergehen, durch Drehung der Handräder f um die ungefähre Höhe einer Schicht gehoben und dem nächst oberen
Trockengestelle nahe gebracht werden; alsdann drückt man die Zugstangen n wieder zurück, so daſs die Lappen der Drehsäulen bei
weiterem Drehen des Handrades f wieder unter die
Querträger der Trockengestelle fassen und mit dem nächsten Trockengestell die
darüber liegenden Schichten anheben. Das untere Trockengestell ruht inzwischen auf
dem unteren Wagen m, durch welchen es nach Freimachung
von den oberen Gestellen aus dem Ofen gezogen wird; der geleerte Wagen wird dann
wieder in den Ofen zurückgeschoben. Nun werden wiederum die Drehsäulen h gesenkt, bis alle Schichten auf dem Wagen m ruhen, alsdann die vier Drehsäulen h durch die Zugstangen n
gedreht, auſser Verbindung mit den Gestellen gebracht und durch das Handrad f wieder gehoben, bis sie bei abermaligem Senken durch
Hilfe der Zahnstangen n wieder unter die nächst höhere
Schicht fassen und mit dieser alle darüber liegenden Schichten heben. Inzwischen ist
aber durch den Wagen e eine neue nasse Schicht
eingebracht worden, welche nun durch die Aufwärtsbewegung der auf der Drehsäule h ruhenden unteren Schichten gehoben wird, bis die
Klauen des Wagens e loslassen und der Wagen wieder aus
dem Ofen genommen werden kann.
In Verbindung mit dem Cementschachtofen soll dieses Verfahren nach einem zweiten
Patent (* D. R. P. Nr. 1440 vom 15. November 1877) in folgender Weise vereinfacht
werden. Fig. 9 Taf.
31 zeigt den oberen Theil eines Cementschachtofens, in welchem auf eisernen
schienenförmigen Trägern kleine, den Ofenraum möglichst ausfüllende Wagen durch
seitliche Thüren aus und ein geschoben werden können. Bei der in zwei Ansichten
(Fig. 10 und 11) und
zwei Schnitten (Fig. 12 und
13 Taf. 31) dargestellten Anordnung werden die zu trocknenden Steine auf
entsprechenden Unterlagen in den oberen Ofenraum A
gebracht und allmählich je nach dem Fortschritt der Trocknung gesenkt, also den
senkrecht aufsteigenden Gasen entgegen abwärts geführt, bis an eine zweite untere
seitliche Oeffnung B mittels eines auf Schienen
laufenden unterzuschiebenden Wagens wieder Schicht auf Schicht nach erfolgter
Trocknung aus dem Ofen gezogen wird.
Hochofen mit Gebläseluft zum Brennen von Portlandcement
von W. Bertina in Schierstein a. Rh. (* D. R. P. Nr.
2720 vom 8. Januar 1878). Das mit einem vollständigen Blechmantel umhüllte Mauerwerk
ruht auf einem entsprechenden Fundament, welches zwei mit Schiebern versehene
Oeffnungen a und b (Fig.
14 und 15 Taf. 31)
enthält, aus denen die gebrannte Cementmasse entfernt wird. Der Unterbau enthält
ferner Gebläsegewölbe o mit eingesetzten guſseisernen
Formen. Der eingesetzte Scheider c soll die Zuführung
des gebrannten Cementes nach den Abstichöffnungen fördern. Oberhalb der Formöffnung
ist das feuerfesten Ofenfutter eingezogen, um die Rast als eigentlichen Brennraum zu
erhalten und eine bessere Luftvertheilung zu erreichen. Die Gichtbühne d steht mit einem Aufzuge in Verbindung; der
Blechschornstein e hat 2 oder 3 Thüren zum Aufgeben der
Gichten. Das Gebläse soll mindestens mit 40mm
Druck arbeiten und die Düsen müssen mit Regulirvorrichtungen g versehen sein. Der Betrieb des bis 18m
hohen Ofens ist im Wesentlichen wie beim Eisenhochofen; die Schauöffnungen f dienen zum Beobachten des Ofenganges und zum
Beseitigen etwa festgesetzter Massen.
Die bisherigen Versuche den Schachtofenbetrieb in einen continuirlichen zu
verwandeln, haben keine günstigen Resultate gegeben; ob sich dieser Ofen von Bertina besser bewähren wird, bleibt abzuwarten.
Während der Ringofen (* 1879 233 383) sich an einigen Orten zum Brennen von Cement
durchaus bewährt hat, z.B. bei Dyckerhoff in Amöneburg,
sind an anderen Stellen ungünstige Erfahrungen damit gemacht worden. Eine
wesentliche Erleichterung bietet der Ringofenbetrieb, wenn die Cementmasse durch
eine Trockenpresse zu Steinen geformt wird, welche sofort in den Ofen eingesetzt
werden können, ohne eine vorherige Trocknung zu erfordern.
Festigkeit des Cementes. A. Jacob (Engineer, 1879 Bd. 48 S. 397) stellt die runden
Probekörper von 2¼ Quadratzoll engl. (14qc,52)
Querschnitt in einer Form A (Fig. 16
Taf. 31) aus Kanonenmetall und unter einem Druck von 227k her. Fig. 17
erläutert die Art der Zerreiſsung der Probekörper. Der für die Kanalisation von
Salford bestimmte Cement soll eine Festigkeit von 350 Pfund auf 1 Quadratzoll engl.
oder 24k,5 auf 1qc haben.
Böhme hat die Festigkeit des Cementes der Pommer'schen
Portlandcementfabrik Quistorp in Stettin bestimmt, 1l dieses Cementes wog im losen Zustande
eingelaufen 1284g, eingerüttelt 1787g; ein 600-Maschensieb gab 4,5, ein
900-Maschensieb 13,3 Proc. Rückstand. Die Zugfestigkeit betrug nach 7 Tagen 17,45
und nach 28 Tagen 20k,78 auf 1qc, bei einem Mischungsverhältniſs (nach
Gewichtstheilen) von 1 zu 3 Normalsand. Ferner wurden folgende Zugfestigkeiten
erhalten:
Zeit
Unter Wasser erhärtet
An der Luft erhärtet
Mischungsverhältniſs von Cement und
Sand
Rein
1:1
1:2
Rein
1:1
1:2
Nach 7 Tagen
51,48
30,36
23,61
50,27
31,53
25,91
„ 30
62,32
36,04
28,38
61,02
36,34
30,40
„ 60
66,08
38,66
30,08
68,74
38,98
33,62
„ 90
68,30
42,62
32,48
68,56
41,08
35,24
Die Prüfung auf Druckfestigkeit ergab folgende Resultate:
NachTagen
Reiner Cement
1 Th. Cementund 1 Th. Sand
1 Th. Cementund 2 Th. Sand
1 Th. Cementund 3 Th. Sand
1 Th. Cementund 4 Th. Sand
Risse
Zerstörung
Risse
Zerstörung
Risse
Zerstörung
Risse
Zerstörung
Risse
Zerstörung
UnterWassererhärtet
7306090
362,1513,6586,0605,5
399,9550,9630,5646,1
208,9296,9335,3357,6
245,6331,4373,8393,2
162,6227,3256,8263,0
191,1260,7292,4299,1
––––
––––
––––
––––
An derLufterhärtet
7306090
356,8452,3554,1565,9
388,6486,8595,0601,6
212,8274,6305,3310,8
246,7306,4340,9345,3
164,3223,4239,0247,3
190,8255,1274,6283,5
95,8123,1142,6151,0
119,2152,6172,1182,7
70,590,8100,8103,1
82,5109,2122,5129,8
Tafeln