| Titel: | Draht-Richtmaschine von Pratt und Whitney in Hartford, Conn., Nordamerika. |
| Fundstelle: | Band 236, Jahrgang 1880, S. 460 |
| Download: | XML |
Draht-Richtmaschine von Pratt und Whitney in
Hartford, Conn., Nordamerika.
Mit Abbildungen auf Tafel 41.
Pratt und Whitney's Draht-Richtmaschine.
Die im Nachfolgenden zu beschreibende, in der Nähmaschinenfabrik von Cl. Müller in Dresden aufgestellte Maschine bewirkt die
Geradstreckung von Metallstäben nach demselben Princip, wie die älteren
Draht-Richtmaschinen.
Es wird dem Drahte eine hauptsächliche Krümmung dadurch genommen, daſs jeder Theil
desselben gezwungen wird, Ausbiegungen, die nach dem Ende hin immer kleiner werden
und nach entgegengesetzten Richtungen erfolgen, anzunehmen. Bei den älteren
Vorrichtungen wird der Draht in bekannter Weise zwischen feststehenden Stiften, die
in zwei Reihen angeordnet sind, hindurchgeführt. Bei einmaligem Durchziehen läſst
sich auf diese Weise nur erreichen, daſs die Achse des Drahtes aus einer räumlichen
Curve in eine ebene Curve übergeführt wird; will man auch diese entfernen, so muſs
man zwei auf einander rechtwinklig stehende Stiftreihen anwenden und den Draht
durchziehen. Eine noch zuverlässigere Wirkung ist bei der vorliegenden
Draht-Richtmaschine dadurch erreicht worden, daſs man den Stiften eine rotirende
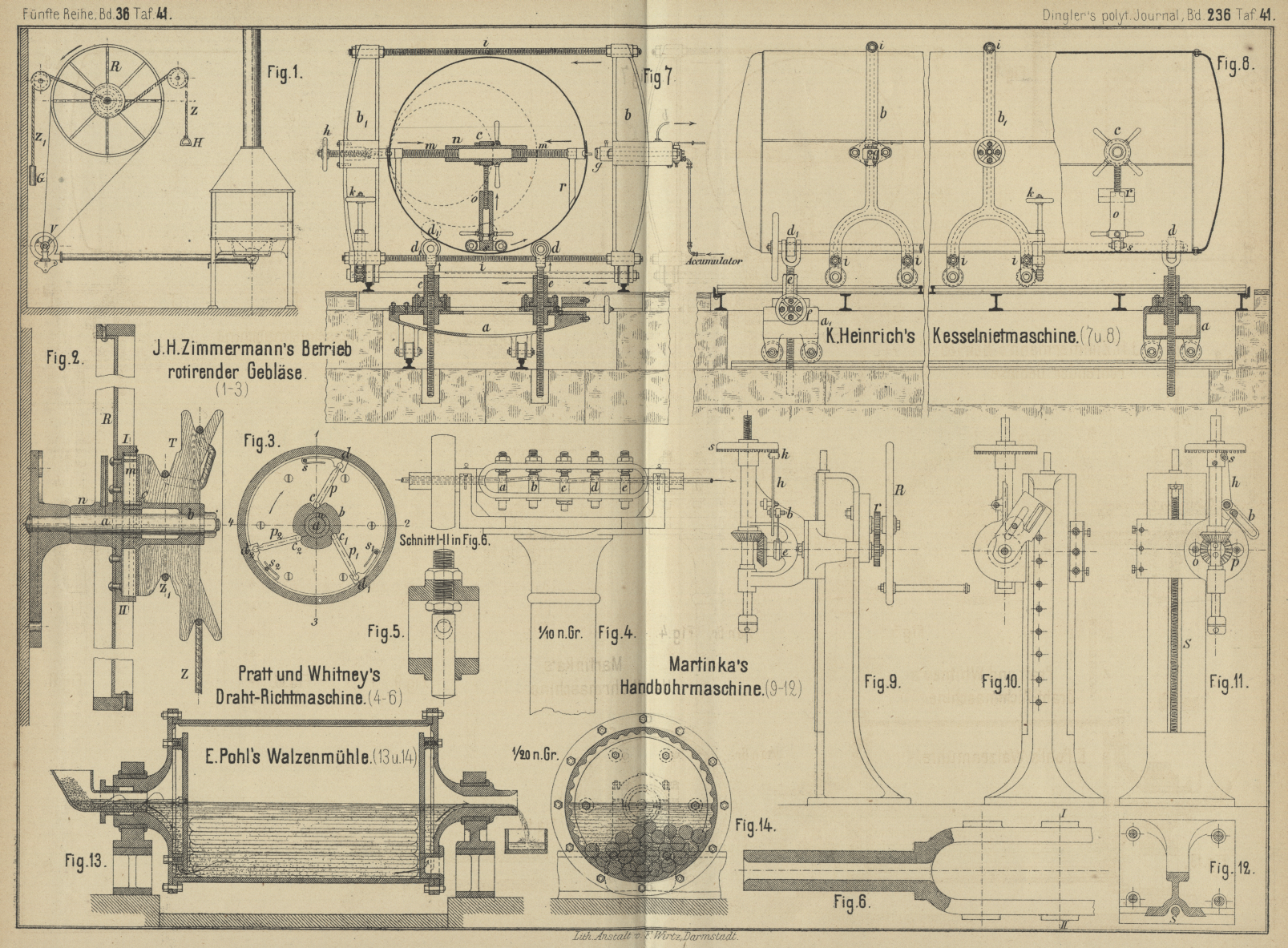
Bewegung ertheilt. Fig. 4 Taf.
41 gibt eine Ansicht der Maschine mit Weglassung des Fuſsgestelles. Auf der den Fuſs
bildenden Säule ist ein Ständer aufgeschraubt, in dessen beiden verticalen Armen die
Lager für den in Fig. 5 und
6 abgebrochen dargestellten Rahmen enthalten sind. Dieser guſseiserne
Rahmen hat an beiden Enden durchbohrte, hohlcylindrische Drehzahpfen, durch welche
der Draht ein- bezieh.
austritt. Auf dem längeren cylindrischen Theile ist gleichzeitig die Antriebscheibe
aufgekeilt. Der Mitteltheil trägt fünf Stahlbolzen a
bis e; alle haben in dem mittleren cylindrischen Theile
eine der Drahtdicke entsprechende Durchbohrung, durch welche der Draht geleitet
wird. Die Bolzen sind rechtwinklig zur Drehrichtung des Rahmens durch Mutter und
Gegenmutter verstellbar.
Wird nun der durch die Bohrungen der Zapfen und der fünf Bolzen geführte Draht am
Drehen verhindert, aber durch eine Kraft in der Richtung des Pfeiles gezogen,
während der Rahmen rotirt, so ist die Folge, daſs ein Ausbiegen jedes Drahtelementes
nach den verschiedensten Richtungen hin statthat, wodurch eine dem Drahte früher
innewohnende Spannung aufgehoben, er also gerichtet wird. Die Stellung der Bolzen
muſs durch Versuche ermittelt werden; im Allgemeinen müssen aber die Durchbohrungen
der mit a und b
bezeichneten Bolzen mehr excentrisch zur Drehachse stehen als die von d und e.
Der Rahmen machte bei den mit der Maschine angestellten Versuchen
420 Umdrehungen in der Minute, wie aus den Durchmessern der Riemenscheiben ermittelt
wurde. In Bezug auf das Geraderichten fielen die Versuche sehr günstig aus; auch ist
jedenfalls die Kraft zum Durchziehen bei rotirenden Bolzen geringer als bei
feststehenden. Aber ein Bedenken macht sich geltend. Wird nicht der Draht in jedem
seiner Theile bei der groſsen Umdrehungszahl des Rahmens so vielfach hin- und
hergebogen werden, daſs die Festigkeit darunter leidet? Der Draht wird in einer
höchst eigenthümlichen Weise beansprucht. Denkt man sich die fortschreitende
Bewegung einmal = 0, den Rahmen aber rotirend, so werden sich ruhende Punkte an den
Stellen des Drahtes ergeben, wo sich Drehachse und Drahtachse schneiden. Alle
übrigen Punkte des Drahtes beschreiben Kreise um die Drehachse. Den im
Achsendurchschnittspunkte befindlichen Querschnitt hat man sich festgehalten zu
denken, während alle anderen Drahtquerschnitte bis zum nächsten Bolzen um diesen
Querschnitt schwingen, wie ein Rotationspendel um seinen Aufhängepunkt.
Bei den Versuchen mit 8mm,3
dickem Draht machte sich eine sehr starke Erwärmung bemerklich, welche gewiſs nicht
allein von der Reibung des Drahtes in den Bolzen, sondern auch von der Verschiebung
der Querschnittselemente gegen einander herrührte. Als die Maschine rotirte, ohne
daſs der Draht durchgezogen wurde, sich also alle Abbiegungen auf dieselben
Querschnitte wiederholten, zersprang der Draht noch vor Ablauf einer Minute.
Die Versuche wurden auf folgende Weise angestellt. An das durch
den. Rahmen und die Bolzen gesteckte Drahtende wurde eine in horizontaler Richtung
laufende Kette befestigt. Diese ging über eine Rolle nach einer anderen am
Deckenbalken aufgehängten; am freien Kettenende wurden Gewichte angebracht, welche
durch Herabsinken den Draht durch die Maschine zogen.
Es zeigte sich, daſs 25k nicht
im Stande waren, selbst bei rotirendem Rahmen, den Draht durchzuziehen. Erst als
weitere 23k,875 angehängt wurden, gelang dies.
Wurde aber der Rahmen angehalten, so waren auch die angehängten 47k,375 nicht im Stande, den Draht zu bewegen. Der
Draht hatte, wie oben bemerkt, eine Dicke von 8mm,3; die Bolzen waren so gestellt, daſs bei der angegebenen Umdrehungszahl
ein genaues Richten erfolgte. Die Versuche ergaben, daſs es ganz gleichgültig war,
ob der Draht in Ringform der Maschine geboten wurde, oder schon in ziemlich
gerichtetem Zustande. Dieser Umstand erklärt sich aus der groſsen Umdrehungszahl des
Rahmens, welche den Einfluſs der Krümmung des Drahtes verschwinden läſst. Die Zeit
des Durchziehens betrug fast durchgängig 55 Secunden für 3m,85, also die Arbeitsgeschwindigkeit v = 70mm in der
Secunde bei einer Zugkraft von 47k,375. (Nach dem
Civilingenieur,
1880 S. 133.)
Tafeln