| Titel: | Hydraulisches Kesselnieten, System Karl Heinrich. |
| Fundstelle: | Band 236, Jahrgang 1880, S. 462 |
| Download: | XML |
Hydraulisches Kesselnieten, System Karl
Heinrich.
Mit Abbildungen auf Tafel 41.
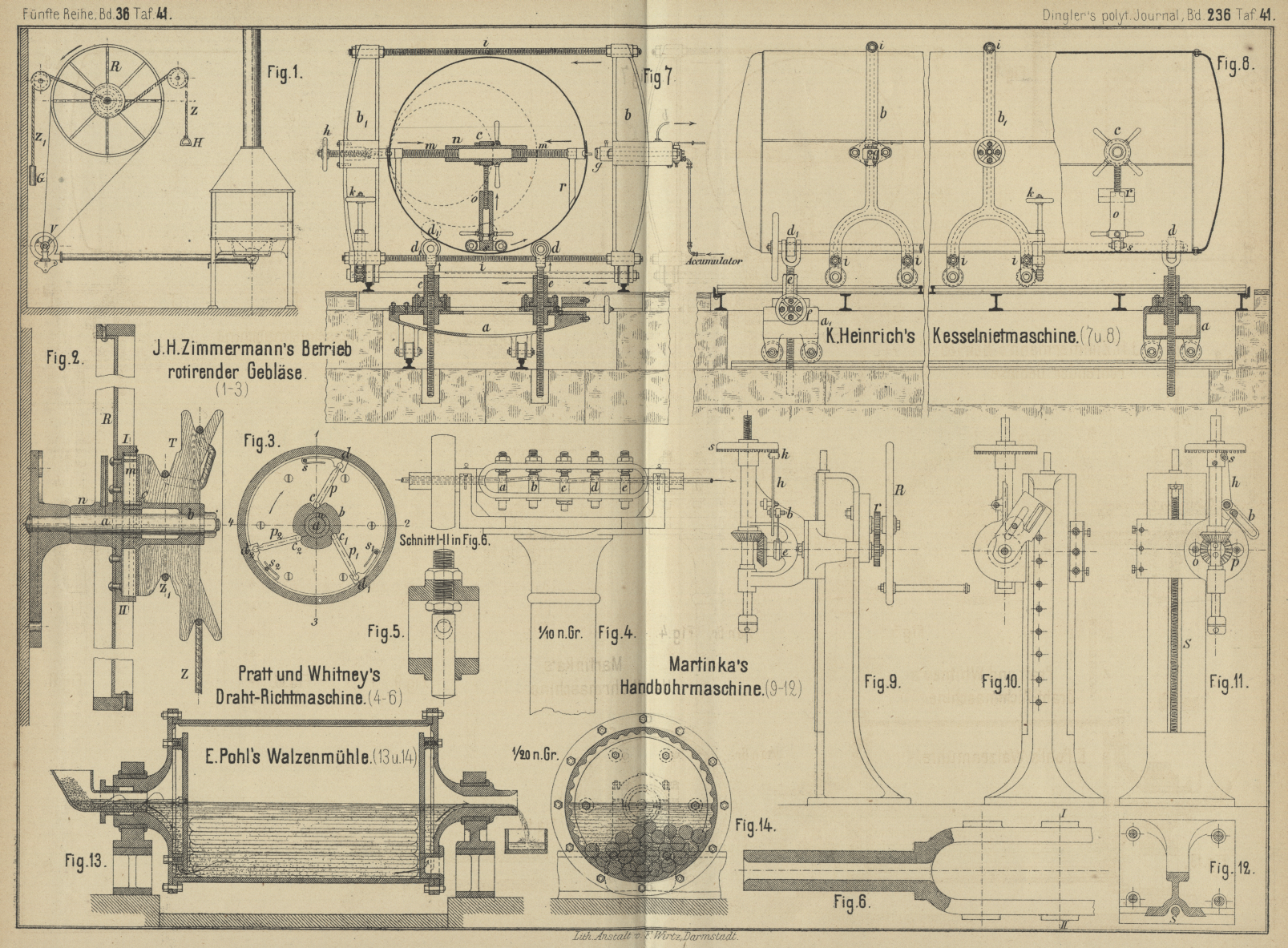
K. Heinrich's hydraulische Kesselnietmaschine.
Die S. 99 d. Bd. beschriebene Differentialpresse kann in Verbindung mit einer
Hilfsvorrichtung auch zum Kesselnieten verwendet werden und zwar unter Vermeidung
aller jener Uebelstände, welche den bisherigen Methoden anhaften. Die meinem System
zu Grunde liegende Idee besteht darin, den vorher provisorisch gehefteten Kessel auf
Rollen zu lagern und die Längsnaht durch Verschieben der Preſsanlage entlang dem
Kessel, die Quernath dagegen bei fixer Lage der Preſsvorrichtung durch Wälzung des
Kessels zu erzielen.
In Fig.
7 und 8 Taf. 41
ist der Kessellagerungsmechanismus a, a1, die Preſsvorrichtung b,
b1 und der Vorhalter c in gleichzeitiger Zusammenstellung dargestellt.
Der Auflagerungsmechanismus besteht aus den zwei Wägelchen a und a1,
welche auf Schienen laufend einander entsprechend der Kessellänge genähert werden
können. Jedes der Wägelchen besitzt ein Rollenpaar d,
d1 welches von Schraubenspindeln getragen,
durch Drehung der Muttern e dem Kesseldurchmesser
gemäſs gehoben oder gesenkt werden kann. Die auf je einer Seite des Kessels
liegenden Rollen sind durch mit Keilnuth versehenen Wellen verbunden. Mittels eines
aufgestellten Handrades kann je ein Rollenpaar gedreht werden, wobei der Kessel,
durch Reibung mitgenommen, sich um seine Längsachse dreht, somit jede Querniete in
die Höhe des Preſsmittels gebracht werden kann.
Die Preſsvorrichtung bildet einen Rahmen, der aus zwei guſseisernen Ständern b, b1 besteht, welche
durch die Schrauben i derart verbunden sind, daſs ihre
Entfernung entsprechend dem Kesseldurchmesser veränderlich ist. Jeder der Ständer
ruht auf einem Rollenpaar, so daſs der ganze Rahmen einen Wagen bildet, der während
der Arbeit an der Längsnaht mittels Drehung des Schneckenradgetriebes k entlang dem Kessel verschoben wird.
Der Ständer b enthält die früher beschriebene Nietpresse
angeschraubt, während der Ständer b1 den stellbaren Gegenvorhalter h besitzt. Den eigentlichen Vorhalter im Innern des
Kessels, der dessen Zusammendrücken verhindert, bildet die Vorrichtung c, von welcher je einer Reihe verschiedener
Kesseldurchmesser entsprechend verschiedene Gröſsen verwendet werden.
Der Vorhalter ist seinem Wesen nach eine sogen. „Amerikaner-Schraube“
m mit linkem und rechtem Gewinde derart, daſs durch
entsprechende Drehung der mit Handrad versehenen Mutter die Vorhaltköpfe an die
Kesselwände angepreſst oder von diesen abgehoben werden können. Zur Verhinderung der
Spindeldrehung dienen die Ansätze r, welche sich an die Kesselwände anlegen. Um
dem Mann das Arbeiten mit dem Vorhalter zu erleichtern, was insbesondere bei groſsen
Kesseln nöthig ist, ruht dieser mittels des stellbaren Schraubenfuſses o, auf zwei Rollen, welche, je nachdem die Längs- oder
Quernaht bearbeitet wird, in der Richtung der Kesselachse oder senkrecht darauf
stellbar sind.
Die Operationen des Nietens sind nun von Beginn an folgende: Die obere Schraube i des Rahmens wird ausgezogen und die Tragwagen a, a1 einander
entsprechend der Kessellänge genähert; hierauf wird der geheftete Kessel mittels
eines Krahnes auf die Rollen herab gelassen, deren Höhenlage dann durch Anziehen der
Muttern so regulirt wird, daſs das Mittel der Längsniete mit jenem der Presse
übereinstimmt. Bei kleineren Durchmessern müssen natürlich die Rollen d und d1 vor Auflegung des Kessels einander genähert
werden, so daſs der Kessel in der Mitte der beiden Rollen liegt, worauf dann der
Preſsbalken b durch Anziehen der Muttern i dem Vorhaltebalken b1 entsprechend genähert wird, wobei sich die frei
aufliegende Schiene auf den Trägern mit verschiebt. Ist derart der Kessel und
Preſsrahmen in der richtigen Lage, so wird der Vorhalter eingebracht und das
eigentliche Nieten kann beginnen.
Beim Längsnieten werden die Rollen s des inneren
Vorhalters in die Achsenrichtung des Kessels gestellt und durch Drehung der Mutter
n die inneren Vorhaltköpfe so weit zurückgezogen,
daſs Raum zur Einbringung des warmen Nietbolzens entsteht; gleichzeitig wird durch
Drehung des Handrades h der Gegenhaltkopf vom Kessel
abgehoben, so daſs nun der Preſsrahmen frei entlang dem Kessel verschoben werden
kann. Dieser Rahmen wird nun durch Drehung des Handrades k auf das Mittel der betreffenden Niete eingestellt und gleichzeitig im
Innern des Kessels der Vorhalter derselben Niete gegenüber gebracht, worauf der
warme Bolzen eingestellt wird; sofort werden nun durch Gegendrehung der
Vorhaltmutter die inneren und durch Drehung des Handrades h der äuſsere Vorhaltkopf an den Kessel gepreſst, worauf dann die
hydraulische Pressung erfolgen kann. Ist die Niete genügend lange unter Druck
gewesen (5 bis 10 Secunden), so wird die Steuerung der Presse umgestellt, worauf der
Plunger g zurückgeht, ebenso sämmtliche Vorhaltköpfe
wieder abgehoben, worauf der Rahmen wieder auf das nächste Nietmittel eingestellt
wird u.s.w., bis die Längsnath vollendet ist.
Beim Quernieten steht der Preſsrahmen für die ganze Dauer dieser Arbeit fix dem
Mittel der Quernaht gegenüber, worauf der Vorgang des Nietens genau der frühere ist,
nur mit dem Unterschiede, daſs nunmehr durch die vorhin beschriebene Wälzung des
Kessels die Einstellung der Niete auf das Preſsmittel geschieht. – Die letzte Arbeit
bildet die Bodenquernaht, worauf der innere Vorhalter ganz zusammengezogen wird. In dieser Lage
kann man ihn dann im Kessel umlegen, aus einander schrauben und die einzelnen Theile
zum Mannloche herausnehmen.
Zur ganzen Operation sind 3 Mann und ein Junge erforderlich, welche stündlich 60 bis
100 Nietungen erzielen können. Wie aus der Beschreibung ersichtlich, beruht der
groſse Vortheil dieses Systemes auſser den billigen Anlagekosten in dem Umstände,
daſs der ganze Kessel mit seinen Böden auf der Maschine fertig gestellt werden
kann.
Tafeln