| Titel: | Einrichtung zum Walzen von Rillenschienen. |
| Fundstelle: | Band 238, Jahrgang 1880, S. 197 |
| Download: | XML |
Einrichtung zum Walzen von
Rillenschienen.
Mit einer Abbildung auf Tafel 15.
Einrichtung zum Walzen von Rillenschienen.
Das Verfahren, nach welchem „Phoenix“, Phoenix, Actiengesellschaft für Bergbau und Hüttenbetrieb in Laar bei Ruhrort (* D. R. P. Kl. 49 Nr. 10221 vom 8. Februar 1880) Rillenschienen
herstellt, ist im Wesentlichen dasselbe, welches S. 23 d. Bd. beschrieben wurde. Die
Schienen werden auf einem gewöhnlichen Trio vorgewalzt und die Fertigwalze ist mit
mehreren Stauchkalibern versehen, in welchen die Rinne vorgearbeitet wird. Um nun
die Rinne im Fertigkaliber auf das richtige Maſs zu bringen, ist in dem dem Kaliber
gegenüber liegenden Einbaustück, zwischen Mittel- und Unterwalze, eine Rolle
angebracht, welche zwischen den Walzenringen gehalten so weit in das Fertigkaliber
hineinragt, als die Tiefe der Rille es verlangt.
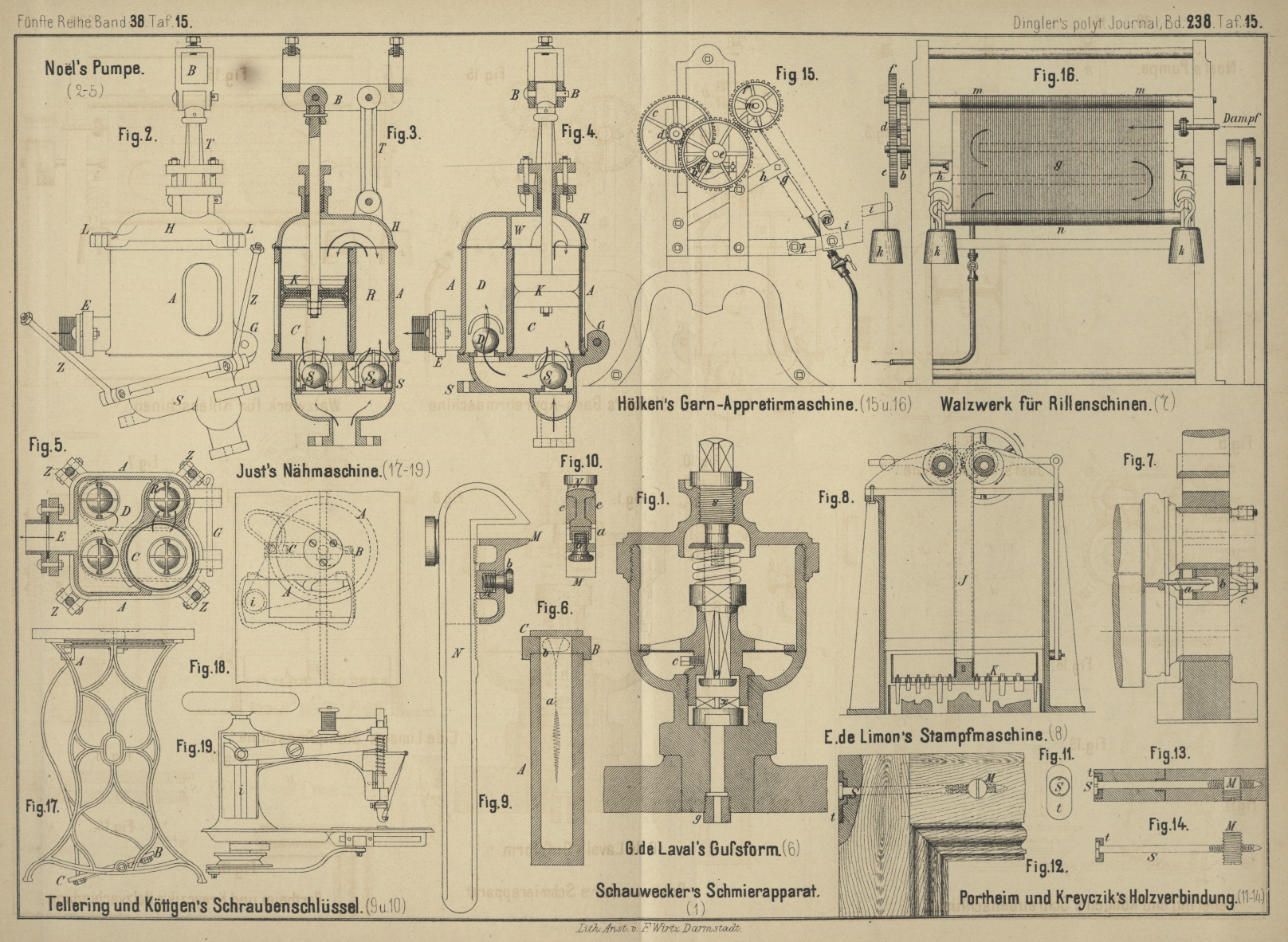
Die Rolle a (Fig. 7 Taf.
15) ist nach dem Rinnenprofil abgedreht und in das Einbaustück b eingesetzt; letzteres besitzt keinen inneren Ansatz,
so daſs es leicht herausgenommen werden kann, ohne die Walzen aus den Ständern
entfernen zu müssen. Die Rolle a ist ohne
selbstständigen Antrieb, wird vielmehr beim Einstecken der Schiene durch dieselbe
zum Drehen gebracht. Das Ausweichen des Einbaustückes b
wird durch festgeschraubte Bügel c verhindert, welche
sich einerseits gegen den Walzenständer und andererseits gegen das Einbaustück
stützen. Dadurch ist es möglich, das Einbaustück sammt Rolle a vor oder zurück zu stellen, je nachdem es die Gröſse der Rolle bezieh.
deren Verschleiſs es erfordert, so daſs die Rolle a
mehrere Male ab gedreht werden kann.
Tafeln