| Titel: | Diagonal-Räderhobelmaschine von Joh. Renk in Augsburg. |
| Fundstelle: | Band 238, Jahrgang 1880, S. 280 |
| Download: | XML |
Diagonal-Räderhobelmaschine von Joh. Renk in
Augsburg.
Mit Abbildungen auf Tafel 21.
Renk's Diagonal-Räderhobelmaschine.
Vorliegende Maschine (* D. R. P. Kl. 49 Nr. 8000 vom 14. Juni 1879) hat den Zweck,
die Zahnlücken der Kegelräder nach einer vergröſserten
einfachen Zahnlückenschablone mittels zweier einfachen Hobelstähle so auszuhobeln,
daſs Schrägung und Curve der Zähne constructiv richtig und genau erzeugt wird und
jede Nacharbeit vollständig ausgeschlossen ist.Vgl. Leupold 1873 209
* 241. Corliſs 1877 223 * 449. G. Herrmann 1877 225 396. Haas 1878
229 * 28. Der Leupold'schen Maschine gegenüber, welche in Wien 1873
von L. A. Riedinger (1873 209 * 241) und in Paris 1878
von Fetu und Deliége (1878 229 216) ausgestellt war,
weist die Renk'sche Construction folgende principielle
Unterschiede auf: 1) Die Verlegung des ganzen im Kreisbogen drehbaren
Hobelmechanismus hinter die vollkommen freiliegende Kegelspitze, in Folge dessen die
Hobelstähle nicht nur die Kegelspitze erreichen, sondern dieselbe sogar
durchschneiden können, so daſs die Arbeitsgrenze nach abwärts unbeschränkt ist, d.h.
selbst die kleinsten Räder, welche überhaupt anzufertigen sind, noch ausgehobelt
werden können. 2) Die Art der Ausbalancirung und Belastung der beiden sogen.
Divergirwangen, wodurch man erreicht, daſs der Druck auf beiden Seiten der Schablone
stets der gleiche ist. 3) Die Kupplung der Pleuelstange mit den Gleitsupporten
direct vor den Arbeitstählen behufs sicheren Schneidens
und die Construction der Pleuelstangen, vermöge welcher sie behufs Verminderung von
Hubverlusten jeder Stellung des Hobelmechanismus leicht folgen können.
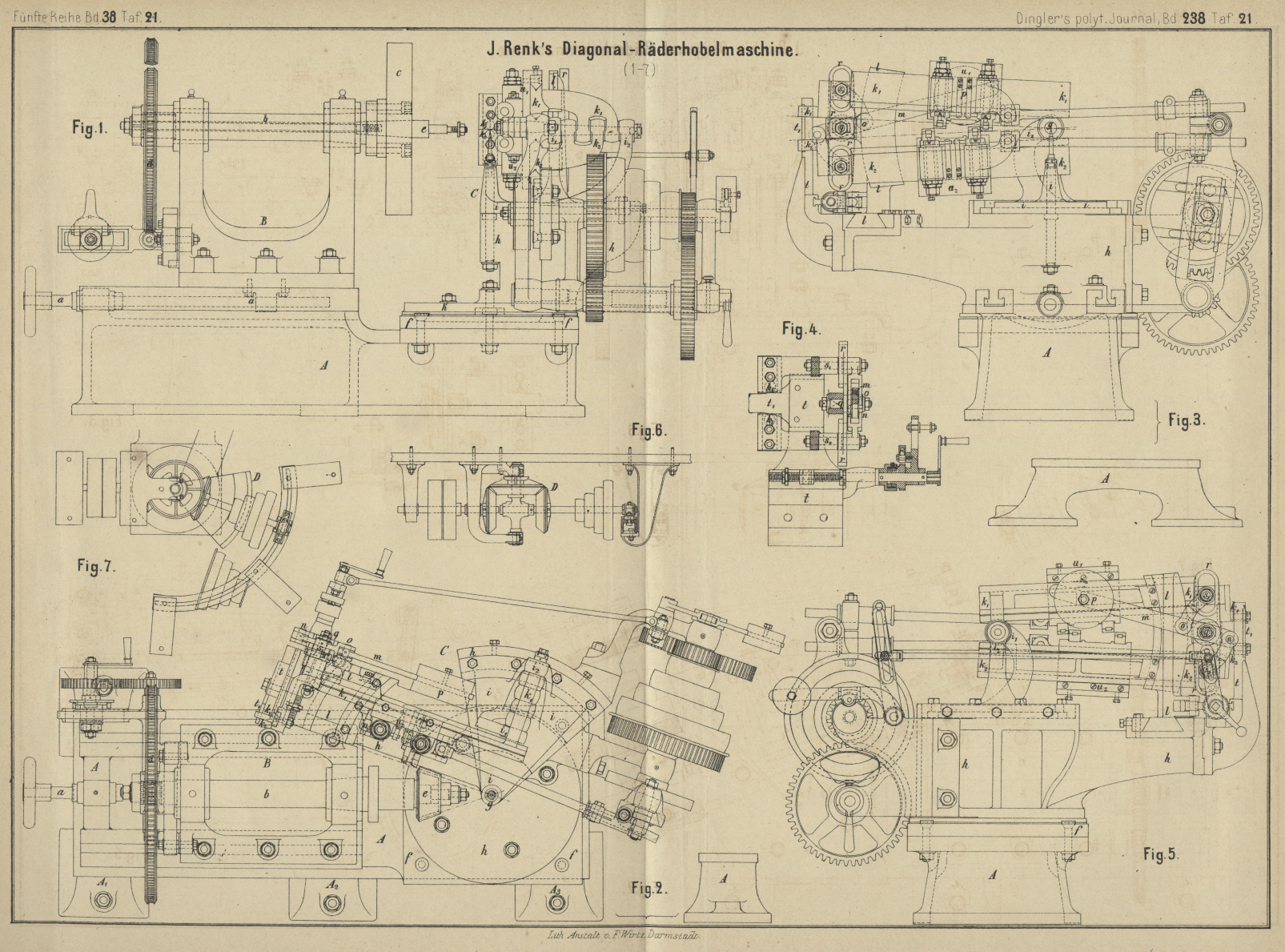
Von der Renk'schen Diagonal-Räderhobelmaschine zeigen
auf Taf. 21 Fig. 1
Seitenansicht mit Planstellung des Arbeitsmechanismus, Fig. 2
Grundriſs mit aufgespanntem Kegelrad in Stellung des Arbeitsmechanismus hierfür,
Fig. 3 Rückansicht des Arbeitsapparates, Fig. 4
Schablonenständer mit eingesetzter Schablone, Fig. 5
Vorderansicht des Arbeitsapparates, endlich Fig. 6 und
7 Ansicht und Grundriſs eines drehbaren Vorgeleges zu dieser Maschine.
Dieselben Buchstaben bezeichnen in allen Figuren gleiche Theile.
Die Räderhobelmaschine besteht aus folgenden drei Haupttheilen: einer Grundwange A mit drei Füſsen A1 bis A3, einem Spindelstock B
zum Aufspannen und Theilen der Räder, einem Arbeitsapparat C mit eigenem Antrieb.
Auf der Grundwange A ruht ein in diese eingehobelter
Spindelstock B, welcher genau in der Verlängerung der
horizontalen Achse seiner Spindel b mittels
Gewindespindel a und Handrad verschoben und mit
Schlitzschrauben auf der Grundwange festgeschraubt werden kann. Dieser Spindelstock
trägt auf seiner durchbohrten Spindel b am vorderen
Ende eine Planscheibe c zum Aufspannen der gröſseren
Räder und am hinteren Ende ein genau gefrästes Schneckentheilrad d mit 180 Zähnen, in das eine einfache Schnecke
eingreift, welche durch aufgesteckte Wechselräder die richtige Umdrehung erhält und
in das Schneckenrad aus- und einrückbar ist. Zum Aufspannen der Räder dient ferner
noch ein conisch in die Spindel b eingedrehter und
festgeschraubter Dorn e.
Auf dem niederen Theil der Grundwange ist eine Platte f
mit eingedrehtem Schlitz aufgeschraubt, auf welcher der eigentliche Arbeitsapparat
drehbar ist und in jedem Winkelgrade mit vier Schlitzschrauben festgestellt werden
kann. Seine Drehachse ist senkrecht und schneidet die verlängerte Achse der
Spindelstockspindel. Dieser Punkt bildet die Kegelspitze jedes zu hobelnden
Kegelrades und ist auf dem Apparat genau durch eine gehärtete Stahlspitze g markirt. Diese Stahlspitze ist nothwendig zum
Einstellen der Räder und mit Zuhilfenahme eines einfachen Lineals zur Controle der
Schrägung gehobelter Zähne.
Der eigentliche Apparat C besteht aus folgenden
Haupttheilen: Drehtheil h mit runder Aufsatzplatte,
Segmentführung zu Wangenständern i, Seitenträger mit
Segmentführung zu Führungsständern l, Flächen zum
Anschrauben der Lagerböcke des Antriebes und des Schablonenständers t versehen. Der Wangenständer i ist um die Verticalachse des Apparates drehbar und in einem
Führungssegment auf dem Drehtheil h geführt. Dieser
Wangenständer besitzt zwei aufgegossene Lager i1 und i2, die genau nach der Kegelspitze radial und
horizontal durchbohrt sind. In diesen beiden Lagern ist ein conischer Bolzen
befestigt, um den sich die beiden Divergirwangen k1 und k2 in der Verticalebene mittels Gelenklagern drehen
können. Diese beiden Wangen besitzen an ihren äuſseren Enden je einen Gleitbacken von gehärtetem Stahl,
welche dazu dienen, den Wangen stets die richtige Schräge zu verleihen, indem sie
allmählich an einer vergröſserten Zahnlückenschablone t1 von Eisenblech entlang gleiten. Der
Führungsständer l gibt den Wangen k1 und k2 eine weitere
Verticalführung, in Folge dessen auch mehr Festigkeit und hindert dieselben am
Zurückgehen. Er wird während des Ganges der Maschine mittels einfachen
Schaltmechanismus mit linksgängiger Gewindespindelmutter und Gelenkstück in einer
Segmentführung in horizontaler Richtung vorwärts geschoben und macht zugleich die
Drehung mit, welche die Wangen mit dem Wangenständer durch diesen Vorschub um die
Verticalachse des Apparates erhielten. Die beiden Wangen k1 und k2 sind so am Führungsständer l befestigt, daſs bei Vor- oder Rückgang desselben diese ebenfalls
vorwärts oder rückwärts sich drehen müssen.
Um die Gleitbacken der beiden Divergirwangen während des Ganges der Maschine stets an
die vergröſserte Zahnlückenschablone anzudrücken, ist ein Mechanismus erforderlich,
der beide Wangen stets nach dem Mittel zusammenzieht. Um aber andererseits einem
merklichen und einseitigen Abnutzen der eingesetzten Schablone vorzubeugen, muſs in
erster Linie das Gewicht der beiden Wangen ausgeglichen werden und, nachdem dies
geschehen, ist der gleichmäſsige Druck derselben nach dem Mittel herzustellen.
Dieser Mechanismus ist folgendermaſsen beschaffen.
An dem Doppelhebel oqn sind an dessen Angriffspunkten
o und n die beiden
Wangen mittels Gelenkstücken os1 und ns2 aufgehängt und ist auf diese einfache Weise das
Gewicht der einen Wange durch das Gewicht der anderen Wange gänzlich aufgehoben. Um
nun den gleichmäſsigen Druck nach dem Mittel der beiden Wangen herzustellen, ist nur
an der einseitigen Verlängerung m des Doppelhebels über
qo hinaus ein Gewicht p anzubringen. Wäre nun der Drehzapfen q des
Doppelhebels fest im Führungsständer, so wären auch die Wege der Wangen verschieden
und jeder gehobelte Zahn würde schief ausfallen. Dies ist dadurch beseitigt, daſs
der Zapfen q durch eine Führungsschleife r, welche die drei Punkte s1, q und s2 stets in gerader
Linie erhält, horizontal im Führungsständer l hin- oder
hergeschoben wird. Dieser Mechanismus hat ferner den Vortheil, jede Wange für sich,
also unabhängig von der anderen, mehr oder weniger aus ihrem Mittel zu entfernen,
wobei sie sich nur allein an die vergröſserte Schablone binden und deren Curven
genau proportional auf dem zu hobelnden Kegelrade wiedergeben.
Der Schablonenständer t ist am äuſsersten Ende des
Seitenträgers vom Drehtheil h angeschraubt, dient zur
Aufnahme der einfachen vergröſserten Zahnlückenschablone t1 aus Eisenblech und trägt auſserdem den
Schaltmechanismus mit Reibungskupplung, welche letztere die Drehung des Schalträdchens auf
die linksgängige Schaltspindel überträgt, bis deren Mutter an den Stellmuttern auf
dieser Spindel anschlägt, somit eine weitere Schaltung unmöglich wird. Die
Stellmuttern sind nach der Tiefe des Zahnes zu stellen.
Die Gleitsupporte u1 und
u2 lassen sich auf
den Wangen k1 und k2 hin und her bewegen.
Sie sind mit je zwei Werkzeughaltern versehen, welche aus Stahlhaltergehäuse und
Stahlhalterschraube mit durchbrochenem Kopfe bestehen, durch welche die nach Maſs
vorhandenen einfachen Hobelstähle gesteckt und mit Muttern in einem im
Stahlhaltergehäuse befindlichen Schlitze festgespannt werden. Die Stähle können
durch einfache Stahlplättchen und Stellschräubchen so verstellt werden, daſs deren
Schneide sich genau in der geraden Linie befindet, welche von der Kegelspitze nach
dem Berührungspunkt des Gleitbackens auf der Zahnschablone gezogen werden kann.
Diese Stellung der Stähle ist jedoch nur beim letzten oder Schlichtspan zu
berücksichtigen und läſst sich mittels Lineal leicht controliren. Die Gleitsupporte
werden mittels einfacher verstellbarer Pleuelstangen mit Spannköpfen durch Gelenke,
Coulisse und verstellbare Kurbel in langsamen Vorgang beim Schnitt und leer in
raschen Rückgang versetzt.
Da mit dem Arbeitsapparat auch der Antrieb in allen Graden von 0 bis 90° verstellt
wird, so ist hierzu ein drehbares Vorgelege B (Fig.
6 und 7) bedingt.
Dasselbe besteht aus einem einfachen und einem dreifachen Lagerbock, einem
Kreuzlager, einer Rundwange mit drei Trägern, einem Bodenlager, einer festen und
einer losen Riemenscheibe, drei Kegelrädern, einem Riemenconus und zwei
schmiedeisernen Wellen. Dasselbe ist oberhalb der Maschine so anzubringen, daſs die
verticale Achse des drehbaren Vorgeleges in der senkrechten Verlängerung der
Drehachse des Arbeitsapparates, also auch senkrecht über der Stahlspitze g sich befindet. Um die richtige Stellung des
Vorgeleges zum Apparate zu finden, sind an der Drehplatte des Apparates und an der
Rundwange des Vorgeleges entsprechende Gradeintheilungen angebracht und ist somit
der drehbare Theil des Vorgeleges durch einfaches Verschieben und Festspannen des
Bodenlagers auf dem entsprechenden Winkelgrade der Rundwange leicht stellbar.
Zur Bestimmung und Herstellung einer vergröſserten Zahnlückenschablone eines
Kegelrades mit gegebener Zahnform ist die Entfernung der Schablone bis zur
Stahlspitze erforderlich; diese Länge ist für jede Schablone einer und derselben,
Maschine constant; dann ist nothwendig die Länge einer Mantellinie (von der
Kegelspitze bis Theilkreis) des Kegelrades. Ebenso, wie sich nun diese beiden Längen
zu einander verhalten, genau so ist auch das Verhältniſs der Zahnlückenschablone zur
Zahnlücke des Rades. Die Gröſsen der Zahnlücken des Rades (Curvenradien, Stärke im
Theilkreis, Höhe über und unter dem Theilkreis u.s.w.) werden nach dem gefundenen
Verhältniſs berechnet und auf Papier oder direct auf einem in den Schablonenständer eingepaſsten, etwa 8
bis 10mm starken Eisenblech als vergröſserte
Zahnlückenschablone aufgerissen und ausgearbeitet. Hierbei ist zu bemerken, daſs der
Theilriſs auf der Schablone merklich bezeichnet sein muſs. Mit dieser Schablone
können nun alle Räder von Null an aufwärts bis zur gröſsten Arbeitsgrenze der
Maschine ausgehobelt werden, wenn sie gleiche Zähnezahl, gleiches
Uebersetzungsverhältniſs und gleiche Zahnconstruction haben.
Tafeln