| Titel: | Verfahren und Vorrichtung zum Härten und Anlassen des Stahldrahtes; von J. C. Ramsden in Bassenthwaite. |
| Fundstelle: | Band 238, Jahrgang 1880, S. 290 |
| Download: | XML |
Verfahren und Vorrichtung zum Härten und Anlassen
des Stahldrahtes; von J. C. Ramsden in Bassenthwaite.
Mit Abbildungen auf Tafel 22.
Ramsden's Verfahren zum Härten von Stahldraht.
Zweck vorliegender Erfindung (* D. R. P. Kl. 7 Nr. 9258 vom 3. October 1879) ist, die
durch Verbrennung von leichtflüssigem Kohlenwasserstoff und Wasserdampf erzeugte
Wärme bei der Behandlung des Stahldrahtes anzuwenden. Der Draht wird ununterbrochen
durch Röhren geführt, in welchen derselbe durch die Flamme eines brennbaren
Gemisches von Kohlenwasserstoff und Wasserdampf erhitzt wird, worauf er in ein
entsprechendes Flüssigkeitsbad zur Abkühlung gelangt.
Je nach der Dicke des Drahtes sind
verschiedene Vorrichtungen in Vorschlag gebracht.
Für stärkere Drähte werden zwei
kleine Röhren im rechten Winkel zu einander angeordnet, die eine horizontal, die
andere vertical. Beide Röhren sind mit passenden Mundstücken mit engen Oeffnungen
versehen. Das entgegengesetzte Ende des horizontalen Rohres wird mit einem Dampfrohr
verbunden und mit einem passenden Hahn oder Ventil versehen. Das untere Ende des
verticalen Rohres steht mit einem Gefäſs in Verbindung, welches mit einem
leichtflüssigen Kohlenwasserstoff, wie z.B. Paraffin oder Erdöl, angefüllt ist. Wird
der Hahn des horizontalen Rohres geöffnet, so strömt Dampf durch die Oeffnung des
Mundstückes. Dieser Dampfstrahl geht an dem Mundstück des verticalen Rohres vorbei
und saugt auf diese Weise Kohlenwasserstoff in dem verticalen Rohr hoch. Sobald der
Kohlwasserstoff die Oeffnung des Mundstückes erreicht, wird derselbe von dem
Dampfstrahl erfaſst und in äuſserst feinen Theilchen hinweggeführt. Der Dampf
vermengt sich innig mit dem Kohlenwasserstoff, so daſs, sobald eine Flamme in
Berührung damit kommt, ein Verbrennen augenblicklich stattfindet, wodurch Wärme ohne
Rauch und alle Unreinlichkeiten erzeugt wird.
Zum Härten bezieh. Tempern von Stahldraht verwendet man ein Rohr,
einen Cylinder oder eine Kammer mit einer inneren Bekleidung aus feuerfestem Thon o.
dgl. An der Mündung dieser Kammer bringt man eine genügende Anzahl Paare von
Mundstücken für Dampf und Kohlenwasserstoff an, um die erforderliche Wärme zu
erzeugen. Jedes Paar Mundstücke wird durch einen besonderen Hahn so regulirt, daſs
ein oder mehrere davon angewendet werden können. Die an der Mündung erzeugte Wärme
strömt die Kammer entlang und wird durch einen Schornstein hinweggeführt.
Ist die Kammer z.B. 4m lang, so
wird die Wärme an der Einmündung bedeutend höher sein als an dem entgegengesetzten
oder Auslaſsende. Da das Härten und Tempern von Stahldraht zwei verschiedene
Hitzegrade erfordert, so kann man ein und dieselbe Kammer für beide Operationen,
welche gleichzeitig ausgeführt werden können, anwenden. Der Draht wird an dem Ende,
wo die Mundstücke sich befinden, gehärtet und an dem entgegengesetzten Ende, wo der
Schornstein sich befindet, getempert.
Die Kammer wird auf einem Gefäſs befestigt, welches sich zur
Aufnahme von Flüssigkeit eignet. Dieses Gefäſs kann in zwei Abtheilungen getheilt
werden. Die erste Abtheilung kann mit Wasser gefüllt werden oder mit Wasser und
solchen Chemikalien, welche dem Wasser einen höheren Kältegrad verleihen. Der zu
härtende Draht wird auf passende Rollen gewunden und werden die Drahtenden durch
Bohrungen in dem oberen und unteren Theil des Rohres hindurchgesteckt und mit einer
zweiten Rolle im Inneren des Gefäſses, welches Wasser oder andere Flüssigkeit
enthält, verbunden. Vor dem Aufwinden auf die zweite Rolle geht der Draht durch die
vorerwähnte Flüssigkeit. Die Rollen, auf welche Draht gewickelt wird, können von
einer Welle aus durch
Räder oder Riemen getrieben werden. In letzterem Falle wendet man gewöhnlich eine
Kegelscheibe an, so daſs die Geschwindigkeit regulirt werden kann. Der so gehärtete
Draht kann nun nochmals durch die Kammer geführt werden, wo ein geringerer Wärmegrad
vorherrscht, um getempert zu werden. Der Draht geht von hier aus bis in das zweite
Gefäſs, welches Wasser, Oel oder eine fettige passende Mischung enthält.
Diese Anordnung des Apparates eignet sich, wie oben gesagt,
besonders für stärkere Drahtsorten, weil die Flamme in directe Berührung mit dem
Drahte kommt.
Für feinere Drahtsorten wendet man
eine Retorte oder ein Rohr aus feuerfestem Thon von ungefähr 4m Länge an. Das Rohr besteht entweder aus einem
Stück, oder wird aus Abtheilungen zusammengesetzt. In letzterem Fall wird eine obere
und eine untere Kammer gebildet. In der unteren Kammer und an der Seite des einen
Endes bringt man ein oder mehrere Mundstücke an, welche durch Oeffnungen in der
Kammer hindurch gehen. Die Flamme geht durch die horizontale Scheidewand, welche die
untere von der oberen Kammer trennt, schlägt an den oberen Theil der Kammer an und
senkt sich auf den die Kammer durchlaufenden Draht. Nachdem der Draht die Kammer
verlassen hat, kommt derselbe mit einem Strahl Oel oder anderer passenden
Flüssigkeit in Berührung.
Der Draht wird dadurch getempert, daſs derselbe in ein Bad aus
einer geeigneten siedenden Flüssigkeit gelegt wird, wie z.B. in Leinöl von etwa
298°, Quecksilber von ungefähr gleicher Wärme, oder selbst in geschmolzenes Blei.
Bei Anwendung von Blei muſs man jedoch dafür Sorge tragen, daſs der Draht nicht mit
einem Bleiüberzug versehen wird.
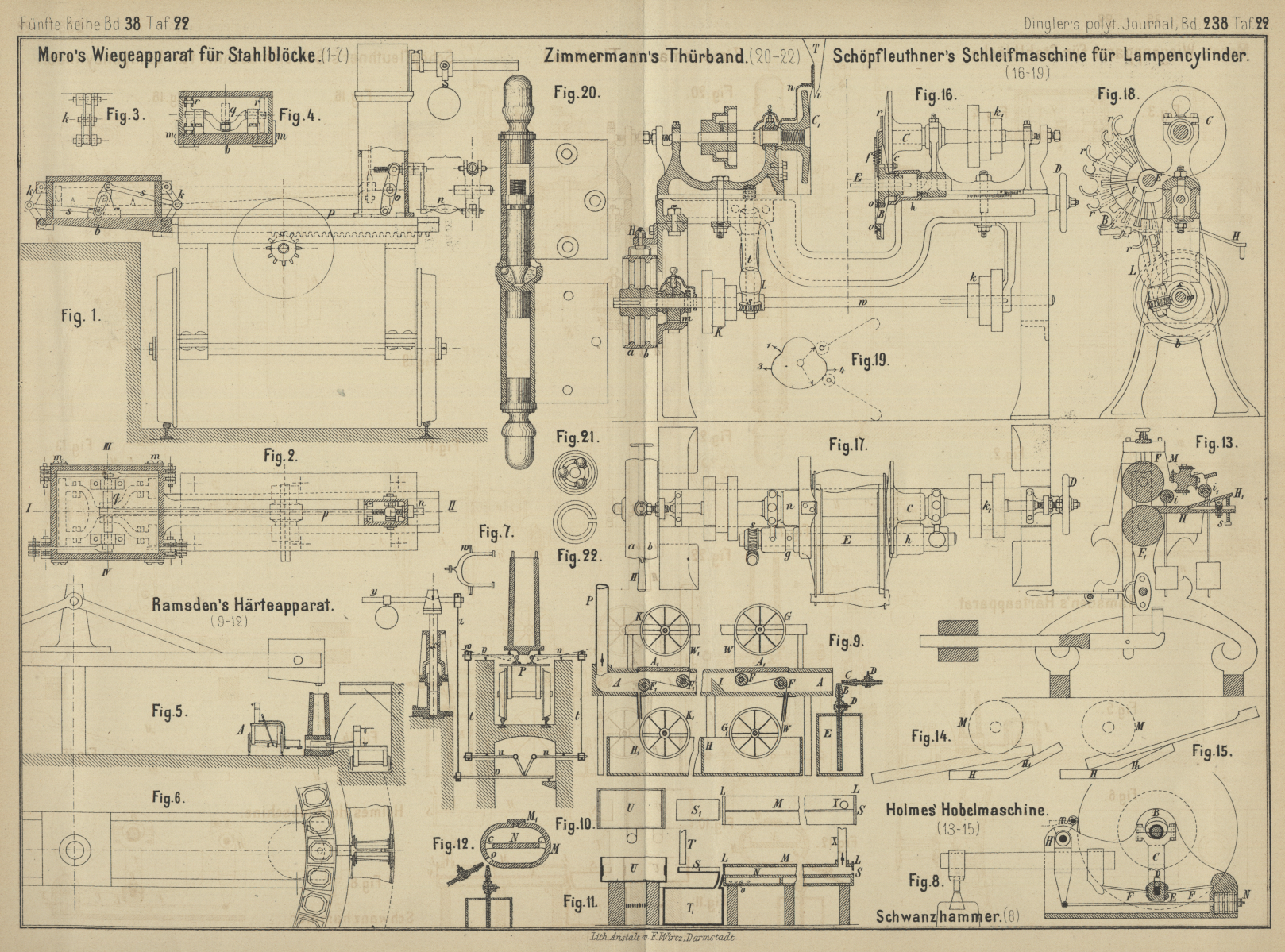
Fig.
9 Taf. 22 zeigt den Längenschnitt eines Ramsden'schen Apparates zum Härten und Tempern starken Drahtes. Fig. 10 bis
12 stellen einen solchen Apparat für feine
Drahtsorten dar.
An der Mündung der Kammer A (Fig. 9), in
welcher starker Draht erhitzt wird, sind Mundstücke B
und C angebracht, jedes derselben mit einem Hahn D versehen. Die Mundstücke B stehen mit einem Behälter E, welcher
Paraffin oder Erdöl enthält, in Verbindung.
Wird der aus Dampf und Kohlenwasserstoff gemengte Gasstrahl angezündet, so wird eine
groſse Hitze innerhalb des vorderen Theiles der Kammer A erzeugt. Der zu härtende Draht wird nun auf einen Haspel G gewickelt, welcher oberhalb der Kammer A angebracht ist. Der Draht W wird sodann durch eine Oeffnung im oberen Theil der Kammer A geführt, geht unterhalb der ersten Rolle F über die zweite Rolle hinweg und durch eine Oeffnung
im Boden der Kammer nach der zweiten Abtheilung und wird hier auf den Haspel G1 gewickelt; letzterer
taucht in den mit Wasser o. dgl. gefüllten Behälter H
und ist auf geeignete Weise auf einer drehbaren Welle befestigt.
Der Draht wird während des Passirens der beiden Walzen F
in der Kammer A erhitzt und durch das Eintauchen in die
in H enthaltene Flüssigkeit gehärtet.
Um das Führen des kalten Drahtes über die Walzen F,
bevor die Kammer geheizt wird, zu erleichtern, sind Oeffnungen A1 am oberen Theil der
Kammer angebracht, um die Walzen hindurchzulassen. Ist der Draht fertig gelegt, so
werden die Oeffnungen durch die Deckel A1 geschlossen. Die
überflüssige Wärme aus der Kammer A1 wird hinten durch den Schornstein P
abgeleitet. Der Haspel G1, welcher den gehärteten Draht aufnimmt, wird aus dem Behälter H genommen und in das zweite Lager K oberhalb der Kammer A
gebracht.
Der gehärtete Draht W1
wird sodann durch Oeffnungen an dem hinteren oder Schornsteinende der Kammer A geleitet; die Hitze ist hier bedeutend geringer als
vorn, weil die Wärme durch die Brücke/ in dem vorderen Theil zurückgehalten wird.
Während der Draht über die Walzen F1 läuft, wird derselbe auf den erforderlichen Grad
erwärmt und dann auf den Haspel K1 gewunden; dieser taucht in das in dem Behälter H1 enthaltene Oel o.
dgl. und wird dadurch der Draht getempert.
Beim Härten und Tempern feinerer Drahtsorten wird die
Retorte oder Heizkammer M (Fig. 10 bis
12) durch die Scheidewand N (Fig. 12)
der Länge nach in zwei Abtheilungen getheilt. An der vorderen Seite der Kammer sind
Oeffnungen o, gegenüber welchen je ein Paar Mundstücke
angebracht werden. Die bei o eintretende Flamme
streicht die untere Seite von N entlang durch die
Löcher c bis in die obere Abtheilung hinein.
Der zu härtende und zu tempernde Draht wird an dem Ende S in die obere Abtheilung der Retorte eingeführt und während des
Durchganges erhitzt. Die Hitze wird durch den Deckel L
in dem oberen Retortentheil gehalten. Diese Deckel sind an jedem Ende der oberen
Kammer so angeordnet, daſs genügend Raum gelassen wird, um den Durchgang des Drahtes
zu gestatten.
Beim Verlassen der Retorte taucht der Draht in einen Strom von Oel, welcher über die
schräge Platte S1
läuft, und wird dadurch gehärtet. Das Oel strömt ununterbrochen aus dem Rohr T, welches mit einem Oelbehälter in Verbindung steht,
flieſst über die schräge Platte S1 in den Behälter T1 und wird von hier aus nochmals nach dem oberen
Behälter gepumpt. Der gehärtete Draht geht sodann durch ein Bad U aus Leinöl, Quecksilber oder Blei, welches durch eine
Feuerung erhitzt wird, um dem Draht die erforderliche Temperatur zu geben. Nach dem
Passiren des Bades U wird der Draht auf die
gewöhnlichen Haspel gewunden, welche in passender Lage in der Nähe des Bades U angebracht sind.
Um das Einführen des kalten oder ungetemperten Drahtes in die Retorte vor dem
Erhitzen zu erleichtern, ist ein Einschnitt bezieh. eine Rinne an der oberen Seite
der Retorte angebracht. Der Draht wird durch diese Rinne geführt, welche nachher
durch den Deckel M1
geschlossen wird. Die überflüssige Wärme wird vorn durch den Schornstein X abgeleitet.
Tafeln