| Titel: | Neuerungen bei der Formerei von Flanschenrohren. |
| Fundstelle: | Band 238, Jahrgang 1880, S. 390 |
| Download: | XML |
Neuerungen bei der Formerei von
Flanschenrohren.
Mit Abbildungen auf Tafel 28.
Stühlen's Formerei von Flanschenrohren.
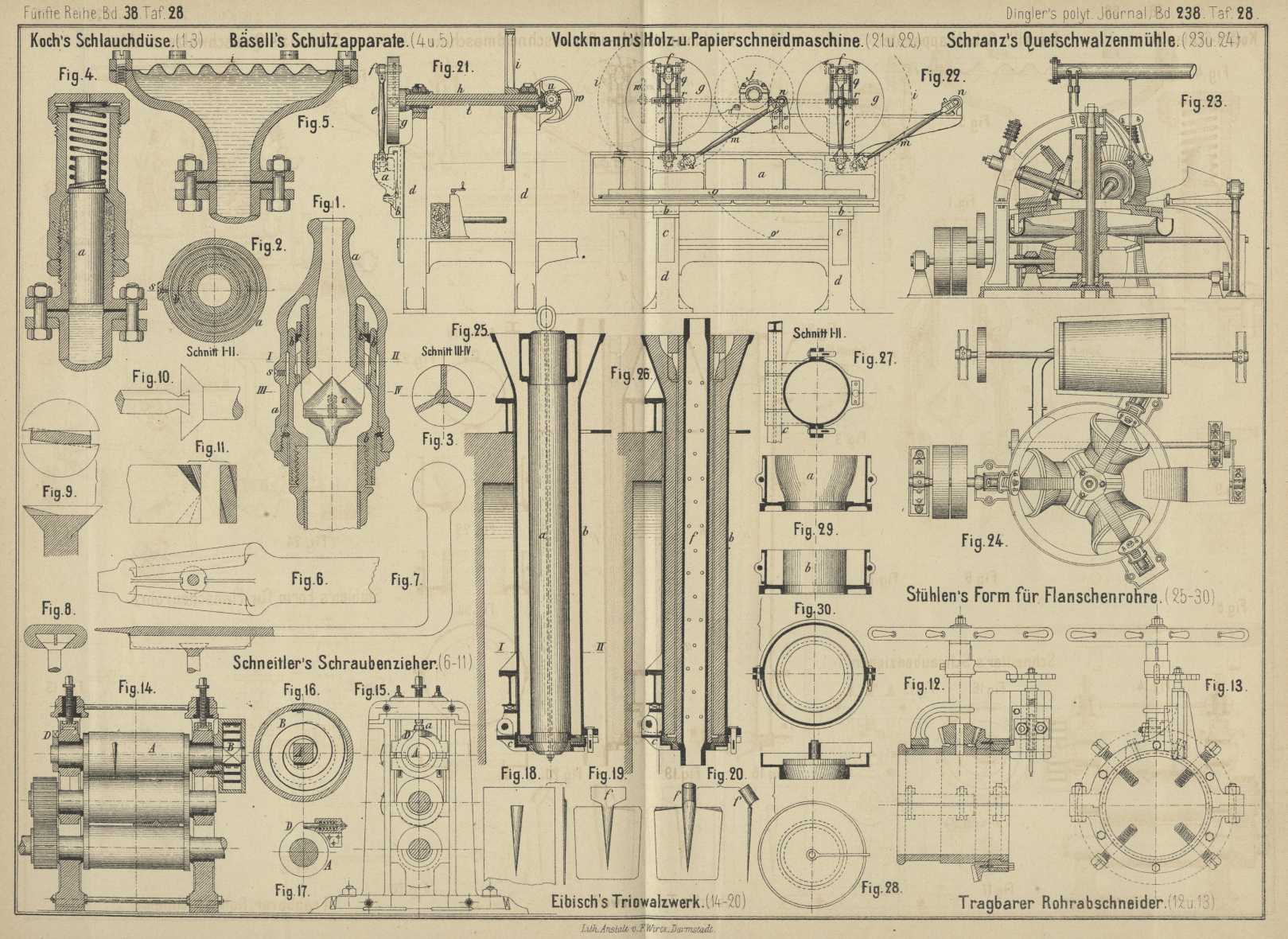
Bei dem vorliegenden von P. Stühlen in
Deutz (* D. R. P. Kl. 31 Nr. 8600 vom
8. April 1879) patentirten Verfahren ist die Flansche beim Formen in
einen besonderen klappenförmigen Boden verlegt und wird behufs Centrirung des Kernes
ein ringförmiger verlorener Kopf gebildet. Die betreffenden in Fig. 25 bis
30 Taf. 28 dargestellten Vorrichtungen bestehen aus dem Modell a (Fig. 25),
dem Formkasten b mit Klappe c zur Aufnahme der Klappeneinsätze für die Form zur unteren Flansche (Fig.
25 bis 27), einer
Vorrichtung zum Schabloniren der Flanschenform in den Klappeneinsätzen (Fig.
28), einer Vorrichtung zur Herstellung der Kernstücke für Bildung der Form
zum verlorenen Kopfe und zur centralen Aufnahme des Rohrkernes (Fig. 29 und
30) und der Kernspindel f (Fig.
26).
Das aus Schmiedeisen oder Guſseisen hergestellte Modell a besteht aus dem cylindrischen Theil, welcher unten in einem Conus endigt
und am unteren Ende das Modell für die untere Flansche, am oberen das Modell für die
obere Flansche und den verlorenen Kopf aufnehmen kann. Die aus Guſseisen
hergestellten Formkästen b sind in eine mit Platten
gedeckte Grube so tief hineingelassen und daselbst befestigt, wie es das bequeme Arbeiten am
oberen Rande des Formkastens nothwendig macht. Die Durchmesser und Längen der
Formkästen sind den Durchmessern und den Baulängen der zu formenden Rohre
angepaſst.
Die Formkästen sind der Länge nach getheilt, die eine Hälfte mit angegossenen Pratzen
zur Befestigung auf in der Formgrube angebrachten Balken versehen, während die
andere Hälfte durch Stehbolzen und Keile, die auch ein Lösen beider
Formkastenhälften ermöglichen, auf die erste Formkastenhälfte befestigt ist. Unten
am Formkasten befindet sich eine in einem Gelenk bewegliche Klappe c, welche durch Bolzen und Keil mit dem Kasten
verschlossen werden kann und zur Aufnahme der Klappeneinsätze (Fig. 28)
dient. Mittels eines in den Klappeneinsatz eingesetzten Conus mit drehbarer
Schablone werden die Klappeneinsätze vor dem Einsetzen mit Lehmmasse an schablonirt
und, nachdem dieselben geschwärzt, in einer Trockenkammer getrocknet.
Die Vorrichtung zum Herstellen der Kernstücke für den verlorenen Kopf und zur
centralen Aufnahme der Rohrkerne (Fig. 29 und
30) besteht aus je einem entsprechend geformten Teller, auf welchem eine
aus zwei Hälften bestehende, durch Bolzen und Keile zusammengehaltene Coquille
paſst. In die Oeffnung der Teller passen die Einsätze a
und b. Einer dieser Einsätze a dient zum Aufstampfen der Kernstücke für den verlorenen Kopf (Fig.
29), der zweite Einsatz b zum Aufstampfen der
Kernstücke zur centralen Aufnahme des Rohrkernes (Fig. 30).
Nach dem Aufstampfen dieser Kernstücke werden die Coquillenhälften behufs
Herausnahme der Kernstücke gelöst und letztere nach dem Schwärzen in einer
Trockenkammer getrocknet.
Die Kernspindel f (Fig. 26)
ist am unteren Ende mit einem dem Rohrmodell und den Klappeneinsätzen entsprechenden
Conus versehen. Der Kern wird auf dieser Spindel mittels einer Kerndrehbank in
gewöhnlicher Weise aufgedreht.
Das Verfahren beim Einformen der Röhren ist nun folgendes: Nachdem der fertig
geformte und getrocknete Klappeneinsatz in die Rohrkastenklappe eingesetzt, wird das
Modell zur unteren Flansche in den Klappeneinsatz gebracht und nach dem Schlieſsen
der Klappe der cylindrische Theil des Modelles in den Kasten eingelassen und
letzterer bis zur Höhe der oberen Flansche eingestampft; sodann wird das Modell zur
oberen Flansche aufgesetzt, der Formkasten bis zum oberen Rand voll gestampft und
aus der Formmasse die Einguſstrichter ausgeschnitten. Mittels eines über dem
Formkasten laufenden Krahns wird nun das Modell herausgezogen, sodann die Form
ausgeschwärzt, die Kastenklappe gelöst und das untere Flanschenmodell
herausgenommen. Nach dem Trocknen der Form mittels eingeleiteter heiſser Gase wird
die Klappe wieder geschlossen, der Rohrkern f
herabgelassen und sodann die beiden oberen Kerne zum verlorenen Kopf und zur centralen Aufnahme
des Rohrkernes eingesetzt, worauf der Guſs des Rohres erfolgen kann.
Fig.
26 zeigt den zum Guſs bereit gestellten Formkasten. Nach dem Erstarren des
Rohres wird die eine Kastenhälfte durch Lösen der Keile etwas gelüftet, worauf das
Rohr mittels des oben angedeuteten Krahns herausgezogen werden kann. Schlieſslich
wird dann die Klappe gelöst, die Formmasse in die Rohrgrube heruntergestoſsen,
worauf ein erneutes Einformen beginnen kann. Der verlorene Kopf wird beim Abdrehen
der Rohrflanschen abgestochen.
Tafeln