| Titel: | Bork's Siederohr- Bördelapparat. |
| Autor: | Mg. |
| Fundstelle: | Band 240, Jahrgang 1881, S. 89 |
| Download: | XML |
Bork's Siederohr- Bördelapparat.
Mit Abbildungen auf Tafel 8.
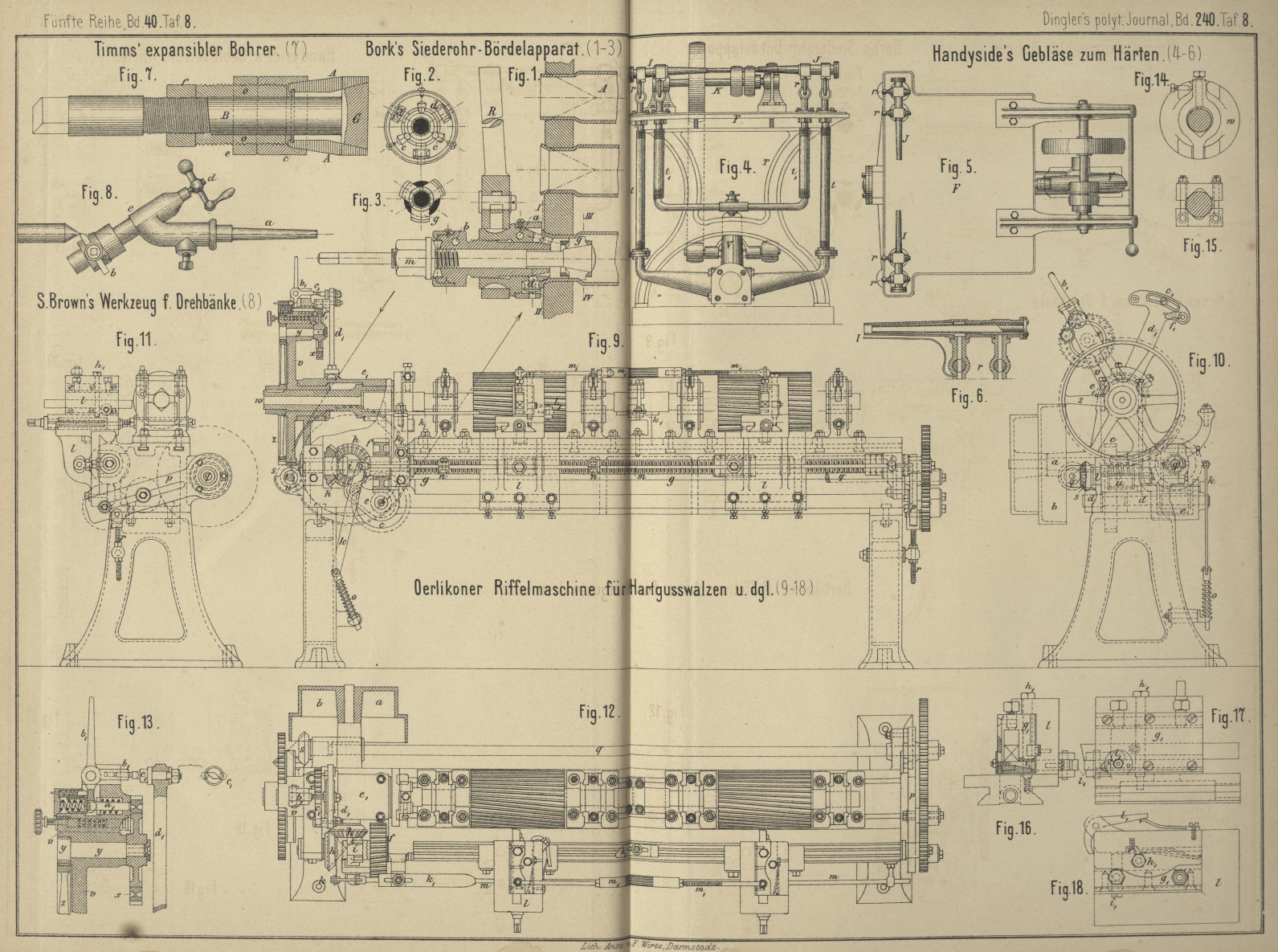
Bork's Siederohr-Bördelapparat.
Der Apparat von W. Bork in Erfurt (* D. R. P. Kl. 49 Nr.
11901 vom 28. April 1880) dient zur Herstellung der Siederohrbördel und zum
Eindichten der Siederohrenden in die Rohrwände; Fig. 1 bis
3 Taf. 8 zeigen denselben in einer Ausführung der Maschinenfabrik Zobel, Neubert und Comp. in Schmalkalden.
Das Umbördeln der Siederohre wird durch Biegen und gleichzeitiges Niederdrücken der
Rohrenden bewirkt. Zu diesem Zwecke sind drei sogen. Biegewalzen d und drei Druckwalzen c
vorhanden, welche in einer Hülse a gelagert sind.
Behufs Ausübung des zum Biegen der Rohrenden erforderlichen Seitendruckes sind die
Walzen in der Richtung ihrer Achse durch die in a
einzuschraubende, am vorderen Ende mit einem entsprechenden Conus versehene Hülse
b verschiebbar angeordnet. Hierdurch wird
gleichzeitig erreicht, daſs derselbe Apparat für verschieden weite Rohrenden
verwendet werden kann.
Bei der Hantirung wird zuerst das Rohrloch mit einem etwa 53°
(ionischen Fräser um 4 bis 8mm tief versenkt (A
Fig.
1) und das Rohr in gewöhnlicher Weise so eingezogen, daſs das Rohrende 3
bis 5mm vorsteht. Die weitere Arbeit theilt sich
in das conische Auftreiben des Rohrendes durch die Walzen c, der Versenkung entsprechend, und in das Umbördeln des Randes durch die
Zudrückwalzen d. Die Auftreibwalzen c wälzen sich auf dem Umfange des conischen
Hülsenkopfes b und ragen bei der Arbeit etwa 2mm über den Rand des Bördelkopfes a hervor, was sich durch das Schrauben der Hülse b und späteres Anziehen der Spannmutter m einstellen läſst. Nach Vollendung dieser Arbeit wird
die Hülse b so weit zurückgeschraubt, daſs die Walzen
c zurücktreten und die Zudrückwalzen d in Wirkung kommen. Während der Arbeit wird der
Apparat durch die innere Spindel, die Mutter m und mit
Hilfe des 3theiligen Expansionsringes g gegen die
Rohrwand gepreſst, indem sich der Ring g gegen den
eingezogenen Rohrhals lehnt, wie aus der Zeichnung ersichtlich. Die Arbeit des
Auftreibens und Zudrückens selbst wird mittels der Ratsche R bewirkt. Die Walzen sind für die Arbeit zu ölen.
Die ganze Arbeit mit Einspannen und Abnehmen dauert 2 bis 3
Minuten und bei einiger Uebung lassen sich in der Stunde leicht 20 Bördel
herstellen.
Bei Herstellung der Bördel in der Rauchkammer-Rohrwand erfolgt das
Andrücken des Apparates am besten durch eine Spannstange, deren Ende gegen einen
Bügel oder gegen die Rauchkammerthür gestützt wird. Das Zudrücken unterbleibt hier
wohl meist.
Es erscheinen folgende Vortheile durch diesen Apparat erreichbar:
Gröſsere Dichtigkeit und Haltbarkeit der Bördel und in Folge davon eine Ersparniſs
an Röhren, da doch etwa 30 Procent aller Röhren der Bördel wegen ausgewechselt
werden; eine groſse Ersparniſs an Arbeitslohn beim Einziehen der Röhren und
namentlich die Verminderung des Aufspaltens der Siederöhren beim Bördeln. – Ein
vollständiger Apparat für die gebräuchlichen Rohre von 48 bis 52mm äuſserer Weite und 44 bis 48mm Bohrung der Rohrwand kostet nur 95 M.
Mg.
Tafeln