| Titel: | Ueber Neuerungen im Hüttenwesen. |
| Fundstelle: | Band 240, Jahrgang 1881, S. 206 |
| Download: | XML |
Ueber Neuerungen im Hüttenwesen.
Mit Abbildungen auf Tafel 19.
(Patentpässe 40. Schluſs des Berichtes S. 148
dieses Bandes.)
Ueber Neuerungen im Hüttenwesen.
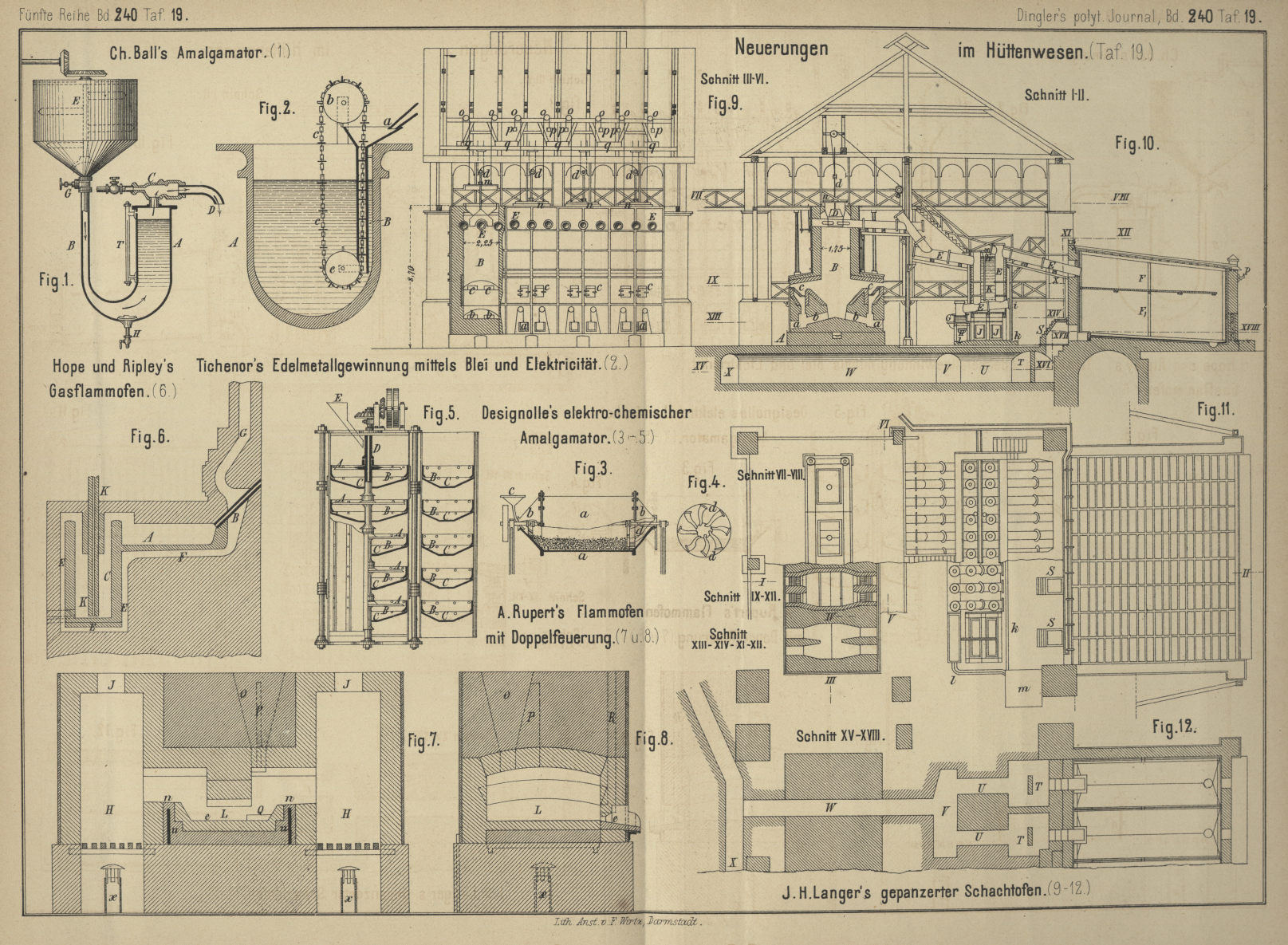
Die Amalgamation von Erzen durch
Aufsteigenlassen derselben in einer Quecksilbersäule erreicht Ch. E. Ball in Philadelphia (* D. R. P. Nr. 8306 vom
13. Juni 1879) dadurch, daſs er die Luft von der Oberfläche einer Quecksilbersäule
fortsaugt, so daſs diese Säule durch den Druck der Atmosphäre auf den Boden
derselben schwebend gehalten und gleichzeitig das mit Wasser vermengte fein gepochte
Erz durch die Wirkung dieses Luftdruckes durch die schwebend gehaltene
Quecksilbersäule hindurchgetrieben wird. Der hierzu verwendete Apparat besteht in seiner
einfachsten Form aus einer U-förmig gebogenen, mit Quecksilber gefüllten Röhre, über
deren einem Schenkel man ein Vacuum erzeugt. Der Schenkel A (Fig. 1 Taf.
19), welcher als Amalgamirkammer dient, ist länger als 77cm und viel weiter als der Schenkel B, welcher nur als Zuführungsrohr dient. Das obere Ende
des Schenkels B ist mit einem Trichter E verbunden, in welchem sich ein rotirender Rührapparat
befindet, der für eine genügende Vertheilung des Erzes im Wasser sorgt. Das in dem
Rohr B angebrachte Ventil G dient zur Regulirung des Zuflusses des Gemenges von Erz und Wasser. Mit
Hilfe eines Hahnes H am Boden des Apparates läſst sich
das Amalgam aus dem Apparate herausnehmen. Durch das Standglas T kann man die Höhe des Quecksilbers in dem Schenkel
A beobachten. Das obere Ende der Amalgamirkammer
A ist mit einem Abfluſsrohre D verbunden, welches weiter ist als das Zufluſsrohr B und mit einem Dampfstrahlgebläse C versehen wurde, um in dem oberen Theil des Schenkels
A eine Luftleere herzustellen. Das durch die
Quecksilbersäule im Schenkel A gegangene und dort
seiner Metallbeimengungen beraubte taube Gestein und Wasser flieſst oben durch D ab.
A. C. Tichenor in San Francisco (* D. R. P. Nr. 11294
vom 8. Februar 1880) will die Abscheidung von Edelmetallen
aus ihren Erzen durch Aufsteigenlassen derselben in flüssigem Blei unter
Anwendung eines elektrischen Stromes erreichen. Zu diesem Zweck wird das Erz mittels
der über die Rollen b und e (Fig. 2 Taf.
19) laufenden Kettenpumpe c von dem Trichter a aus in dem Rohr B
hinunter bis fast auf den Boden des mit geschmolzenem Blei gefüllten eisernen Kessel
A geführt, während gleichzeitig ein elektrischer
Strom durch das Blei geleitet wird. Das sich an der Oberfläche sammelnde Gestein
wird entfernt, worauf man die mit dem Blei amalgamirten Edelmetalle durch Abtreiben
gewinnen kann.
Zur Gewinnung von edlen Metallen mittels
Amalgamation auf mechanischem und elektrochemischem Wege empfiehlt P. G. Designolle in Paris (* D. R. P. Nr. 11415 vom 8.
Februar 1880) einen Apparat, welcher aus einem horizontal liegenden eisernen
Cylinder a (Fig. 3 und
4 Taf. 19) mit den kegelförmigen Enden b
besteht und eine Anzahl eiserner Kugeln von verschiedener Gröſse enthält. Durch den
Trichter c wird das gröblich zerkleinerte Erz, sowie
eine schwach saure Quecksilbersalzlösung eingebracht und dann der Apparat in Drehung
versetzt. Das Erz wird dann fein gemahlen und durch die auftretende
elektro-chemische Wirkung das darin enthaltene Gold amalgamirt. Sobald die
Amalgamation beendet ist, dreht man den Apparat nach der entgegengesetzten Richtung,
so daſs sich derselbe mittels der Transportschnecke d
selbst entleert. (Vgl. auch Le Genie civil, 1881 Bd. 1
* S. 249.)
Der zum Sammeln des Amalgams dienende Apparat (Fig. 5)
besteht aus einer Anzahl liegender kupferner oder silberner Platten A, welche auf einer senkrechten, sich in einem Gehäuse
drehenden Welle D befestigt sind. Das Gehäuse wird aus
einer Anzahl drehbarer Thüren gebildet, von denen jede so viel Sectoren B C trägt, als Platten A
vorhanden sind. Nachdem die Platte A und die beim
Schlieſsen der Thüren gebildeten Trichter BC mittels
einer Lösung von Quecksilberchlorid und Chlornatrium amalgamirt worden sind,
schlieſst man die Thüren, setzt die Welle D in
Umdrehung und läſst die aus dem Amalgamtionsapparat kommende Flüssigkeit durch die
Röhre E eintreten. Die Flüssigkeit fällt zunächst auf
die oberste der Platten A und flieſst, indem sie sich
infolge der Centrifugalkraft in einer dünnen Schicht ausbreitet, über den Rand
derselben hinweg in den obersten Trichter B C, gelangt
durch diesen auf die zweite Scheibe A und so fort bis
zum letzten Trichter. Das amalgamirte Edelmetall lagert sich dabei auf den Scheiben
A und Trichtern C ab,
von wo es nach Oeffnen der Thüren mittels eines Schabers aus Kautschuk entfernt
werden kann, während das unten abflieſsende Wasser nur taubes Gestein und andere
Unreinlichkeiten enthalten soll.
Der Gasflammofen von W. Hope und R. S. Ripley
in London (* D. R. P. Nr. 12211 vom 1. Mai 1880) ist mit einem Schmelzherd A (Fig. 6 Taf.
19) versehen, auf welchem mittels der durch Düsen B
zugeführten Gase die Beschickung von Metall oder Erz geschmolzen wird; die
geschmolzene Beschickung kann vom Schmelzherde aus in einen Graphittiegel abgelassen
werden. Die Verbrennungsproducte gelangen von dem Herde A nach dem Tiegel C, umspülen diesen in den
Zügen E von auſsen und gelangen schlieſslich durch den
Zug F in den Schornstein G. Um das in dem Schmelztiegel enthaltene geschmolzene Erz oder Metall auch
direct zu erhitzen, kann durch das Rohr K ein Gemenge
von Gas und Luft eingeblasen werden.
Einen Flammofen mit zwei Feuerungen zum
Schmelzen von Metalllegirungen beschreibt A.
Rupert in Nippes bei Köln (* D. R. P. Nr. 12499 vom 14. April 1880). Auf
dem Schmelzraumboden L (Fig. 7 und
8 Taf. 19) der Trichteröffnung O gegenüber
befindet sich eine kleine Erhöhung Q, auf welcher sich
das durch den Trichter etwa eingefallene Metall bis zu seiner vollständigen
Schmelzung lagern soll. Der Schmelzraum wird von den beiden Feuerungen H durch die in den beiden Feuerbrücken n liegenden eisernen Platten w, welche in einer mittels Hammer und Keil eingetriebenen
Chamottemörtelschicht eingeschlossen sind, abgesperrt und dadurch das Eindringen der
flüssigen Metalllegirung durch die Fugen der Chamottesteine in die Feuerungen
verhütet.
Die Inbetriebsetzung des Ofens geschieht auf folgende Weise: Die Feuerungsräume werden von J aus bis unter ihre Decken mit guten Schmelzkokes
gefüllt und dieselben mittels Gebläse von den Röhren x
aus angeblasen. Während des Anblasens bleiben die Reguliröffnung E, der Trichter O mit
Flammenkanal P und das Abstichloch e geöffnet, die Oeffnungen J aber stets durch einen dicht schlieſsenden Chamottestein geschlossen und
werden nur beim Beschicken mit Kokes geöffnet. Nachdem in dieser Weise der
Schmelzraum weiſswarm angeblasen ist, werden die Feuerungsräume nochmals ganz voll
angefüllt, dann wird das Abstichloch e mit einem
Sandlehmpfropfen geschlossen und der Aufgebtrichter mit dem zu schmelzenden Metall
gefüllt. Die Flamme des rechten Feuers preſst sich nun in den Aufgebetrichter und in
den Flammenkanal, bildet dort eine Stichflamme, bringt das im unteren Trichter
liegende Metall zum Schmelzen und wärmt das höher liegende stark rothwarm vor. Das
rechte Feuer bildet demnach das Schmelzfeuer. Die Flamme des linken Feuers sucht
ihren Ausweg nach der Reguliröffnung und hat den Zweck, das geschmolzene Metall
weiter zu erhitzen und flüssig zu erhalten.
Sobald das Metall geschmolzen ist, wird das Gebläse abgestellt und werden die zur
Legirung noch nöthigen Zusatzmetalle durch den Aufgebetrichter in den Ofen
nachgeworfen. Man nimmt alsdann eine vorher rothwarm angewärmte Stange, fährt mit
derselben durch den Aufgebetrichter, rührt die geschmolzenen Metalle durch einander,
damit sie sich innig verbinden, und läſst alsdann mit dem Gebläse das Metall noch
einige Minuten anwärmen. Sodann öffnet man das Abstichloch mit einer gewöhnlichen
Ofennadel und läſst das Metall in eine eiserne Pfanne, welche mit einer Mischung von
Sand, Lehm und Graphit ausgeschmiert ist und vor ihrer Füllung mit Metall über der
Reguliröffnung R des Ofens weiſswarm angeblasen wurde,
einlaufen; in dieser Pfanne trägt man das flüssige Metall nach den Formkästen, wo es
vergossen werden soll.
Gepanzerter Schachtofen für Quecksilbergewinnung. Die
neue Schachtofenanlage in Idria von J. H. Langer (Oesterreichische Zeitschrift, 1880 Nr. 35), welche
ebenso wie die Exeli'schen Schachtöfen (1880 238 * 230) zum Brennen der Stufen
bestimmt ist, unterscheidet sich von den erwähnten gepanzerten Schachtöfen,
abgesehen von der Condensationseinrichtung, vorzüglich dadurch, daſs alle 4 Oefen in
einem einzigen Panzer stecken und ihr Querschnitt entgegen der Kreisform der einzeln
stehenden Exeli'schen Oefen länglich und rechtwinklig ist. Der Ofen B steht auf einem aus Bruchsteinrohmauerwerk
hergestellten Sockel A (Fig. 9 bis
12 Taf. 19), auf welchem unmittelbar die aus mehreren Stücken
zusammengesetzte Bodenpanzerplatte ruht. Die einzelnen Theile des Panzers wurden
mittels Flanschen durch Schrauben verbunden und die Fugen durch Eisenkitt aus
Schwefel, Salmiak und Eisendrehspäne gedichtet. Auf der mit einem Seitenrande versehenen Bodenplatte
ruhen die Seitenplatten und wurden dieselben bei der Aufführung des Ofens zuerst bis
zur mittleren Deckplatte aufgestellt, dann die Mauerung bis dahin aufgeführt,
hierauf die obere Hälfte des Panzers aufgesetzt, die Schachtmauerung nachgeführt und
schlieſslich die Gichtplatten aufgelegt. Zum Aufgeben der Beschickung dient eine
nach dem Principe des Parry'schen Trichters construirte Gichtvorrichtung, welche mit
Rücksicht auf die bei dem Quecksilberhüttenbetriebe gebotene vollkommene Absperrung
der Gicht oberhalb noch mittels eines in einem Wasserverschluſs ruhenden Deckels n abgeschlossen ist. Das Hinablassen des Satzes in den
Ofen erfolgt bei geschlossenem oberem Deckel, indem die Bewegung des eisernen
Verschluſsstückes D mit der Zugstange d erfolgt, welche durch den Deckel in einer Stopfbüchse
hindurchgeht. Zur Dichtung der Stopfbüchse verwendet man Asbestschnüre und erzielt
die senkrechte Bewegung des Prismas durch Geradführung der gabelförmig auslaufenden
Zugstange mittels hölzerner Leitung. Der hölzerne Gichtdeckel n ist durch Gegengewichte p, deren Drahtseile über die Rollen o laufen,
ausgeglichen und sind zur Sicherung der Mannschaft gegen Herabstürzen der Gewichte
mit Seitenbord versehene Sicherheitsbühnen q
angebracht.
Der Ofen selbst ist für Flammfeuerung mit Treppenrosten eingerichtet; doch wird
derselbe durch Hinwegnahme der Treppe und Einlegen eines vorderen Planrostes für
Planfeuerung oder durch Vermauerung der Räume oberhalb der Feuerbrücke leicht für
die Verwendung mit gegichtetem Brennmaterial hergerichtet. Jeder Ofen hat 4
Feuerungen c und denselben entsprechend 4
Ausziehöffnungen a b, wodurch bei dem blos 1m,75 × 2m,25
betragenden Querschnitte sowohl ein vollkommenes Durchbrennen, als auch ein
gleichförmiges Niedergehen der Gichte erzielt wurde, also ein Vorrollen roher
Erzpartien in diesen Oefen nicht vorkommt.
Die Ableitung der Verbrennungs- und Destillationsproducte erfolgt mittels dreier
durch den Ofen gehenden Röhren E von 470mm lichter Weite, die auf der Seite mit je zwei
länglichen Oeffnungen versehen sind. Bei dieser Anordnung können die Gase und Dämpfe
vollkommen symmetrisch von der ganzen Oberfläche der Gicht abziehen, was
insbesondere bei gegichtetem Brennmaterial von Einfluſs ist. Anschlieſsend an die
drei jede Ofenabtheilung verquerenden Röhren setzt die Condensation in drei
Röhrensträngen E fort, von welchen ein Theil in
Wasserkästen K steht. Behufs Reinigung der Röhren sind
die Deckel derselben mit Oeffnungen versehen, um auch während des Betriebes
Putzscheiben anwenden zu können. Die gesammte Stupp aus den Röhren, bis zu dem
Punkt, wo dieselben gegen die Kammer zu fallen, gelangt in den Stuppsammelkasten G, von wo das Quecksilber in die unterhalb liegende
Capelle H abgelassen werden kann, während die Stupp ausgekeilt wird.
Das condensirte Wasser kommt aus diesem Theil der Röhrenleitung ebenfalls im
Sammelkasten G zusammen und flieſst von da in zwei
unterhalb der Wasserkästen liegende, abwechselnd in Verwendung stehende, hölzerne
Klärkästen J, wo sich die festen Theile theils für
sich, theils nach Zusatz von Schwefelleberlauge absetzen, während das klare Wasser,
mittels Pipen abgelassen, durch die Abfluſsrinne k in
den Sumpf m (Fig. 11)
gelangt, wo etwa noch mitgerissene Theilchen Gelegenheit finden, sich abzulagern.
Das Kühlwasser, welches am Boden der Kühlkästen K durch
das Rohr h eintritt und oben durch das Rohr i abgeführt wird, gelangt ebenfalls durch die Rinne k in den Sumpf m. Eine
zweite Rinne l dient dazu, um das beim Undichtwerden
der Wasserkästen oder sonstwie austretende Wasser dem Sumpfe zuzuführen.
Aus den Röhren gelangen die Dämpfe in die Condensationskammer F. Bei dem tiefen Eindringen des Quecksilbers und seiner Verbindungen in
das Mauerwerk erschien es vor Allem nothwendig, auf eine möglichst dichte und
haltbare Versicherung der inneren Flächen der Condensationskammer hinzuarbeiten, und
wurde daher mit theilweiser Benutzung der zu Freiberg gemachten Erfahrungen folgende
Construction gewählt. Die Umfassungsmauern der Kammer wurden aus Bruchstein ohne
Verputz aufgeführt, die Fugen gut mit Cement verstrichen und dann die ganze innere
Fläche mit Asphalt angeworfen, wobei derselbe nicht glatt verrieben, sondern mehr
rauh gehalten wurde. Nach vollendeter Asphaltirung der Seitenflächen sowohl, als
auch der mit denselben im Zusammenhange stehenden Sohle, verkleidete man die
Seitenwände derart mit Holz, daſs die Täfelung etwa 2cm von der Wand abstand, welcher Zwischenraum beim allmählichen Aufstellen
der Verkleidung mit Cementguſs ausgefüllt und so eine vollkommen dichte Kammerwand
gebildet wurde, welche auch den Vortheil gewährt, daſs der Quecksilber- und
Stuppanflug sich von der glatt gehobelten Holzwand beim Kehren verhältniſsmäſsig
leicht entfernen läſst. Die Sohle der Kammer, welche in jede der einzelnen vier
Abtheilungen sowohl gegen die Längsachse derselben, als auch gegen die Vorderseite,
wo am tiefsten Punkte eine Quecksilbercapelle eingebaut ist, fällt, ist aus einer
8cm starken Betonschicht und darauf liegender
2cm starken Lage von Asphalt aus Val de
Travers-Mastik (in der Art der bekannten neueren Fuſswege) hergestellt und steht die
Asphaltschicht der Sohle mit dem Asphaltüberzuge der Wände im Zusammenhange. In
derselben Weise wie die Sohle der Kammer ist auch der ganze Condensationsplan
zwischen Kammer und Ofen aus Asphalt auf Betonunterlage hergestellt. Die Decke der
Condensationskammern besteht aus tassenförmigen, mittels Schrauben verbundenen
Guſseisenplatten, welche durch Kautschukschnüre von 1cm im Quadrat gedichtet sind und durch flieſsendes Wasser gekühlt werden.
Der durch die Umfangsmauern gebildete Raum ist entsprechend den 4 Oefen durch drei hölzerne
Scheidewände in 4 Abtheilungen getrennt und theilt ein wagrechter hölzerner Scheider
jede derselben in einen oberen und unteren Raum F
und F1.
Aus den Condensationskammern fallen die Dämpfe durch die Kanäle S in das unterirdische Kammersystem T, U und V, durchziehen
von je 2 Oefen gemeinschaftlich die Kanäle W und
gelangen durch den Hauptkanal X in das groſse
gemeinschaftliche Condensationskammersystem und von da zur Hauptesse.
Die neuen Schachtöfen wurden mit 1. September 1879 in Betrieb
gesetzt und beschlossen mit Ende November 1880 ihre erste Betriebsperiode. Das
Aufbringen betrug bei einem Fassungsvermögen von 42200k für den einzelnen Ofen, wovon 21600 über der Feuerung und 20600 unter
derselben liegen, in 24 Stunden für den Ofen 15873k Stufen und entfiel auf Kopf und Schicht der verwendeten Mannschaft eine
Leistung von 1064k gleich der der alten
Schachtöfen; doch arbeiteten die neuen Oefen, was Brennmaterialverbrauch betrifft,
entschieden vortheilhafter, da sie für 10t
Aufbringen blos 2,067 Raummeter Holz gegen frühere 2,458 Raummeter erforderten und
auch bei der Gichtung des Brennstoffes der Aufwand an Braunkohlen mit 486k,1 und an Holzkohlen mit 1,151 Raummeter als ganz
günstig bezeichnet werden kann. Der Betrieb der Oefen selbst ging ohne allen Anstand
vor sich und zeigten sich die getroffenen Einrichtungen als zweckentsprechend.
Die Baukosten für die 4 neuen Schachtöfen betrugen laut
Baurechnung für:
AbtragearbeitErdarbeit
937
fl.
29
kr.
Maurerarbeit
14327
81
Zimmermannsarbeit
7049
03,5
Guſseisenwaaren
20677
68
Schmiedeisenarbeit
3047
75
Asphaltirung
2302
42
Verschiedenes
22
17,5
––––––––––––––––––––––––––
Zusammen
48363
fl.
86
kr.
Die ungünstigen Terrainverhältnisse bedingten einige
nicht direct den Ofenbau betreffende Arbeiten, welche beiläufig 1600 fl.
erforderten, so daſs eigentlich für die Oefen sammt Zugehör der Betrag von 46763 fl.
86 kr. verausgabt wurde; hiervon entfallen allein an Eisenwaaren 23724 fl. 43 kr.,
somit mehr als 50 Proc. – Der gröſsere Theil dieses Betrages entfällt auf Panzerung
und Condensation, indem:
170 Stück Panzerplatten mit
78063k
160 Stück Condensationsplatten für die
Kammern mit
30101
180 Stück Condensationsröhren mit
70988
–––––––
179152k
Gewicht
erforderlich wurden; hierzu kommen noch an Guſswaaren:
4 Stück Gichtvorrichtungen im Gewichte
von
12455k
Ferner Heizgarnituren, Säulenschuhe und
Capitäle, Wasserrinnen, Balkentragstücke, Träger u. dgl
11575
––––––––
Zusammen Guſswaare
203182k.
Die Aufstellung und Verkittung der Panzerplatten und der
Condensationsdeckplatten erforderte ungerechnet Material für 100k 24 kr., die der Condensationsröhren 31 kr. Die
Herstellung von 1qm des Asphaltpflasters mit
Betonunterlage kostete sammt Material 5 fl., 1qm
Mauerüberzug aus Asphalt 3 fl. 50 kr. ö. W.
Tafeln