| Titel: | Die Stahlkessel der „Livadia“. |
| Autor: | Whg. |
| Fundstelle: | Band 241, Jahrgang 1881, S. 1 |
| Download: | XML |
Die Stahlkessel der „Livadia“.
Mit Abbildungen auf Tafel 1.
Die Stahlkessel der „Livadia“.
In der Jahresversammlung der Institution of Naval
Architects vom 6. bis 8. April d. J. erstattete W.
Parker, Chief Engineer Surveyor of Lloyd's Register, einen
ausführlichen Bericht über das eigenthümliche Verhalten der beim Bau der Kessel der
k. russischen Yacht Livadia verwendeten Stahlplatten,
von welchem nachstehend ein Auszug nach Engineering, 1881
Bd. 31 S. 376 gegeben ist.
Als Parker in der Jahresversammlung 1878 zuerst auf die
Anwendung von weichem Stahl zu Schiffskesseln aufmerksam machte, waren erst zwei
derartige Kessel ausgeführt. In den folgenden 12 Monaten wurden schon 120 Schiffe
mit Stahlkesseln ausgerüstet und gegenwärtig sind etwa 1100 solcher Kessel, die ein
Gesammtgewicht von 17000t Stahl vorstellen, auf
Dampfschiffen in Gebrauch. Es gab in der ersten Zeit hauptsächlich zweierlei zu
Befürchtungen Veranlassung, nämlich die Corrosion der Stahlplatten und die
Möglichkeit, daſs spröde Platten mit zur Verwendung gelangen könnten. Der erste
Punkt kommt hier nicht in Betracht. Bezüglich des zweiten Punktes hörte man zuweilen
von seltsamen Brüchen von Stahlplatten, welche alle erforderlichen Prüfungen
bestanden hatten, darauf vernietet waren und dann, ohne daſs sie berührt wurden,
plötzlich gesprungen waren. Es kam dies sowohl bei Siemensstahl, wie bei
Bessemerstahl vor. Eine groſse Anzahl derartiger Fälle war näher untersucht worden
und immer hatte es sich gezeigt, daſs der Unfall auf innere Spannungen, durch eine
ungeeignete Behandlung des Materials hervorgerufen, zurückzuführen war und daſs die
Platten in der Nachbarschaft der Bruchstelle sich als vollkommen zäh erwiesen. Man
hatte deshalb die Furcht vor eigentlich spröden Stahlplatten ziemlich aufgegeben,
als plötzlich der Unfall mit den Livadia-Kesseln eintrat, der von allem bis dahin
Erfahrenen abwich.
Die Stahlplatten dieser Kessel waren von C. Cammel und
Comp. in Sheffield aus Kohlenstoff armem, nach dem Siemensproceſs
hergestelltem Fluſsstahl gefertigt. Im ganzen wurden 154 Platten verwendet und von
denselben 219 Probestücke für Biegungsversuche abgeschnitten. Alle Stücke lieſsen
sich sowohl vor, wie nach dem Tempern zu einem U zusammenbiegen; nur bei einigen war es
nöthig, die Kanten vorher zu hobeln. Ferner wurden 14 Zugversuche auf den Werken
gemacht, welche eine Zugfestigkeit von 41,1 bis 44k,6 auf 1qmm (26,1 bis 28,3 Tonnen auf 1
Quadratzoll engl.) und eine Dehnung von 27,3 bis 34,3 Proc. ergaben.
Die Firma J. Elder und Comp. in Glasgow, welche die
Platten zur Herstellung der Kessel verwendete, lieſs selbst noch einige Versuche
anstellen, deren Resultate mit den auf den Stahlwerken erhaltenen ziemlich gut
übereinstimmten. Man fand eine Zugfestigkeit von 41,7 bis 51k,5 auf 1qmm
(26,5 bis 32,7 Tonnen) und eine Dehnung von 21,6 bis 29,3 Proc. Die Platten schienen
demnach hinsichtlich der Zähigkeit und Biegsamkeit allen Ansprüchen zu genügen.
Die Livadia sollte mit 8 doppelten und 2 einfachen
cylindrischen Kesseln von je 4m,343 Durchmesser
(14'3'' engl.) und 4m,877 bezieh. 2m,590 (16' bezieh. 8'6'') Länge ausgerüstet
werden. Die Kessel waren für einen Druck von 4k,9
auf 1qc (70 Pfund) bestimmt. Die Mantel sollten
von Stahl, die inneren Theile von Eisen sein. Die Stahlplatten waren 19mm (¾'') dick, die Nieten 25mm (1''). Die Längsnähte wurden dreifach, die
Quernähte doppelt (mit Ueberlappung) genietet. Die Nietlöcher wurden sämmtlich
gestanzt und zwar mit einem Durchmesser, der um 1mm,6 (1/16'') kleiner war als der der Nietbolzen. Die Platten wurden darauf leicht
erwärmt, in die erforderliche Krümmung gebogen und dann zusammengesetzt, worauf die
Nietlöcher zu der erforderlichen Weite aufgerieben wurden. Hierbei fiel eine Platte
von dem Krahnhaken herab auf ein Metallstück, wodurch dieselbe eine bedeutende
Beule, aber keine Sprünge oder sonstige Verletzungen in der Nähe der Beule erhielt.
Dagegen zeigte sich bei genauer Untersuchung, daſs die Platte neben einer groſsen
Anzahl Nietlöcher gerissen war. Der Vertreter des Stahlwerkes, Hr. Alexander, sprach nach Besichtigung der Platten die
Ansicht aus, daſs die Platten sämmtlich durch das Stanzen gelitten hätten und
sorgfältig ausgeglüht werden müſsten, um das Material wieder in den normalen Zustand
zurückzuführen. Die Platten wurden demgemäſs nach Sheffield zurückgeschickt und in
einem eigens dazu hergerichteten Ofen, in welchem die Platten dicht auf einander
gepackt lagen, ausgeglüht. Wieder in Glasgow angekommen, wurden sie dann vernietet
und die Kessel fertig gestellt, ohne daſs ein weiterer Anlaſs zu Besorgnissen
vorkam.
Als man den ersten Kessel der Wasserdruckprobe unterwarf, platzte der Mantel, ehe der
Probedruck von 9k,8 (140 Pfund) erreicht war, an
drei Stellen aus einander und zwar dicht hinter den Längsnähten. Den zweiten Kessel
fand man schon in ähnlicher Weise geplatzt, ehe überhaupt Wasser hineingebracht war.
Hiernach befahl man sofort, die Mantel der Kessel wieder zu entfernen und durch
andere zu ersetzen, welche dann aus Platten von der Steel
Company of Scotland in genau der gleichen Weise hergestellt wurden. Diese Platten
gaben bei der Verarbeitung zu keinen Bedenken Ursache und die Kessel bestanden die
Druckproben.
Bei der Untersuchung der geborstenen Platten fand man, daſs sie auſserordentlich
spröde waren; mit einem Schlage eines gewöhnlichen Schmiedehammers konnte man leicht
groſse Stücke abtrennen. Es lag hier also ein Material vor, welches alle die
mechanischen Prüfungen befriedigend bestanden hatte, welche von der Lloyd's Registry, der Admiralty und. dem Board of Trade als für den
Kesselbau genügend anerkannt sind und das nun so spröde wie Guſseisen oder noch
spröder geworden war, nachdem es nur der beim Kesselbau üblichen Behandlung
unterworfen war. Die zunächst von bedeutenden Chemikern angestellten Analysen gaben
zwar für die verschiedenen Stücke etwas von einander abweichende Resultate, lieſsen
jedoch keinen Grund erkennen, weshalb das vorliegende Material ein anderes Verhalten
als gewöhnlicher guter Stahl zeigen sollte.
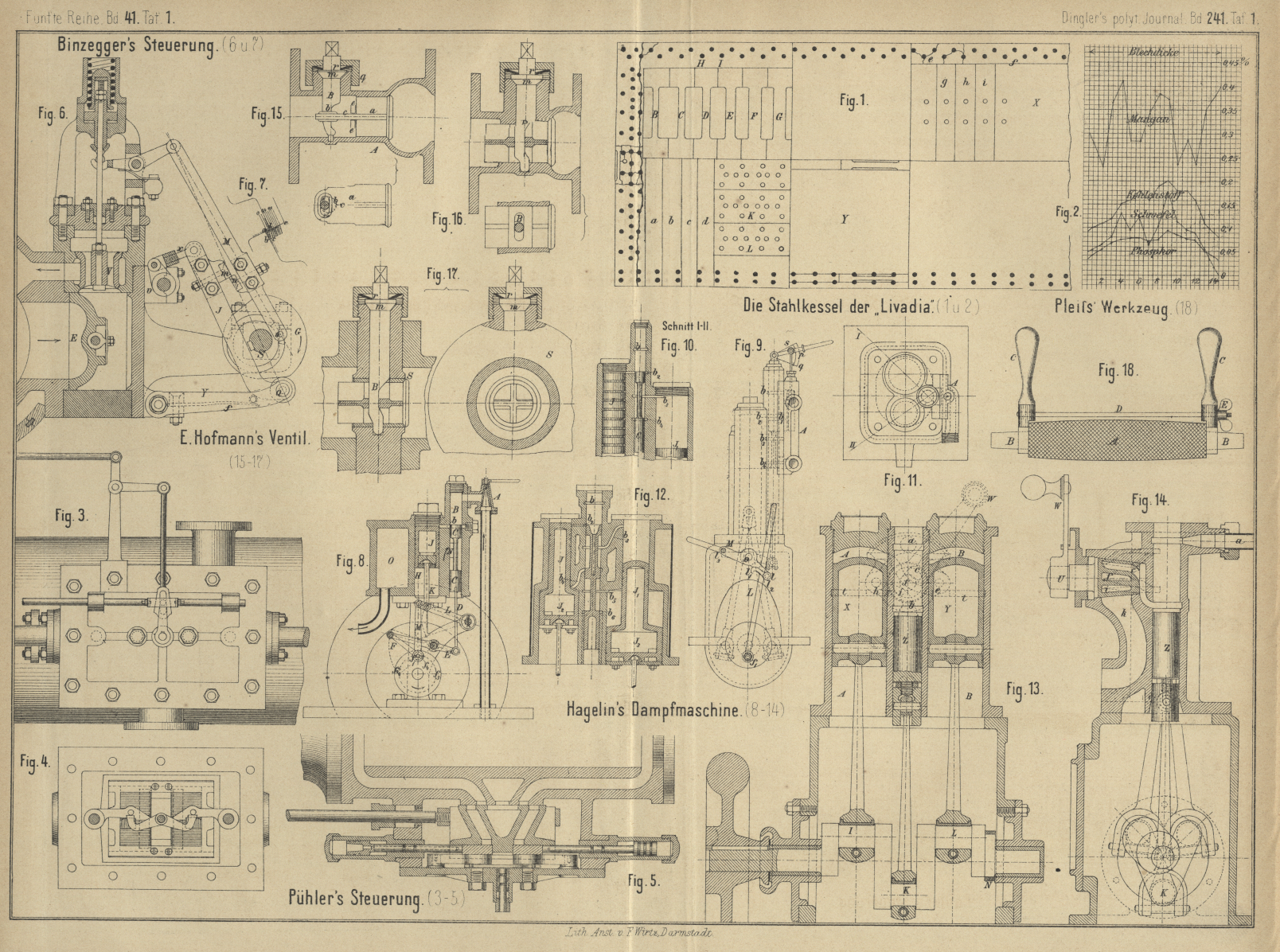
Es wurden nun von einer der gerissenen Platten, die durch sorgfältiges Ausbohren der
Nietbolzen von den andern gelöst war, die Stücke B bis
G von 2,5 und 3,8 bezieh. 5cm Breite (vgl. Fig. 1 Taf.
1), welche kalt ausgesägt wurden, von Prof. Kennedy auf
Zugfestigkeit und Dehnung untersucht. Erstere ergab sich zu 46,1 bis 47k,6 auf 1qmm
(29,25 bis 30,20 Tonnen auf 1 Quadratzoll), letztere zu 19,5 bis 28,2 Proc.; die
Elasticitätsgrenze lag zwischen 24,3 und 28k,7
(15,43 und 18,2 Tonnen). Die Resultate lieſsen also hinsichtlich der Zähigkeit und
Dehnung nichts zu wünschen übrig. Die Bruchfläche zeigte jedoch, abweichend von
gewöhnlichem gutem Stahl, Spuren von blätterigem Gefüge, eine besondere Farbe und
Krystallisation. Mit den 10cm breiten Streifen a bis d wurden
Biegungsversuche gemacht. Sie zeigten sich bei den Nietlöchern auſserordentlich
spröde und brachen quer durch die Nietlöcher bei einem Hammerschlage ab, während sie
sich in kurzer Entfernung von den Löchern kalt zu einer Krümmung zusammenbiegen
lieſsen, wie sie bei gutem Stahl nur erwartet werden kann; einen der Streifen,
welchen man bis zur Weiſsglut erhitzt und langsam gekühlt hatte, konnte man fast
dicht zusammenbiegen, ohne daſs irgend ein Zeichen eines Bruches sichtbar wurde.
Um den Einfluſs des Stanzens auf das Material näher zu untersuchen, wurden einige
Löcher in diese Streifen gestanzt und man fand, daſs sie ohne Ausnahme sofort ebenso
spröde wurden wie das Material in der Nähe der ursprünglichen Nietlöcher; immer
genügte ein Hammerschlag, um sie querüber durchzubrechen, und eine merkliche Biegung
lieſs sich an denselben nicht hervorbringen. Es wurden dann in einige andere Stücke
ebenfalls Löcher gestoſsen; das eine derselben wurde nach dem Stanzen ausgeglüht, in
einem zweiten wurden die Löcher so weit aufgerieben, daſs der gröſste Durchmesser
noch um 3mm,2 (⅛'') gröſser wurde, und in einem dritten wurden die
Löcher gebohrt. Alle drei Stücke lieſsen sich querüber den Löchern zu einem rechten
Winkel aufbiegen, ohne zu brechen. In ähnlicher Weise wurden auch Stahlstücke von
der Steel Company of Scotland, der Landore-Siemens Steel Company und der Parkhead Steel Company untersucht; bei diesen schien
jedoch das Stanzen kaum die Biegsamkeit des Materials zu beeinflussen; die Streifen
mit durchgestoſsenen Löchern lieſsen sich quer durch die Löcher ebenso gut biegen
wie die Streifen ohne Löcher. – Von den beiden Stücken e und f brach das eine durch einen
Hammerschlag in kleine Stücke, während das andere, nachdem es ausgeglüht war, sich
sehr gut biegen lieſs. Das Stück K wurde erst
ausgeglüht und dann gestanzt; es war nahezu, wenn nicht ganz, ebenso spröde wie ein
nicht ausgeglühtes Stück, während das Stück L, das
wieder erst gestanzt und dann ausgeglüht wurde, sich gut biegen lieſs. Ein Streifen
H, welcher schräg zwischen den Nietlöchern
herausgeschnitten und an den Kanten gehobelt wurde, bis die Nietlöcher eben
verschwunden waren, zeigte eine Zugfestigkeit von 46k,1 (29,25 Tonnen), aber eine Dehnung von nur 4,7 Proc. Der Streifen I wurde schmaler gehobelt, so daſs von den Löchern aus
wenigstens noch 3mm,2 (⅛'') Material weggenommen
wurde. Die Zugfestigkeit dieses Streifens betrug 48k,2 (30,58 Tonnen), die Dehnung 16,8 Proc., also bedeutend mehr als die
Dehnung von H. Beide Streifen waren nach dem Versuche
verbogen. Auch in die Streifen g, h und i wurden Löcher gestanzt; in einem wurden die Löcher
dann aufgerieben, ein anderer wurde ausgeglüht. Ersterer ergab eine Zugfestigkeit
von 43k,5 (27,6 Tonnen) bei einer Dehnung von 7,5
Proc., letzterer eine Zugfestigkeit von 41k,9
(26,6 Tonnen) und eine Dehnung von 6 Proc; das einfach gestanzte Stück riſs ohne
merkbare Dehnung kurz ab bei einem Zuge von 29k
(18,4 Tonnen).
Diese Resultate zeigten deutlich, daſs das Metall in der Nähe
der Nietlöcher vollständig spröde geworden war, daſs es durch Ausglühen wieder
verbessert werden konnte und daſs anderer Stahl von anscheinend derselben
chemischen Zusammensetzung durch das Stanzen nicht so beeinfluſst
wurde.
Aber auch ein schmaler Streifen, welcher an einer von allen Nietlöchern entfernten
Stelle aus der Platte geschnitten war, wurde sehr spröde befunden. Die Bruchfläche
dieses Stückes hatte ein ganz eigentümliches Aussehen. Die äuſsere, etwa 1mm,5 dicke Schicht der einen Seite zeigte
spiegelnde Facetten von 3 bis 6mm Breite, während
die übrige Bruchfläche ein feinkörniges, krystallinisches, aber streifiges Aussehen
hatte. Jene äuſsere Schicht war sehr weich und enthielt keinen Kohlenstoff; in der
unmittelbar darunter liegenden Schicht war etwas, im Innern der Platte mehr
Kohlenstoff vorhanden. Mit einem andern Stücke wurde nun eine genaue Untersuchung in
dieser Richtung angestellt. Das Stück wurde durch Hobeln in 14 Schichten von je 1mm,4 Dicke zerlegt, welche dann einzeln analysirt
wurden. Es ergab sich hierbei, daſs nicht nur der Gehalt an Kohlenstoff, sondern
auch der Gehalt an Mangan, Phosphor und Schwefel in den verschiedenen Schichten sehr
verschieden war. Wie aus Fig. 2 zu
ersehen, nahm bei dem Versuchsstück der Kohlenstoff-, der Schwefel- und der
Phosphorgehalt von den Oberflächen des Bleches nach dem Innern hin zu und erreichte
in der 9. Schicht ein Maximum. Aus dieser Ungleichförmigkeit des Bleches in den
verschiedenen Schichten läſst sich auch die Verschiedenheit der bei den früheren
Analysen von den verschiedenen Chemikern gefundenen Resultate erklären. Die übrigen
Stücke, welche bei den Versuchen zerrissen wurden, zeigten gleichfalls ein ganz
anderes Aussehen als guter Stahl. Die Bruchflächen waren theils krystallinisch,
theils seidenartig, andere waren blätterig und mit Rissen angefüllt und die Farbe
war durchaus verschieden von dem schönen Dunkelgrau, welches guten Stahlsorten eigen
ist.
Es lag hiernach die Vermuthung nahe, daſs die Platten aus einem etwas schwammigen
Guſsblock (Ingot) oder aus einem flachen Block, ohne vorher gehämmert zu werden,
gewalzt seien, daſs sie mit einem Wort nicht genug mechanische Arbeit in sich
aufgenommen hatten. Demgemäſs wurden nun die Stücke X
und Y zur Rothglut erhitzt und auf die halbe Dicke
ausgewalzt. Die dann aus denselben herausgeschnittenen Streifen lieſsen sich auch,
nachdem Löcher in dieselben gestanzt waren, noch gut biegen, einige bis zu rechten
Winkeln; nur einer brach kurz ab. Keiner aber zeigte eine so auſserordentliche
Sprödigkeit, wie sie vorher beobachtet worden war. Drei auf Zugfestigkeit
untersuchte Stücke ergaben die Bruchbelastungen von 52, 54 bezieh. 51k auf 1qmm (33,
34,25 bezieh. 32,3 Tonnen) und Dehnungen von 12, 11,25 bezieh. 17,5 Proc. Das die
Dehnung von 17,5 Proc. zeigende Stück war ausgeglüht. Die Bruchflächen waren fein
seidenartig, nicht mehr blätterig und krystallinisch; auch die Farbe war die gleiche
wie bei gutem Stahl geworden. Es hatte demnach diese weitere Bearbeitung die
Qualität des Stahles bedeutend gebessert.
Die auſserordentliche Sprödigkeit der Platten nach dem Stanzen würde nun das Bersten
des Kessels bei der Wasserdruckprobe sehr gut erklären, wenn die Platten nicht nach
dem Stanzen ausgeglüht wären. Da sie aber an den Nähten auch nachher noch so spröde
waren, nach einem nochmaligen Ausglühen dagegen biegsam wurden, so ist es
augenscheinlich, daſs die Platten das erste Mal nicht ordentlich ausgeglüht sein
konnten. Es wird hiernach fraglich, ob es überhaupt möglich ist, sehr groſse Platten
so auszuglühen, daſs alle Spannungen, die durch Stanzen, stellenweise Erhitzung o.
dgl. hervorgerufen sind, aufgehoben werden, und es folgt hieraus, daſs es immer
räthlich sein wird, die
Löcher in solchen Platten zu bohren und so die Nothwendigkeit des Ausglühens zu
vermeiden.
Es wurden in der Folge auch noch andere Platten von Parker untersucht, welche bei der Verwendung im Schiffbau ebenfalls in
auffallender Weise gesprungen waren. Die Untersuchungen wurden in der gleichen Weise
geführt und ergaben die gleichen Resultate. Auch von diesen Platten wurden Stücke
von 23mm,8 (15/16'') auf 7,9 und 9mm,5 (5/16 und 6/16'') ausgewalzt, und zwar das eine Stück bei
gewöhnlicher Erwärmung, ein zweites bei Weiſsglühhitze und ein drittes bei so
niedriger Temperatur, wie es ohne die Walzen zu zerbrechen möglich war. Von allen
drei Stücken gaben abgescherte unbehobelte Streifen gute Biegungsresultate, wenn
auch das erste bei der gewöhnlichen Temperatur gewalzte Stück die gröſsten Biegungen
aushielt. Es lieſs sich erkennen, daſs geringe Unterschiede in der Temperatur beim
Walzen keinen wesentlichen Einfluſs auf die Güte des Materials haben können. Auch
diese Versuche bestätigten die gemachte Erfahrung, daſs durch das Stanzen die
Stahlplatten in der nächsten Nähe der gestanzten Löcher spröde werden, aber um so
weniger, je mehr mechanische Arbeit die Platten in sich aufgenommen haben.
Im Anschluſs hieran mögen noch die Resultate einiger die gleiche Sache betreffenden
Versuche mitgetheilt werden, welche auf Veranlassung des Board of Trade von Kirhaldy ausgeführt und in
einem kürzlich erschienenen Berichte (vgl. Engineering,
1881 Bd. 31 S. 283) veröffentlicht wurden. Die Versuche wurden mit Stahlplatten von
6mm,35 (¼''), 12mm,7 (½'') 19mm,05 (¾'') und 25mm,4 (1'') Dicke, welche von der Steel Company of Scotland geliefert waren, angestellt
und zwar zunächst mit 30cm (12'') breiten Stücken,
die mit zwei Reihen Nietlöchern versehen wurden. Die Löcher wurden in einigen
Stücken von jeder Blechdicke gebohrt, in anderen gestanzt und ein Theil der Stücke
mit gestanzten Löchern wurde ausgeglüht. Es stellte sich heraus, daſs die
Zugfestigkeit der Stücke mit gestanzten Löchern beträchtlich geringer war als die
der Stücke mit gebohrten Löchern, daſs dieser nachtheilige Einfluſs des Stanzens
durch das Ausglühen fast, doch nicht ganz wieder aufgehoben wurde, daſs die
Differenz zwischen den Bruchbelastungen bei gestanzten und bei gebohrten Löchern mit
der Dicke der Bleche zunahm und endlich, daſs der Bruchmodul für die gebohrten, ja
selbst für die gestanzten und nachher ausgeglühten Stücke (berechnet nach dem
zwischen den Nietlöchern verbleibenden Querschnitt) gröſser war als für das volle
Blech. Das letzte etwas auffallende Resultat erklärt sich wohl daraus, daſs der bei
den durchlöcherten Stücken in Betracht gezogene kleinste Querschnitt nur auf einer
verschwindend kurzen Strecke vorhanden ist. Viel wichtiger sind aber die bezüglich
der Dehnung erhaltenen Resultate, welche in folgender Tabelle zusammengestellt
sind:
Verlängerung der Löcher beim Bruchin
Proc.
¼''
½''
¾''
1''
Gebohrt
24,3
37,0
37,6
33,5
Gestanzt
11,7
18,5
11,1
4,3
„ und ausgeglüht
27,1
35,1
33,0
29,8
Die Dehnung des nicht durch- lochten Bleches
war
17,2
26,9
26,0
24,4
Es zeigte sich also auch hier sehr deutlich, wie sehr die
Dehnbarkeit und damit auch die Biegsamkeit des Stahlbleches, namentlich aber der
dickeren Sorten durch das Stanzen leidet. Die Dehnung war ferner, wie auch die
Zugfestigkeit, bei den dünnen Blechsorten überhaupt gröſser als bei den dicken; nur
das ¼'' starke Blech, welches wohl von besonders harter Qualität sein muſste, machte
hiervon hinsichtlich der Dehnung eine Ausnahme.
Bei einer zweiten Versuchsreihe, die sich auch auf gestanzte und dann im Verhältniſs
von 13:16 aufgeriebene Löcher erstreckte, erhielt man die folgenden Resultate:
Verlängerung der Löcher beim Bruchin
Proc.
¼''
½''
¾''
1''
Gebohrt
32,0
44,0
32,0
44,0
Gestanzt
9,5
12,0
10,6
3,0
„ und ausgeglüht
36,5
43,0
35,3
26,0
„ und aufgerieben
22,0
28,5
22,6
25,0
Hiernach ist das Aufreiben in dem genannten Verhältnisse von
13:16 nicht genügend; besonders bei den dünneren Blechen müssen die Löcher bedeutend
mehr aufgerieben werden, wenn dieselbe Dehnbarkeit wie durch das Ausglühen wieder
erreicht werden soll.
Whg.
Tafeln