| Titel: | Maschine zur Anfertigung von Scheiben und Rohrflanschen o. dgl. aus Blechabfällen; von A. H. C. Bachmann. |
| Autor: | A. H. C. Bachmann |
| Fundstelle: | Band 241, Jahrgang 1881, S. 98 |
| Download: | XML |
Maschine zur Anfertigung von Scheiben und
Rohrflanschen o. dgl. aus Blechabfällen; von A. H. C. Bachmann.
Mit Abbildungen auf Tafel 10.
A. Bachmann's Maschine zur Anfertigung von Scheiben u.
dgl.
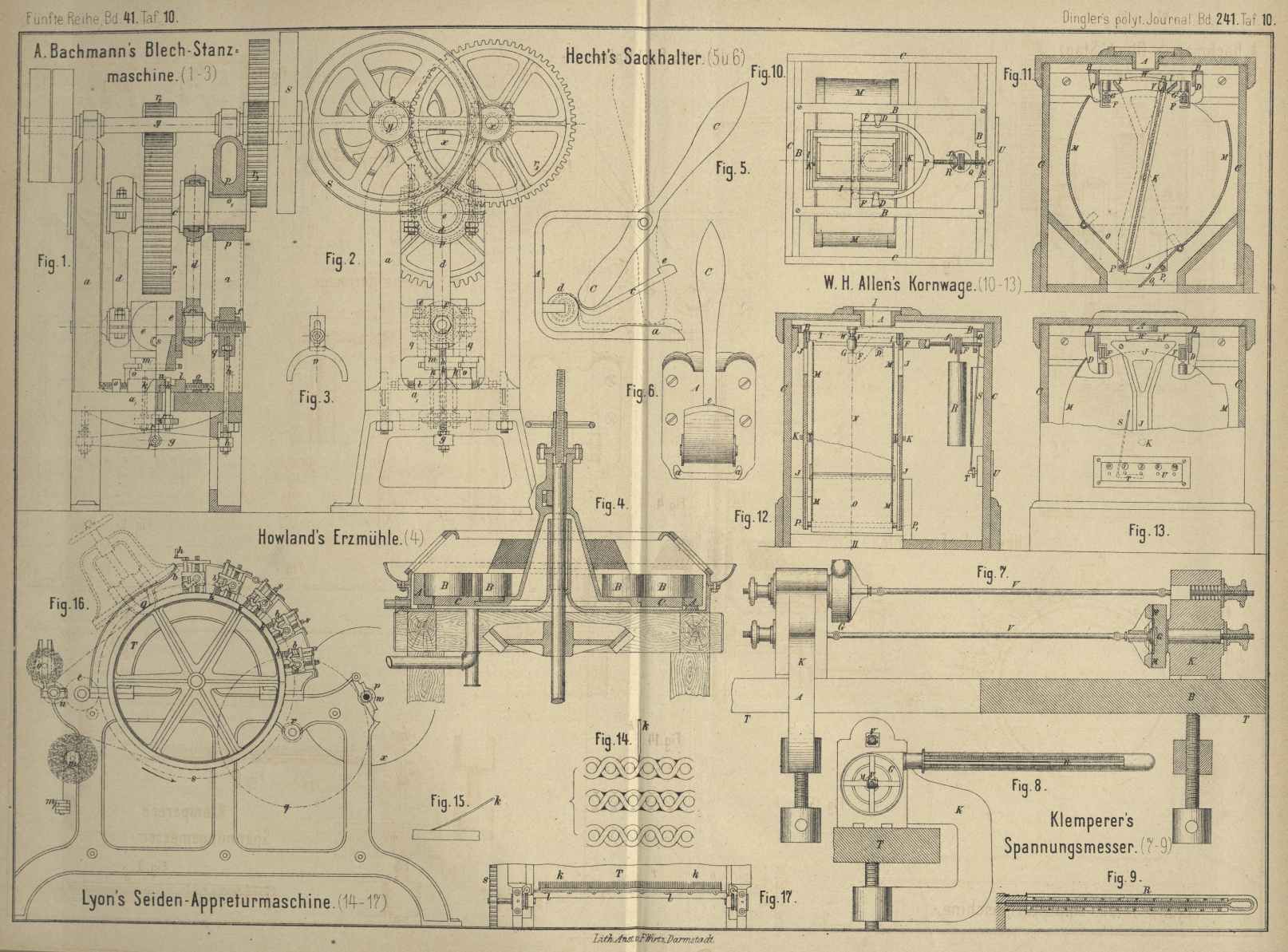
Die in Fig. 1 bis 3 Taf. 10
nach Uhland's Praktischem
Maschinenconstructeur, 1881 S. 108 dargestellte
Maschine dient zum Ausstanzen von Scheiben und Flanschen in beliebiger Gröſse und
Gestalt aus Blechabfällen bis zur Stärke von 20 bis 23mm. Bei groſsen und dicken Flanschen werden die zu benutzenden Stücke in
einem Glühofen bis zur Hellrothglut erwärmt und in diesem Zustande ausgestanzt. Bei
kleineren und schwachen Scheiben kann das Ausstanzen kalt geschehen.
Die Maschine besteht aus den beiden Ständern a und der
Grundplatte a1, welche
ein zusammenhängendes Guſsstück bilden. Im oberen Theile der Ständer befinden sich
die Lager o1 zur
Aufnahme der Welle c und unter diesen die Führungen q für die Gleitbacken f,
welche den Druckkopf e aufnehmen. Zwei Pleuelstangen
d verbinden die Welle c mit dem Druckkopf e. Die Welle c ist an den Stellen, wo die Pleuelstangen d angreifen, excentrisch, so daſs beim Rotiren der
Welle c der Preſskopf e
bald gehoben, bald gesenkt wird. In den Gleitbacken sind die Stangen h eingeschraubt und durch Gegenmuttern gegen das Lösen
gesichert. Ferner sind die Stangen h mit einer
Querstange g verbunden, welche in der Mitte von einer
Gabel r gefaſst wird. Am Ende der Gabel r befindet sich die mit vier Löchern versehene Scheibe
i, durch welche Stahlstangen k führen, die mittels Muttern hoch und niedrig gestellt
und festgeschraubt werden können. Die Querstange g und
die mit ihr verbundenen Theile machen genau die auf- und niedergehende Bewegung des
Preſskopfes e mit, wobei die Stangen k in der Matrize l geführt
werden. Der Preſskopf e ist hohl und nimmt unten den
Stempel m auf, welcher durch die Schraube s festgehalten wird und ebenfalls durchbohrt ist. Die
Schneidfläche des Stempels m wird durch eine
Stahlscheibe gebildet, die mittels versenkter Schrauben befestigt ist.
Unterhalb des Stempels m befindet sich eine Matrize l, welche durch vier Stellschrauben o genau abgerichtet und festgestellt werden kann;
dieselbe nimmt beim Niedergange des Preſskopfes e den
Stempel m
auf. In der Mitte der
Matrize l befindet sich ein Stempel u, welcher der Bohrung des Preſsstempels m genau entspricht und beim Niedergange hineintritt.
Der mittlere Stempel u ist um 15mm niedriger als der Matrizenring l. Hierdurch wird erreicht, daſs zuerst der äuſsere
Rand der Flanschen beim Niedergehen des Stempels m
gebildet wird, somit die Arbeit zur Herstellung der Scheibe auf zwei Pressungen
entfällt, wodurch die Kraft besser vertheilt und infolge dessen weniger
Betriebskraft erfordert wird. Die Gabel v (Fig.
3) dient dazu, den Rest des Bleches, welches von der ausgepreſsten Scheibe
übrig bleibt, vom Stempel m abzustreifen, worauf die
Stangen k die fertige Scheibe aus der Matrize l herausstofsen.
Auf der Welle c befindet sich ein Stirnrad aus zwei
Hälften, welches durch ein kleines Rad auf einer fest gelagerten Vorgelegewelle
angetrieben wird; letztere wird dabei wiederum durch eine andere Welle mit
Schwungrad und Riemenscheiben in Bewegung gesetzt.
Das Rad r1 auf der Welle c besteht aus zwei Theilen,
mit einein Theilkreisdurchmesser von 845mm, 150mm Zahnbreite und etwa 30mm Zahnstärke. Das kleine Getriebe r2 auf der Welle x hat einen Theilkreisdurchmesser von 218mm, bei 150mm
Zahnbreite ebenfalls 30mm Zahnstärke. Das
Vorgelegerad r3 auf der
Welle x hat 845mm
Theilkreisdurchmesser, 100mm Zahnbreite, etwa
20mm Zahnstärke und ist mit einem kleinen
Triebrad r4 von 218mm Theilkreisdurchmesser, 100mm Zahnbreite und 20mm Zahnstärke auf der Welle y in Eingriff.
Das Schwungrad S hat einen Durchmesser von 1000mm; die Kranzstärke beträgt 100 × 150mm. Die Riemenscheiben, eine lose und eine feste,
haben einen Durchmesser von 600mm bei 110mm Breite.
Die Geschwindigkeit bezieh. die Umdrehungszahl der Welle c ist 55 bis 60 in der Minute; der Hub des Preſskopfes
beträgt 66mm. Die Stangen k nehmen je nach der Gröſse der Scheiben oder der verschiedenen
auszustanzenden Gegenstände eine andere Stellung ein, zu welchem Zwecke in die
Scheibe i mehrere Löcher für dieselben in verschiedener
Entfernung, übereinstimmend mit den Löchern in der Bodenplatte, gebohrt sind.
Die Wirkungsweise der Maschine ist folgende: Sobald die Stempel gut gerichtet und
befestigt sind, wird das hellroth glühende Blechstück beim Aufgange des Stempels m untergeschoben. Beim Niedergehen drückt der Stempel
m die Scheibe in die Matrize l, wobei der Ueberschuſs des Blechstückes den Stempel
m umringt. Beim Aufsteigen des Stempels wird durch
das Ueberschieben einer Gabel v über den Blechrest der
Stempel m von dem Bleche befreit und beim weiteren
Aufgange die in der Matrize gepreſste Scheibe durch die Stangen k ausgestofsen und vom Arbeiter beseitigt. Das mittlere
ausgestoſsene Blechstück findet seinen Ausgang durch den Preſskopf nach oben.
Die Maschine kann zur Herstellung von vielen anderen Gegenständen Anwendung finden,
z.B. zum Ausstanzen von Galle'schen Gelenkketten, Bufferscheiben u. dgl.;
selbstverständlich gehören zu den verschiedenen Zwecken auch verschiedene Matrizen
und Stempel.
Tafeln