| Titel: | R. Döhn's Neuerungen an Stampfmaschinen zur Herstellung von Sandformen. |
| Fundstelle: | Band 241, Jahrgang 1881, S. 258 |
| Download: | XML |
R. Döhn's Neuerungen an Stampfmaschinen zur
Herstellung von Sandformen.
Mit Abbildungen auf Tafel 20.
Döhn's Neuerungen an Stampfmaschinen.
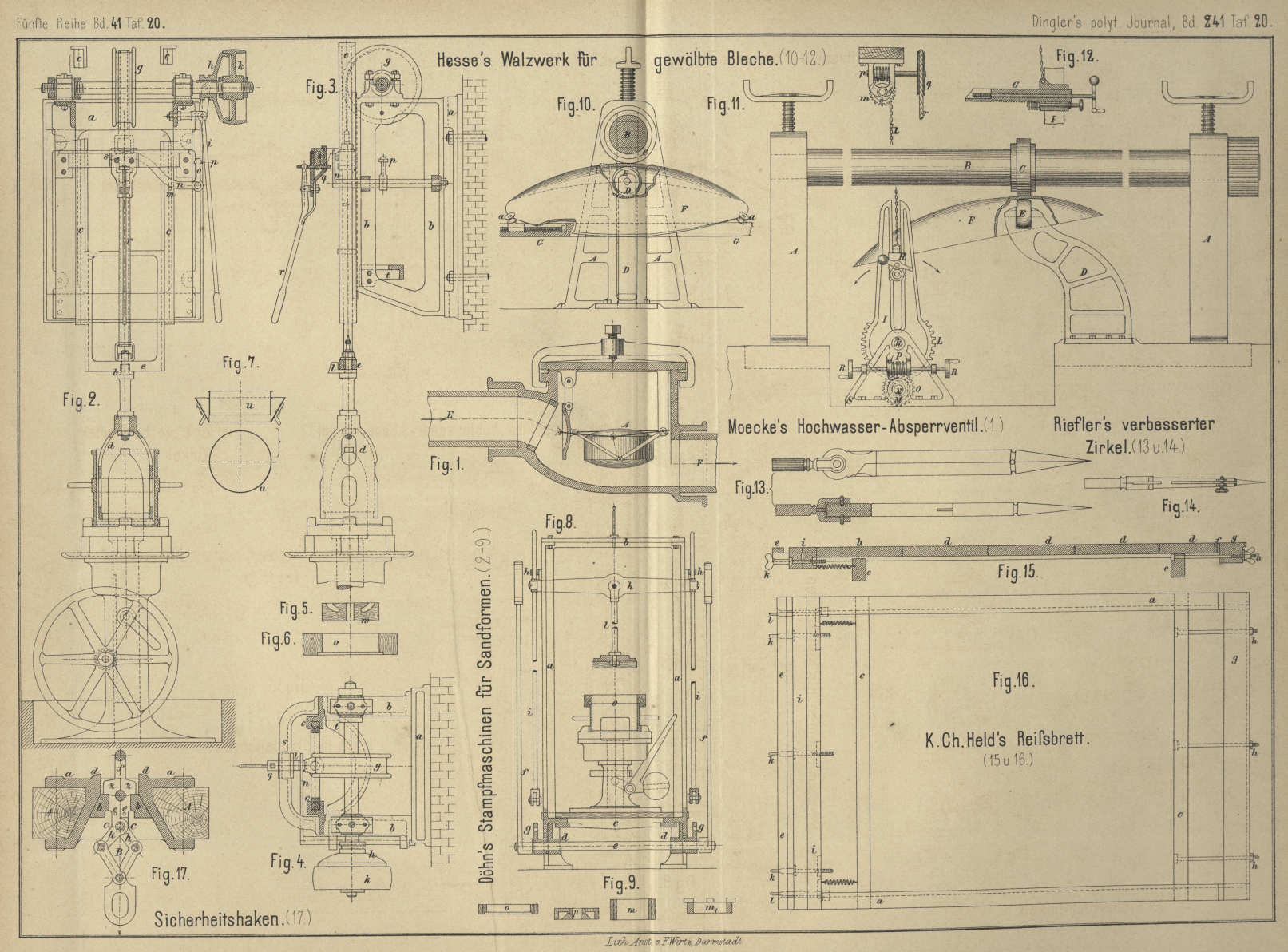
Zur Anfertigung der Sandformen für Geschosse kann die
von R. Döhn in Siegburg (* D. R. P. Kl. 31 Nr. 9724 vom
11. September 1879) erfundene, in Fig. 2 bis
7 Taf. 20 dargestellte Maschine mit Vortheil verwendet werden. Dieselbe
wird sowohl für Hand-, als Maschinenbetrieb angefertigt und unterscheidet sich von
den sonst verwendeten Maschinen durch den freifallenden Stampfer, welcher das Aufstampfen des
Formkastens besorgt, während diese Arbeit häufig durch Preſsplatten erreicht
wird.
Zur gleichmäſsigen Zuführung des Formsandes in den Formkasten bedient man sich eines
dem Querschnitt des zwischen Modell und Formkasten befindlichen Raumes
entsprechenden Fülltrichters u (Fig. 7);
derselbe besteht aus einem äuſseren, conisch geformten Trichter mit drei Rippen,
zwischen bezieh. auf welchen ein Blechcylinder derart ruht, daſs die oberen Kanten
des Cylinders und Trichters in einer Ebene liegen, wenn der Blechcylinder unten in
dem Trichter steht. Der Zwischenraum zwischen Cylinder und Trichter wird nun mit
Formsand locker angefüllt und der Fülltrichter dann auf den Formkasten mittels der
über den Kastenrand übergreifenden Füſschen centrisch aufgesetzt. Bei dem durch die
Führungsrippen bedingten geraden Herausnehmen des Cylinders nach oben fällt nun der
Formsand gleichmäſsig in den Formkasten hinein. Je nach dem Querschnitt des Modelles
oder Kastens nimmt auch der Fülltrichter eine diesem Querschnitte entsprechende Form
an, behält aber sonst seine Einrichtung.
Die Maschine selbst für Maschinenbetrieb hat folgende Einrichtung. Auf der Platte a sind zwei entsprechend bearbeitete guſseiserne Böcke
b aufgeschraubt, welche vorn mit den Führungen c zum Aufnehmen des den Façonstampfer d tragenden schmiedeisernen Gleitrahmens e versehen sind. Das Heben des Stampfers wird bewirkt
durch einen an der hölzernen Scheibe g befestigten
Riemen, indem durch Einrücken der auf der Welle nicht drehbaren, sondern nur
seitlich verschiebbaren Reibungsscheibe h mittels des
Handhebels i in die durch den Betriebsriemen in steter
Umdrehung gehaltene lose Scheibe k die auf den Böcken
h gelagerte Welle in drehende Bewegung gesetzt
wird. Das Ausrücken der Scheibe h erfolgt durch die
Maschine selbstthätig, indem bei der richtigen Höhenstellung des gehobenen Stampfers
die an den Rahmen befestigte Nase l unter den längeren,
auf dem Stift m ruhenden Arm n eines Winkelhebels faſst, letzteren in Drehung versetzt und so mittels
des in dem kürzeren Arm o verstellbar befestigten
Schlagstückes p gegen den Handhebel i drückend die Auslösung der Reibungskupplung bewirkt.
Dieselbe Nase l dient zum selbstthätigen Festhalten des
gehobenen Stampfers in der Höhenlage, indem sich dieselbe bei dem durch die Schwere
herbeigeführten Niedergang des Stampfers auf den inzwischen durch Federkraft wieder
vorgeschobenen Schieber q aufsetzt, welcher beim
Aufgang des Stampfers vorher durch die entsprechend abgeschärfte Nase zurückgedrückt
worden war. Der durch den Handhebel r zu bewegende
Schieber q nebst Führungsgehäuse ist an dem
guſseisernen Querträger s befestigt, welch letzterer
mit dem gebogenen Querträger t als vordere
Querverbindung der beiden Böcke b dient.
Nachdem nun mittels des Fülltrichters u der Kasten
theilweise gefüllt ist, zieht der Arbeiter durch einen Druck auf Handhebel r den Schieber q unter der
Nase l fort und der Stampfer fällt frei in den
Formkasten hinunter. Das Auffüllen des Sandes und die Schläge des Stampfers lassen
sich nun leicht reguliren zur Erzielung jeder gewünschten Festigkeit der Form. Zum
Aufstampfen der oberen Geschoſsspitze z.B. wird, nachdem der Formsand leicht mit der
Hand gegen das Modell gedrückt worden ist, der hölzerne Füllring v (Fig. 6) auf
den Formkasten gesetzt, derselbe mit Sand entsprechend gefüllt und dann der hölzerne
Stampfring w (Fig. 5)
darauf gelegt, auf welchen nunmehr der fallende Stampfer schlägt und so oben auf dem
Formkasten eine ebene Fläche bildet, womit das Aufstampfen des Formkastens beendigt
ist. Nachdem der überflüssige Sand abgestrichen und die erforderlichen Luftlöcher
gestochen sind, wird das Modell mittels der Formmaschine aus der Form
heruntergezogen und der zum Guſs fertige Kasten abgehoben.
Diese Maschinen finden in gleicher Construction auch Anwendung bei der Herstellung
der Sandformen von Töpfen, Achsbüchsen, Achslagerkasten u. dgl.; nur ist hierbei ein
der äuſseren Form des zu erzeugenden Gegenstandes entsprechend geformter
Faconstampfer zu verwenden.
Das vorstehend beschriebene Verfahren hat nun Döhn im
Allgemeinen auf Stampfpressen (* D. R. P. Kl. 31 Nr. 12162 vom 5. Juni 1880)
übertragen. Die Wirkung des früher freifallenden Façonstampfers auf die Sandform
wird hier durch das Einpressen von Façon-Hohlprismen in die Sandform hervorgebracht.
Als Stampfpresse dient eine Hebelpresse mit seitwärts beweglichem Preſsstempel;
dieselbe ist in Fig. 8 und
9 Taf. 20 skizzirt.
An dem Gestell, gebildet aus den Ständern a und den
Querverbindungen b und c,
ist unten eine in den Lagern d ruhende Welle e befestigt, welche zwei lange Handhebel f und zwei kurze Druckhebel g trägt. Die Bewegung dieser Hebel wird mittels der beiden in den Augen
h geführten, mit Gelenk versehenen Zugstangen i auf den Querbalken k und
den an letzteren seitlich bewegbar hängenden Preſsstempel l derart übertragen, daſs letzterer eine nahezu senkrechte Aufwärts- und
Abwärtsbewegung beim Bethätigen des Handhebels macht.
Auf der tischartigen Platte des guſseisernen Gestelles wird nun der aufzustampfende
Formkasten senkrecht unter dem Preſsstempel aufgestellt. Nachdem der Formkasten
theilweise mit Sand gleichmäſsig hoch angefüllt ist, setzt der Arbeiter den längsten
der Preſsringe m auf den Sand und hakt den seitwärts an
einem Haken aufgehängten Preſsstempel l aus, so daſs
derselbe in die verticale Lage kommt. Nun wird mittels der Handhebel f der Preſsstempel abwärts gedrückt, bis er auf dem
oberen Formkastenrand aufsitzt. Danach werden die Handhebel und mit ihnen der Preſsstempel
wieder aufwärts bewegt und erstere durch eine einfache Klinkvorrichtung in dieser
Lage an dem Gestell der Stampfpresse festgehalten, während der Preſsstempel wieder
seitwärts an einem Haken aufgehängt wird, um das Herausnehmen des niedergedrückten
Preſsringes und das Aufgeben einer neuen Menge Sandes zu ermöglichen, welche nunmehr
mittels des nächst kürzeren Preſsringes m1 in der vorher beschriebenen Weise bis auf ein
bestimmtes Maſs zusammengedrückt wird. Diese Hantirungen wiederholen sich je nach
der gröſseren oder geringeren Höhe der Formkasten so oft, bis die Form nahezu
gefüllt ist. Zum Schluſs wird ein Füllring o auf den
Kasten gesetzt, bis zum Rande mit Sand angefüllt und letzterer nun mittels des
Stampfringes p in den Kasten oberhalb des Modelles
hineingedrückt. Nachdem der überflüssige Sand abgestrichen und die erforderlichen
Luftlöcher gestochen sind, wird das Modell mittels der Formmaschine heruntergezogen
und der zum Guſs fertige Kasten abgehoben. Das Aufstampfen niedriger Formkasten,
z.B. der in der Skizze dargestellten Oberkasten für den Geschoſsboden und das
gleichzeitige Einformen der Trichter und Eingüsse, kann auch zweckmäſsig unter
Anwendung von Einlegringen mittels einer einzigen Pressung bewirkt werden.
Tafeln