| Titel: | Ueber Universal-Walzwerke. |
| Autor: | D. |
| Fundstelle: | Band 241, Jahrgang 1881, S. 338 |
| Download: | XML |
Ueber Universal-Walzwerke.
Mit Abbildungen auf Tafel 25.
Ueber Universalwalzwerke.
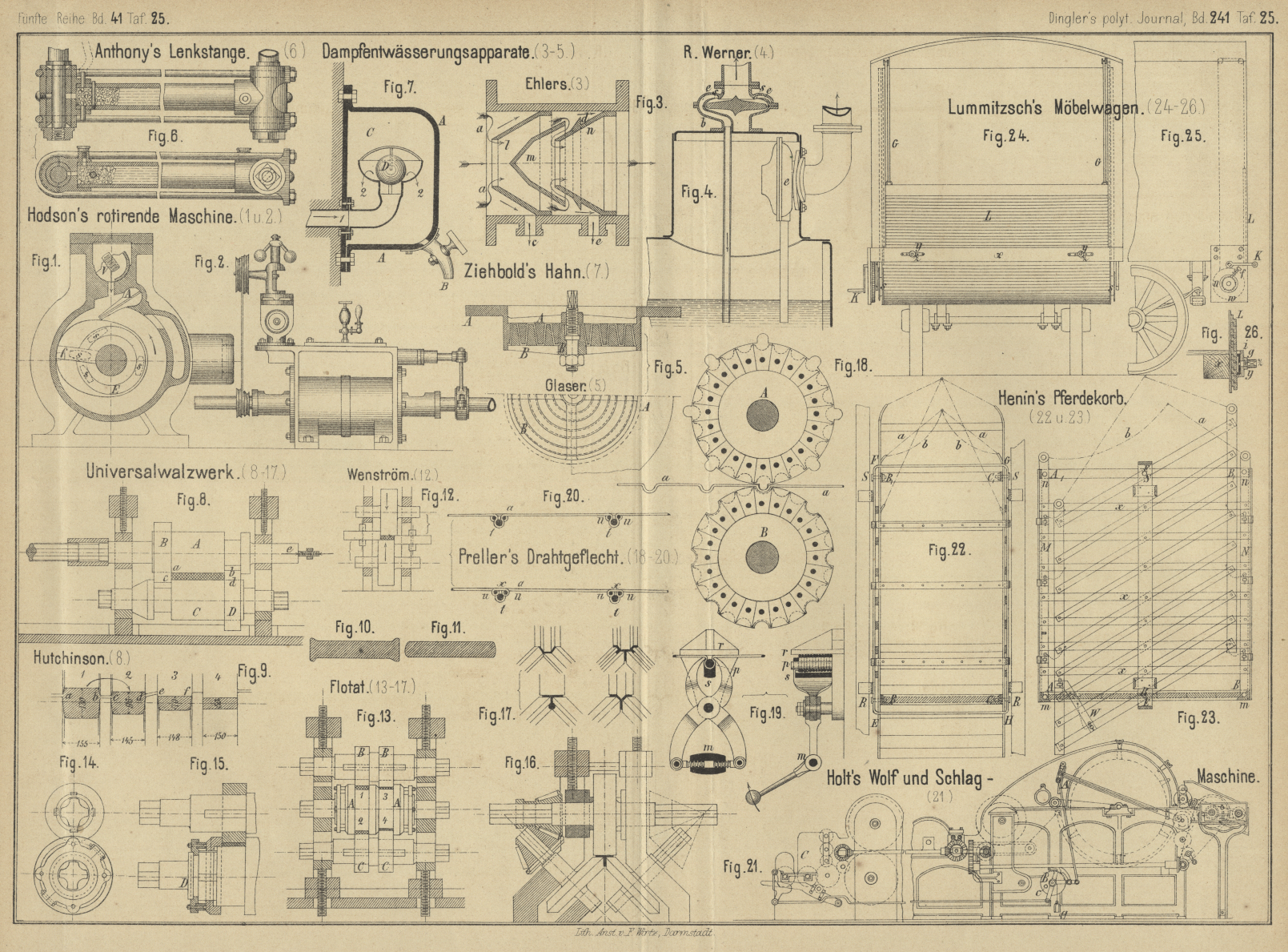
Seitdem vor etwa 2 Jahren der Engländer Edw. Hutchinson
das in Fig. 8 Taf. 25 dargestellte Universalwalzwerk veröffentlicht hat (vgl.
1880 236 * 201), sind mehrere neue Constructionen
patentirt worden, welche sämmtlich mehr oder weniger die Einrichtung haben, daſs die
Auswalzung in geschlossenen Kalibern erfolgt, ohne daſs die Bedingungen zur
Vermeidung der Bildung eines sogen. „Grates“ erfüllt worden wären.
Bekanntlich bestehen diese bei den gewöhnlichen Walzenkalibern (Fig. 9)
darin, daſs man bei der Walzung aus dem offenen Kaliber 1 in 2 den Stab um 90°
dreht, wobei der bei a und b gebildete Grat wieder flach gedrückt wird, dann den Schluſs cd von 2 und 3 nach ef verlegt, so daſs
3 ein geschlossenes Kaliber bildet, in welchem die
Gratbildung dadurch vermieden wird, daſs für die Breitung des Stabes genügend
zugegeben wird.
Bei der Herstellung des Flacheisens im gewöhnlichen Universalwalzwerk mit einem Paar
horizontaler und einem Paar verticaler Walzen entsteht ein Querschnitt mit
aufgestauchten Seitenflächen (Fig. 10),
wenn die letzteren in der Walzrichtung hinter den ersteren liegen; bei umgekehrter
Lage erhält der Querschnitt die Form nach Fig. 11,
weil die Breitung nach dem Durchgange durch die verticalen in den horizontalen
Walzen erfolgt, und wird dieser Anordnung der Vorzug gegeben. Soll beides vermieden
werden, so müssen bei erstbeschriebener Anordnung die verticalen Walzen bei den
letzten Stichen aus einander geschraubt werden, so daſs sie alsdann nicht mehr
stauchend wirken. Hutchinson bildet die seitliche
Begrenzung des Kalibers durch die Ringe B und D (Fig. 8),
welche auf den zugehörigen Walzen A und C lose aufgesteckt sind und in entsprechenden
Einschnitten eingreifen. Die Bildung des Grates wird also bei c und d erfolgen, wenn
nicht die Einrichtung so getroffen ist, daſs die Oberwalze während des Betriebes in
der Richtung e verschoben werden kann, so daſs das
Kaliber erbreitert wird; hierüber sowie überhaupt über die bisherigen
Betriebsresultate, welche dieses Walzwerk ergeben hat, sind bisher keine
Veröffentlichungen erfolgt.
Der Schwede W. Wenström hat das in Fig. 12
Taf. 25 dargestellte Universalwalzwerk (vgl. * S. 296 d. Bd.) patentiren lassen, bei
welchem die Achsen der 4 Walzen in einer gemeinschaftlichen Ebene liegen, und würde
hierbei die Gratbildung in allen 4 Ecken des Kalibers unvermeidlich sein, wenn die
Anstellung der Walzen während des Betriebes nur in verticaler Richtung erfolgt, wie
die Pfeile anzeigen; auch hier muſs eine Erweiterung des Kalibers nach jedem
Durchgange des Stabes
durch Auseinanderstellen der verticalen Walzen ermöglicht werden, wenn diese
Construction praktische Erfolge erzielen soll.
In Armengaud's Publication
industrielle, 1881 Bd. 27 S. 253 wird das Flacheisenwalzwerk des
französischen Ingenieurs A. Flotat ausführlich
beschrieben und sind hieraus die Fig. 13 bis
15 Taf. 25 in vereinfachter Form entnommen. Wie ersichtlich, bildet
dasselbe im Wesentlichen eine Erweiterung des Hutchinson'schen Systemes vom Duo auf das Trio; es werden aber hier nicht
nur die Seitenflächen durch die losen Ringe A der
Mittel walze gebildet, sondern abwechselnd auch die oberen und unteren Seitenflächen
durch die Ringe B und C
der Ober- und Unterwalze, deren Befestigungsweise in Fig. 14 und
15 in vergröſsertem Maſsstab dargestellt ist. Die Mittelwalze liegt fest,
die Ober- und Unterwalze sind während des Betriebes in verticaler Richtung
verstellbar; behufs Neubildung eines Fertigkalibers von bestimmter Breite werden
sämmtliche Ringe ausgewechselt. Ein Erbreitern der Kaliber während des Betriebes ist
hier nicht möglich; indessen muſs zugegeben werden, daſs bei einem Trio die
Gratbildung nicht in dem Maſse entstehen kann als bei einem Duo, weil beim Walzen
von Kaliber 1 nach 2
dieselbe einmal oben und einmal unten stattfindet, so daſs der Grat stets wieder
flach gedrückt wird. Es muſs indessen jedenfalls ein sehr genauer Schluſs im Kaliber
vorausgesetzt und der Ansatz D (Fig. 15)
der Mittel walze dem vollen Seitendrucke entsprechend construirt werden, welcher
bekanntlich in geschlossenen Kalibern sehr groſs ist, nachdem ja die in einer Breite
von 150mm angegossenen Ränder noch abgeschert
werden, selbst wenn für die Breitung zugegeben wurde. Flotat betrachtet 1 und 2 als Vorkaliber, kann also beim Uebergange auf 3 und 4 der Breitung in
geringem Maſse Rechnung tragen; sollte aber in 1 und
2 eine Gratbildung stattgefunden haben, so ist
dieser Fehler hierdurch nicht mehr zu beseitigen und bei dem starken Verschleiſse,
dem die Ränder aller Walzen unterworfen sind, ist ein ganz tadelloser Schluſs nicht
lange zu erhalten.
Wenn somit die Erfinder der neuen Universalwalzwerke wohl bestrebt waren, die Mängel
des alten: die Seitenflächen aufzustauchen oder abzurunden, zu beseitigen, so tritt
dagegen die Schwierigkeit auf, die Gratbildung zu vermeiden, welche bei letzterem
gar nicht vorhanden ist. Auch eine erhebliche Vereinfachung der Construction läſst
sich nicht erkennen, und bedenkt man, daſs die erwähnten Mängel in der Praxis auf
ein Minimum gebracht werden, so muſs man bezweifeln, daſs die Neuerungen durch ein
wirkliches Bedürfniſs hervorgerufen werden. In noch höherem Maſse gilt dies von dem
Flotat'schen Universalwalzwerke für Profileisen,
welches a. a. O. veröffentlicht wird und dessen Anordnung in Fig. 16
Taf. 25 skizzirt ist. Der Erfinder will mittels desselben jede nur denkbare
Profilform herstellen, wie aus Fig. 17
ersichtlich ist, ohne indessen die Entwicklung dieser Fertigkaliber aus der Block- oder Paketform
anzugeben, welche wesentlich durch das Anstellen der Oberwalze in verticaler
Richtung erfolgen muſs, da die Neigung der unteren Walzen nur in geringem Maſse
durch Keile, welche unter den Lagern liegen und mittels Schrauben bewegt werden,
verändert werden kann. Es ist ferner nicht ersichtlich, in welcher Weise diejenigen
Flächen glatt und geradlinig gewalzt werden sollen, weiche in den nach 3 Seiten
offenen Kalibern keine Begrenzung erhalten; die Kanten derselben würden bei der
vorliegenden Einrichtung die Form des unbeschnittenen Bleches annehmen, so daſs,
hiernach allein zu urtheilen, der Vorschlag als eine unfertige Studie betrachtet
werden muſs. Daſs auf dem angedeuteten Wege ein für die Praxis werthvolles Resultat
zu erreichen ist, muſs bezweifelt werden; denn bis jetzt haben umständliche
Walzwerke sich noch nicht bewährt und werden nur gezwungener Weise zur Herstellung
besonderer Formeisen, wie Radreifen, Scheiben zu Vollrädern u. dgl., benutzt. Wenn
aber Flotat den bestehenden Profileisen Walzwerken eine
Reihe von Mängeln nachweist, so darf dem entgegengehalten werden, daſs z.B. ein
Trio, mit welchem in 24 Stunden 300000k
Stahlschienen hergestellt werden, diese Mängel doch nur in geringem Maſse besitzen
kann und jedenfalls die Construction eines Universal Walzwerkes mit conischen
Getrieben für eine solche Leistung eine höchst schwierige Aufgabe sein würde.
D.
Tafeln