| Titel: | Mehrtens' Verfahren zur Herstellung der Bufferkreuze für Eisenbahnfahrzeuge. |
| Fundstelle: | Band 241, Jahrgang 1881, S. 432 |
| Download: | XML |
Mehrtens' Verfahren zur Herstellung der
Bufferkreuze für Eisenbahnfahrzeuge.
Mit Abbildungen auf Tafel 32.
Mehrtens' Herstellung der Bufferkreuze.
Es ist bekannt, daſs bei einem aus mehreren Theilen und gleichartigem Materiale
geschweiſsten Stücke die Festigkeit an den Schweiſsstellen im Allgemeinen geringer
ist als diejenige des verwendeten Materials. Man müſste daher verlangen, daſs solche
technische Gegenstände, die eine bedeutende Beanspruchung zu erleiden haben, soweit
es die Schmiedetechnik zuläſst, aus einem Stücke ohne
Schweiſsung hergestellt werden. Bei kleinen einfachen Gegenständen ist diese
Herstellungsweise auch rationell, nicht aber für Stücke von groſser Masse oder
verwickelter Form.Die praktischen Engländer kommen z.B. von der Methode, groſse Wellen aus
einem Stücke Guſsstahl zu erzeugen, zurück. Vgl. Large forgings im Engineering, 1879
Bd. 28 S. 274 und 293. Die meisten Eisenbahnverwaltungen schreiben aus diesem
Grunde für die Lieferung kleiner Eisentheile, z.B. für Waggonbeschläge, die
Herstellung aus einem Stücke ohne Schweiſsung vor.
Die Bufferkreuze, welche zur Führung der Stange und zum Umschlieſsen der Feder der
Buffer an Eisenbahnfahrzeugen dienen, werden heutzutage noch aus mehreren Theilen
geschweiſst. Nachdem die Bufferkreuzbeine unter dem Dampfhammer gereckt worden sind,
wird der Lappen zur Aufnahme der Befestigungsschrauben gebogen, der obere breite
Theil zur Kopfbildung hohl gesetzt und das Bolzenloch gebohrt. Die 4
Bufferkreuzbeine werden darauf mit ihren hohl gebogenen Enden um einen in
Cylinderform gekrümmten Ring gelegt und ferner, damit die Beine später beim
Schweiſsen die richtige Lage behalten, mittels der Lappen auf eine Platte
festgeschraubt, auſserdem aber auch noch durch einen übergeschobenen Ring unter
Zuhilfenahme von 2 oder 4 Stiften gehalten. In diesem Zustande ist das Bufferkreuz
zum Schweiſsen fertig; es wird mit der Zange gepackt, ins Schweiſsfeuer gebracht und
nach erhaltener Schweiſshitze unter einem Dampfhammer in passendem Rundgesenke über
einen Dorn geschweiſst. Hierauf wird das geschweiſste Bufferkreuz, nachdem die Beine
etwas aus einander gebogen worden sind, in eine stählerne, in die Schabotte eines
Fallhammers eingesetzte Matrize gebracht und dem Kopfe durch das Eintreiben eines
sauber gedrehten Domes die passende Form gegeben. Endlich bringt man das Kreuz zum
Nachrichten auf einen der endgültigen Form entsprechenden Klotz. Das nachgerichtete
Kreuz ist dann zum Abdrehen und Feilen fertig.
Wenn manche Fabriken nun auch eine von der vorstehend beschriebenen etwas abweichende
Fabrikationsmethode befolgen, der Hauptsache nach sind doch alle Methoden gleich.
Jeder, der mit der Fabrikation der Bufferkreuze zu thun hat, weiſs aber auch, wie
schwierig es ist, bei dieser Methode den gestellten Anforderungen in Bezug auf
Festigkeit an den Schweiſsstellen und auf Innehaltung der genauen Form zu genügen.
Selten behalten die Beine beim Schweiſsen die genaue Lage und ebenso selten wird ein
Bufferkreuz derartig geschweiſst, daſs beim Auseinandertreiben des Kopfes mit Hilfe
eines conischen Domes keine ungeschweiſste Stelle zu sehen ist. Um diesen
Uebelständen abzuhelfen und um ein sicheres, dabei auch billigeres als das eben
beschriebene Bufferkreuz sowohl aus Schweiſseisen, als auch aus Fluſseisen oder
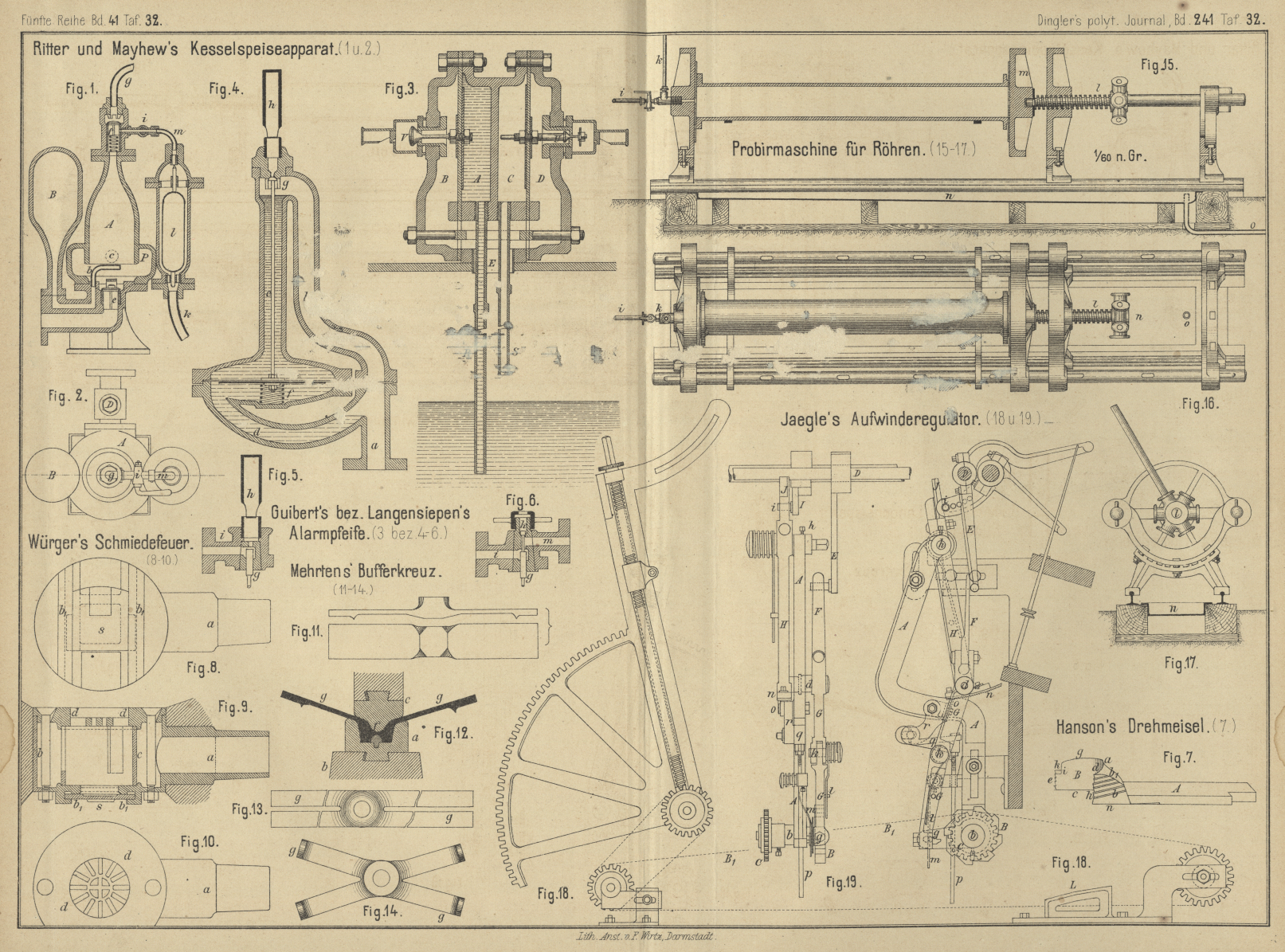
Stahl herzustellen, kann die folgende, in Fig. 11 bis
14 Taf. 32 dargestellte, vom Ingenieur Mehrtens in Hagen i. W. zuerst angegebene und in Glaser's Annalen für Gewerbe und Bauwesen,
1881 Bd. 9 S. 48 beschriebene Methode eingeschlagen werden.
Es wird unter dem Dampfhammer ein Stück von der Form Fig. 11
gereckt; dasselbe wird sodann im mittlern starken Theile weiſsglühen gemacht und in die sauber
ausgedrehte, in der Schabotte b eines Dampfhammers
befestigte Matrize a (Fig. 12)
gebracht und dort durch einige kräftige Schläge des in den Dampfhammerbär
eingesetzten Stempels c fast genau die Kopfform des
Bufferkreuzes gebildet. Der übrigbleibende Grat f wird
entweder in derselben Hitze unter einer Presse herausgestoſsen, oder nach dem
Erkalten des Stückes herausgebohrt. Hierauf werden, um die vier Beine zu bilden, die
Schenkel g des Stückes mit der Kalt- oder Warmsäge der
Länge nach in zwei Theile gesägt, so daſs dasselbe in der Oberansicht die Form der
Fig. 13 erhält, dann die Lappen zur Befestigung des Kreuzes angebogen und
gebohrt und die vier Beine nach der Schablone so gebogen, wie Fig. 14
veranschaulicht. Nunmehr ist das Bufferkreuz in eine solche Form gebracht, daſs es
genau auf dieselbe Weise fertig gestellt werden kann, wie oben schon beschrieben
ist.
Tafeln