| Titel: | Neuerungen an Gewindefräsmaschinen. |
| Autor: | Mg. |
| Fundstelle: | Band 242, Jahrgang 1881, S. 105 |
| Download: | XML |
Neuerungen an Gewindefräsmaschinen.
Mit Abbildungen auf Tafel 10.
Neuerungen an Gewindefräsmaschinen.
Zur Herstellung von Schraubengewinden, sowohl inneren, wie äuſseren, liegen zwei
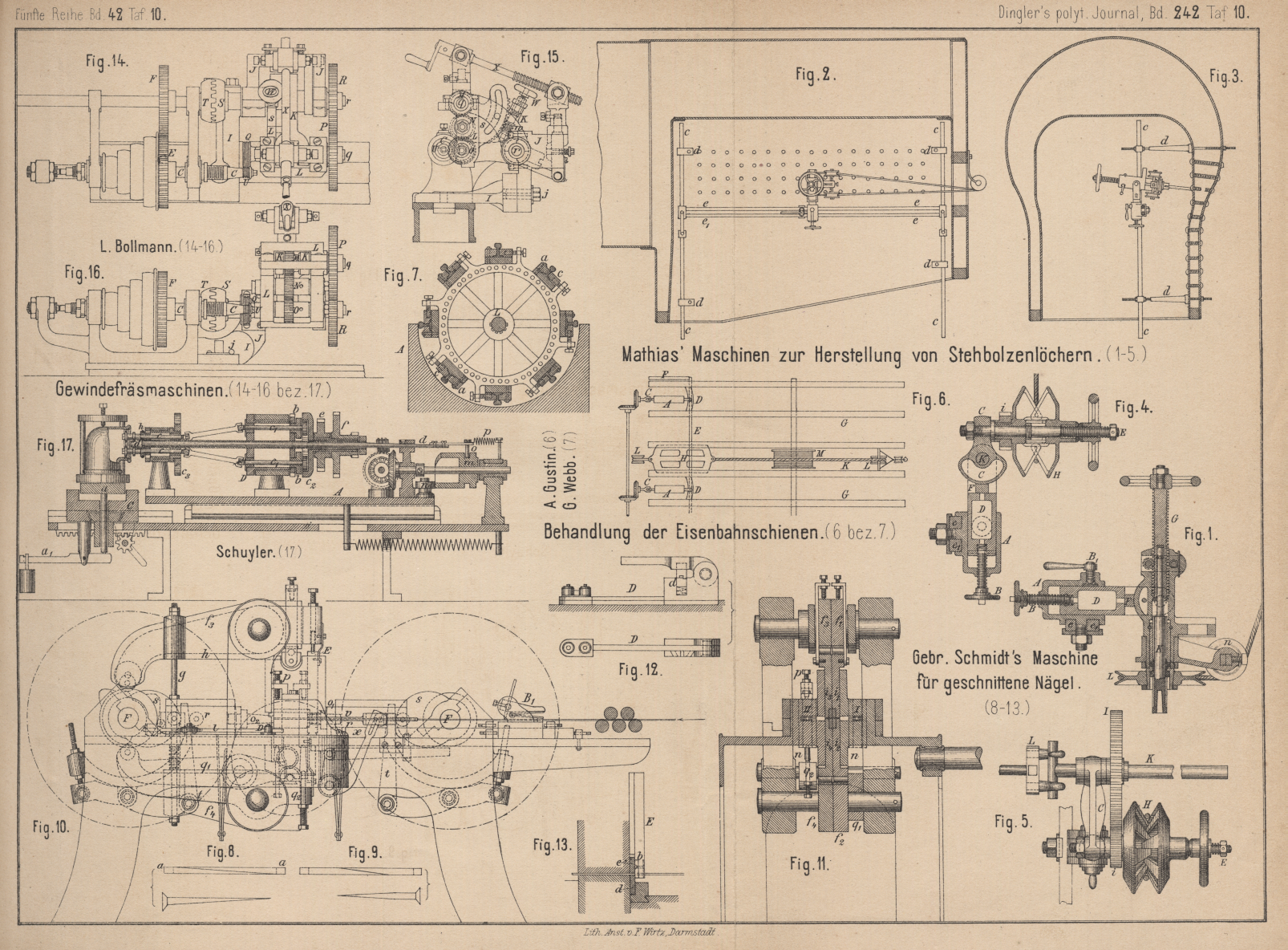
Fräsmaschinen vor. Bei der in Fig. 14 bis
16 Taf. 10 dargestellten Construction von L.
Bollmann in Baumgarten bei Wien
(Umgewandeltes * D. R. P. Kl. 49 Nr. 12877 vom 23. April 1880) wird ein sägeartig
gezahnter rotirender Fräser benutzt, dessen Peripherie die Gegenform des zu
schneidenden Gewindes bildet und auf einer Spindel befestigt ist, die in einem
beweglichen Rahmen oder Schlitten derart gelagert ist, daſs die schneidende Fläche
gegen das Arbeitstück, welches auf einer zweiten Spindel befestigt ist, geführt
werden kann, um das Schneiden zu bewirken.
Der mit Schraubengewinde zu versehende Gegenstand U wird
auf beliebige Weise auf der Drehbankspindel C
befestigt; von letzterer wird die Bewegung auf den Fräser Q durch die Zahnräder E und F, die Kupplung TS,
die Zahnräder R und Q bis
M derart übertragen, daſs sich Spindel C und Fräser Q mit
gleicher Geschwindigkeit in gleicher Richtung umdrehen, daſs ferner der Fräser eine
schwingende Bewegung um die Achse r (Fig. 14 und
16) zu machen vermag, wodurch er, ähnlich wie der Fräser einer
Räderschneidemaschine, mit dem zu schneidenden Gegenstand in Berührung gebracht
wird; daſs endlich der Fräser auch eine schwingende Bewegung um die Achse q erhält, damit er für verschiedene Schraubendurchmesser eingestellt
und auch innere Gewinde geschnitten werden können. Der Fräser läſst sich mit den
Achsen r und q auch schief
einstellen.
Um den Fräser dem Arbeitstück nähern oder entfernen zu können, ist der Rahmen L, in welchem seine Welle gelagert ist, mit einem
Zahnbogen s versehen, in welchen die Schnecke w eingreift, die durch das Handrädchen W in Drehung gesetzt wird. Hiernach erfolgt die
Feststellung des Rahmens L am Arme K durch eine Stellschraube, welche durch den Schlitz
des Segmentes s hindurchtritt, so daſs beide Theile ein
Stück bilden und der Fräser nur noch um die Achse r
schwingt, wenn die Schraubenspindel X gedreht wird;
Fräser und Arbeitstück kommen so in Berührung und das Gewinde des ersteren soll sich
nun genau auf letzterem copiren. Damit der Fräser möglichst richtig arbeitet, ist es
zweckmäſsig, demselben je nach der Steigung des Gewindes eine mehr oder weniger
schiefe Lage zu geben und die gleiche Schräge auch den Achsen r und q zu ertheilen. Dies
wird dadurch erreicht, daſs man die Klemmschrauben j,
welche den Träger J mit der Bettplatte I verbinden, in einem bogenförmigen Schlitz verschieben
kann.
Um innere Gewinde zu schneiden, erfordert der Apparat eine mehrseitige Umstellung
seiner Theile. Während sich beim Schneiden äuſserer Gewinde die Schrauben und Fräser
in gleicher Richtung drehen müssen, damit die Berührungsflächen derselben sich
gegenseitig in entgegengesetzter Richtung bewegen, müssen sich beim Schneiden
innerer Gewinde Fräser und Schrauben in entgegengesetzter Richtung drehen. Deshalb
wird das Rad O sammt seinem Zapfen aus dem Rahmen
entfernt und der Arm K festgestellt, die
Schlitzschraube des Zahnbogens s wird gelöst, damit
sich der Rahmen L um die Achse q frei drehen kann; ferner gibt man der Schneckenspindel w einen Spielraum, daſs der Fräser um die Welle q so viel schwingen kann, als die Tiefe des zu
schneidenden Gewindes nöthig macht. Die Drehung des Rahmens L geschieht wieder durch die Schraubenspindel X Weiter ist noch die Einrichtung getroffen, daſs sich der Fräser so viel
zurückschieben läſst, als nöthig ist, um in die Höhlung ein- und ausgeführt zu
werden.
Diese Maschine kann gleichfalls zur Herstellung anderer beliebiger regelmäſsiger oder
unregelmäſsiger Gegenstände benutzt werden, je nachdem man die Fräser formt, da der
bearbeitete Gegenstand jede Form des Fräsers annehmen muſs. Ebenso können zugleich
zwei oder mehrere Gewinde geschnitten werden, zum Beispiel die beiden
entgegengesetzten Gewinde der Mundlochschraube eines Ringzünders für Geschosse u.
dgl. Für diesen Fall ist der Fräser aus mehreren Theilen angefertigt und werden
sowohl die beiden verschiedenen Gewinde geschnitten, als auch der übrige Theil des
Arbeitsstückes passend profilirt.
Um die Fräser selbst mit dem richtigen Gewinde oder Profil zu versehen, fertigt man
zuerst ein Modell an, welches man auf die Drehbankspindel spannt, während man das
zur Erzeugung des Fräsers nöthige Stahlstück auf die Fräserspindel bringt und dann
die Maschine arbeiten läſst.
Bei der Gewindefräsmaschine von J. S. Schuyler in
Brooklyn, J. S. Mettler in Jersey City und B. M. Faugher in Newburgh, Nordamerika (* D. R. P. Kl.
49 Nr. 13459 vom 8. Juli 1880) wird das Schneiden der äuſseren bezieh. inneren
Gewinde durch das Zusammenarbeiten mehrerer Fräser erzielt, welche durch einen etwas
umständlichen Mechanismus geführt werden. Diese Maschine ist vorzugsweise dazu
bestimmt, Gewinde auf beziehungsweise in Röhren und Muffen einzuschneiden.
In einer Quernuth des Supportes C (Fig. 17
Taf. 10) sitzt der Teller a, auf welchem das Werkstück
so aufgespannt ist, daſs es sich leicht centrisch einstellen läſst und sein Gewicht
durch einen belasteten Hebel a1 ausgeglichen ist.
Die 4 Fräser sitzen an den Enden der Spindeln c, welche
durch Universalgelenke und Stangen mit den Wellen c1 verbunden sind, und erhalten eine Drehung sowohl
um ihre eigene Achse, wie auch um ihre gemeinschaftliche Hauptachse, während sie
gleichzeitig mit dem Schlitten A auch in der
Längenrichtung verschoben werden können. Zu diesem Zwecke sind die Wellen c1 in einer Büchse D gelagert, welche durch Eingriff eines Getriebes in
dem Zahnkranz b rotirt, wobei die Rädchen an c1 in das Hohlrad c2 eingreifen. Um die
gleichmäſsige Drehung zu sichern, erhält auch die vordere Lagerbüchse der
Frässpindeln c die gleiche Rotation durch das Rad c3. Die vordersten
Lager der Spindeln c sind radial verstellbar und werden
durch ein umgelegtes Gummiband h stets nach dem
Mittelpunkt hin zu rücken gesucht, in so weit dies die in der Achse eingelegte
Stange d gestattet, welche vorn einen kegelförmigen
Ansatz trägt, der die Fräser gegen die Wand des Arbeitstückes drängt. Eine geringe
Schrägstellung der Fräser wird durch Verdrehung des vordersten Lagerdeckels erzielt
und soll dadurch die Ganghöhe des zu schneidenden Gewindes regulirt werden.
Der Vorschub des Schlittens A erfolgt durch die Scheibe
m, deren schraubengangförmig abgeschnittene
Stirnfläche gegen die Rolle n am Schlitten drückt. Die
im Mantel m eingefräste Nuth dient zur Führung eines
Stiftes o an der Stange d,
welche beim Fertigwerden des Schraubenganges durch die Spiralfeder p zurückgezogen wird, da die Nuth hier sich erweitert
und dem Stift o auszuweichen gestattet. Durch das
Zurückziehen der Stange d kommt das Gummiband h zur Wirkung und rückt die Fräser nach innen in die
Ruhelage.
Der Antrieb der Maschine erfolgt in ähnlicher Weise wie bei den Drehbänken auf die
Räder e und f. Eine
praktische Verwendung dieser Maschine ist kaum in Aussicht zu nehmen; es sollte auch
nur das Bestreben charakterisirt werden, mittels Fräsen Schraubengewinde zu
erzeugen.
Mg.
Tafeln