| Titel: | Neuerungen an Gehrungsschneidmaschinen. |
| Fundstelle: | Band 243, Jahrgang 1882, S. 26 |
| Download: | XML |
Neuerungen an
Gehrungsschneidmaschinen.
Patentklasse 38. Mit Abbildungen auf Tafel 3.
Neuerungen an Gehrungsschneidmaschinen.
Die älteren Constructionen von Gehrungsschneidmaschinen begnügten sich mit der
Erzeugung des gebräuchlichsten Gehrungswinkels von 45°, wie er ganz gut auf der
allgemein bekannten Gehrungsstoſslade hergestellt wird. Während hier ein Schneiden
der Gehrung durch eine Säge geschieht, wird bei der vielfach nachgebauten Maschine
von Shute in London (1871 200 * 181) der Winkel durch
ein Messer abgespalten; dieses gleitet in einem Rahmen, unter welchem das
anzuschneidende Holz horizontal vorgeschoben wird, während die Führung des Messers
unter 45° gegen den Horizont geneigt ist. Das Messer wird durch einen Kniehebel zur
Wirkung gebracht.
Im Allgemeinen wird jedoch aus praktischen Rücksichten immer die Säge dem Messer
vorgezogen, trotzdem letzteres den sogen. Grat vermeidet, und so zeigen auch die
neueren Gehrungsschneidapparate im Allgemeinen nur die Einrichtung für das Schneiden
mit der Säge und Verbesserungen in der sicheren Führung derselben.
Die Gehrungslade von Friling und
Camp, in Köln (Erloschenes * D. R. P. Nr. 5350 vom 14. Juli 1878) schlieſst
sich der bekannten Stoſslade an, ohne indeſs eine Verbesserung derselben zu zeigen.
(Vgl. Kassow 1880 236 * 19).
Das Bestreben der neueren Constructionen geht darauf hinaus, auf derselben
Gehrungslade nicht nur einen bestimmten Winkel, sondern möglichst sämmtliche bei der
Einrahmerei zur Erzeugung vieleckiger Bilderrahmen u. dgl. gebrauchten Winkel
anschneiden zu können. Es wird dies im Allgemeinen durch Verstellung der
Anschlagleisten auf der Lade gegen die in festen verticalen Führungen horizontal
bewegbare Säge ermöglicht, oder umgekehrt durch Einstellung der um einen festen
Punkt drehbaren verticalen Säge gegen die festen Anschlagbacken.
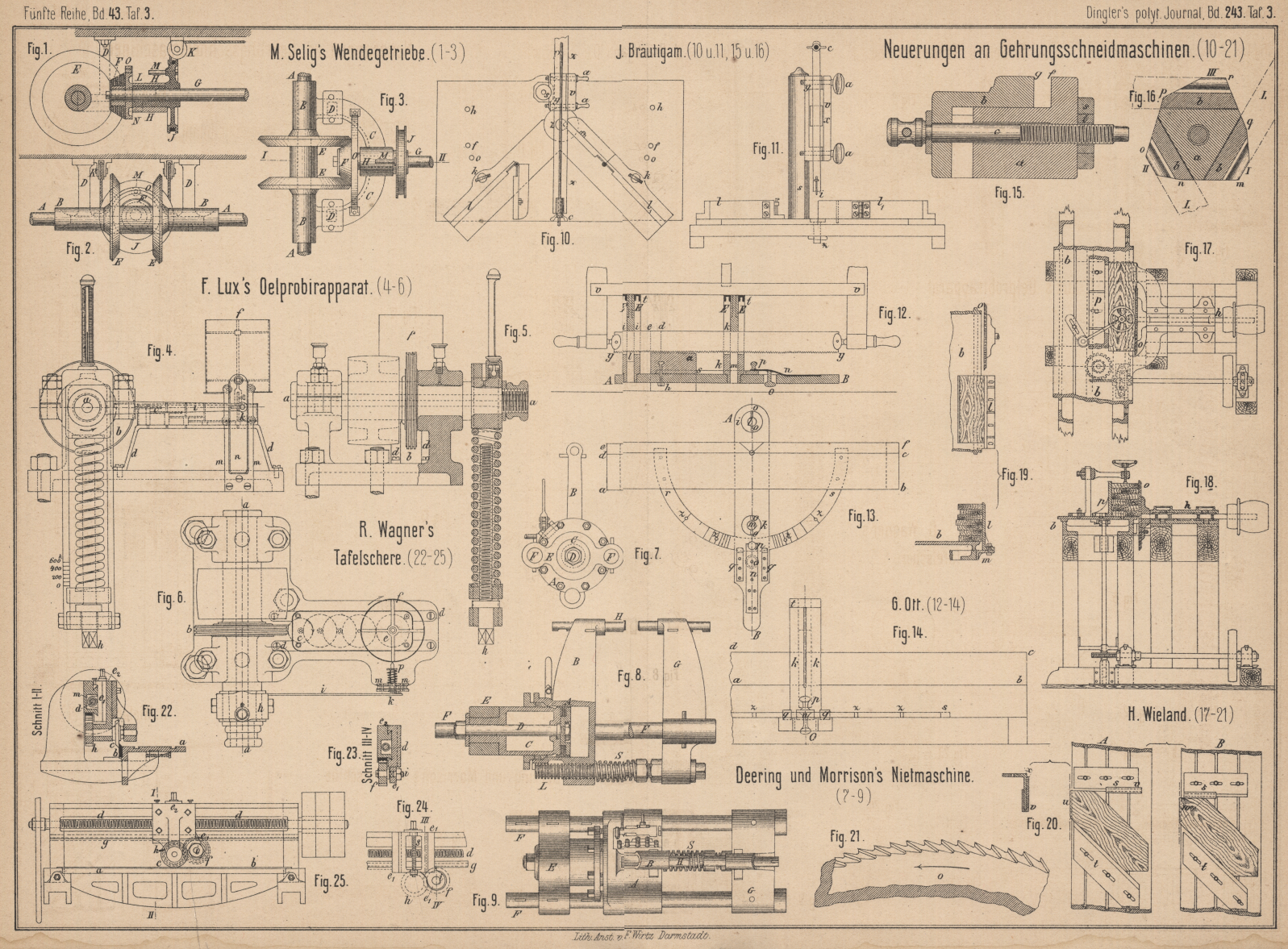
Zur ersten Art gehört die Gehrungssäge von J. Bräutigam in Nürnberg (* D. R. P. Nr. 13538 vom 17.
September 1880). Dieselbe hat die beiden um den Zapfen z (Fig. 10 und
11 Taf. 3) schwingbaren und in den Löchern k, o,
f, h feststellbaren Anschlagleisten l, l1, so daſs in der gezeichneten Stellung derselben
ein Winkel von 45°, in der dem Loch o entsprechenden
Stellung ein solcher von 60° für sechseckige Rahmen, bei Benutzung der Löcher f ein solcher von 67½° für achteckige u.s.w.
hergestellt werden kann. Die Säge ist genau über der Halbirungslinie der
Anschlagwinkel mit ihren Führungen an der Säule s
angebracht. Die sichere und leichte Führung der Säge i
wird durch deren Steg x in dem an s befestigten Gehäuse y
bewirkt, dessen Deckel
v durch 4 Schrauben a
und um die Schrauben liegende Spiralfedern nachstellbar gerichtet ist. Dabei ist das
Führungsgehäuse in einer Höhe angeordnet, daſs das Sägeblatt i, welches durch Flügelmutter c und Stange
p gespannt wird, gerade noch die zu bearbeitende
Leiste durchschneidet, ohne deren Unterlage zu beschädigen, oder selbst dadurch
verletzt zu werden.
Zur zweiten Art gehört der Gehrungschneidapparat von G. Ott in Ulm (* D. R. P. Nr. 12517 vom 16. Juli 1880);
er ist dem vielfach gebrauchten Langdon'schen Apparat scheinbar nachgebaut, zeichnet
sich aber durch seine günstige Anordnung vortheilhaft vor seinen Vorgängern aus. Die
älteren Constructionen dieser Art bestanden im Allgemeinen in einer
Fuchsschwanzsäge, welche mit ihrem Ende gelenkig an einer senkrechten Achse
befestigt war und deren Führung auf einer Kreistheilung beliebig festgestellt werden
konnte.
Der in Fig. 12 bis 14 Taf. 3
skizzirte Apparat besteht hier aus einem Auflagebrett a
bis d mit Anschlag c bis
f, der zur sicheren Haltung des zu schneidenden
Stabes mit Schmirgel versehen ist; an diesem ist ein Halbkreis rps befestigt, auf welchem die Gehrungslinien des
regelmäſsigen 4- bis 12Eckes angegeben sind, und zwar die in der Tischlerei am
meisten vorkommenden mit Theilstrichen und Löchern und die übrigen nur mit ersteren.
Senkrecht unter dem Centrum des Theilkreises rps dreht
sich um einen eisernen Bolzen h die Regulirschiene AB, welche in zwei Führungen q an dem Kreis gleitet; zwischen diesen befindet sich eine
Arretirungsfeder n, welche mit einem Bolzen p in die Löcher z des
Theilkreises einschnappt, wenn die betreffenden Gehrungslinien bestimmt werden
sollen. Für auſsergewöhnliche Gehrungslinien ist an der Arretirungsfeder ein Strich
eingelassen, der dann mit den Theilstrichen der verschiedenen Gehrungen
zusammengestellt wird; ein Knopf O dient zum Auslösen
dieser Feder.
Vor und hinter dem Auflagebrett sind die Führungscylinder i und k befestigt, in welchen die
Führungsbolzen l und m
sich befinden; diese Cylinder und Bolzen haben Schlitze o, welche die directe Führung der Handsäge y
bestimmen; zur besseren Haltbarkeit haben die Cylinder i und k Abschluſsdeckel t, die innen mit einem Gewinde versehen sind, welches
die beiden Theile des Cylinders zusammenhält. Um das Zusammendrücken des Schlitzes
o zu vermeiden, sind an dem Abschluſsdeckel t weiter innen Ringe E
angebracht, an die sich der innere Theil der Cylinder anlegt. Die Bolzen l und m haben oben
metallene Zwingen, welche ihnen eine gröſsere Festigkeit und mehr Gewicht verleihen,
weil dieselben sich in gleichem Verhältniſs wie das Sägeblatt y senken sollen. Der Steg v der Säge muſs so eingestellt werden, daſs die Entfernung zwischen den
Zahnspitzen und der unteren Kante des Steges v gleich
dem Höhenunterschied des Auflagebrettes
ad und der Abschluſsdeckel t ist, damit, wenn die Zahnspitzen auf dem Auflagebrett angekommen sind,
der Steg sich auf den Abschluſsdeckeln befindet, mithin die Säge nicht mehr als
erforderlich nach unten schneiden kann. Der Apparat wird während des Gebrauches in
die Hobelbank gespannt.
Die folgende Einrichtung zum Bestoſsen von Gehrungen von J.
Bräutigam in Nürnberg (* D. R. P. Nr. 13276 vom 25. September 1880) hat
nicht den Vortheil des beliebigen Gehrungswinkels, sondern erlaubt nur das Bestoſsen
von drei verschiedenen Gehrungen; ferner wird hier keine Säge verwendet, sondern die
Gehrung mit einem Hobel abgestoſsen. Zu diesem Zweck besteht die Vorrichtung aus
einem Parallelschraubstock (Fig. 15
Taf. 3), der von einem dreiseitigen Prisma a und einer
Hülse b gebildet wird, in welcher sich das Prisma mit
Hilfe der Schraubenspindel c verschieben läſst. An den
einander zugekehrten Endflächen f und g haben Prisma und Hülse an drei Seiten Ansätze I, II und III, zwischen
welchen die zu bearbeitenden Leisten oder Rahmentheile, an deren Ende die Gehrung
angehobelt werden soll, eingespannt werden können. Wird nun die Leiste L in eine der Backen eingespannt, wie es in Fig.
16 durch punktirte Linien angedeutet ist, so bilden die Flächen mn bezieh. op und qr nach einem gewissen Winkel die Schablone für die
abzuhobelnde Gehrung. Mit dem Lappen s, welcher sich um
einen Ansatz t drehen läſst und an drei passend
gewählten Punkten durch eine Schraube festgestellt werden kann, wird die ganze
Vorrichtung beim Gebrauch in eine Hobelbank eingespannt und zwar so, daſs jederzeit
die zu benutzende Gehrungsfläche wie mn u.s.w.
horizontal steht.
Eine interessante Maschine zum Fügen und Bestoſsen von Hölzern,
wie sie in der Parketfabrikation gebraucht werden, ist von H. Wieland in Leipzig (* D. R. P. Nr. 14692 vom 28. Januar 1881)
ausgeführt. Dieselbe ist nicht, wie die vorher besprochenen Maschinen, für Zwecke
des Kleintischlers, sondern für die massenhafte Zurichtung recht- und
schiefwinkliger Figuren aus massivem wie furnürtem Holz für Parkettirungen bestimmt.
Bei den bisher üblichen Füge- und Bestoſsmaschinen werden lange, ebene, meist mit
der dieselben tragenden Welle parallel liegende Messer, sogen. Fräsköpfe mit
eingesetzten Messern, verwendet; hier kommt ein rundes Fräsblatt o (Fig. 17,
18 und 21 Taf. 3)
zur Verwendung; dasselbe trägt an seinem Umfange die schneidenden Zähne und bildet
die Schneidekante derselben mit der radialen Richtung einen Winkel von etwa 30°. Das
Blatt selbst ist an seiner vorderen arbeitenden Seite flach conisch ausgedreht, so
daſs nur immer der äuſserste Umfang des Fräsblattes zur Wirkung gelangt.
Zum Zweck der Bearbeitung werden mehrere Schichten Hölzer über einander auf dem Tisch
b (Fig. 17 bis
20) eingespannt und an dem Fräsblatt o durch
Zahnstangen und Räder vorbeigeführt. Um beliebig breite und beliebig starke Hölzer
zugleich mit einander auf dieser Maschine bei gröſstmöglichster Holzersparniſs zu
bearbeiten, wird die Winkelvorlage l (Fig. 19),
welche auf dem mit dem Bett b fest verbundenen Winkel
m aufgeschraubt wird., zum Anlegen der Hölzer
benutzt. Will man Hölzer auf gleichmäſsige Breiten bestoſsen bezieh. fügen, so nimmt
man nur eine Rückenvorlage p (Fig. 17 und
18). Je nachdem man nun diese Vorlagen zur Ebene des um seine fest
gelagerte Achse h rotirenden Fräsers parallel oder
entsprechend schräg stellt, kann man die Hölzer mit parallelen oder beliebig zu
einander geneigten Seiten bestoſsen und fügen.
Für das Gehrigschneiden von Hölzern, welche auf den Seiten fertig bestoſsen sind,
werden zwei Vorlagen s und t (Fig. 20)
benutzt, wovon s rechtwinklig zur Ebene des
Fräsblattes, t nach dem geforderten Gehrungswinkel
gegen dasselbe verstellt ist. Man legt nun das Holz, wie Fig. 20 bei
A zeigt, an die Vorlagen an, bestöſst die
vorstehende Kante u, wendet hierauf das Holz, so daſs
die oben Bestoſsene Kante u an die Vorlage s zu liegen kommt (vgl. Fig. 20 bei
B). Ehe jedoch das Anlegen nach dem ersten
Bestoſsen geschieht, schiebt man die bewegliche Schiene v aus der Lage A in diejenige B, da anderenfalls die Gehrung wohl rechtwinklig, aber
nicht gleichseitig ausfällt. Theoretisch müſste der Abstand w der beiden Vorlagen genau so groſs sein, als das zu Bestoſsende Holz
breit ist, um eine rechtwinklige, gleichschenklige Gehrung zu erhalten. Da jedoch
die durch die Kreis- oder Bandsäge vorgeschnittenen Hölzer nicht genau ausfallen
können, wird es nöthig, dem Fräsblatt mehr Holz zum Bestoſsen zu bieten, bezieh. das
Holz dem Fräsblatt mehr zu nähern, was dadurch erreicht wird, daſs man den Abstand
w der Vorlagen vergröſsert und zwar um so viel, als
die Stärke x der beweglichen Schiene v beträgt.
Die eigenartige Form des Fräsblattes macht die Versicherung glaubhaft, daſs ein
völlig glatter, tadelloser Schnitt sowohl auf Hirn-, wie Langholz vom Beginn der
Arbeit an auf dieser Maschine erzielt wird.
Tafeln