| Titel: | Will. A. Ingalls' Herstellung von gegossenen Schrauben. |
| Autor: | W. |
| Fundstelle: | Band 243, Jahrgang 1882, S. 286 |
| Download: | XML |
Will. A. Ingalls' Herstellung von gegossenen
Schrauben.
Mit Abbildungen auf Tafel 24.
Ingalls' Herstellung gegossener Schrauben.
Um bei Anfertigung von Schrauben aus Guſsmetall die Anwendung des gewöhnlichen
getheilten Formkastens für das Gewinde zu vermeiden, gibt Will. A. Ingalls in London (* D. R. P. Kl. 31 Nr. 15154 vom 10. März 1881)
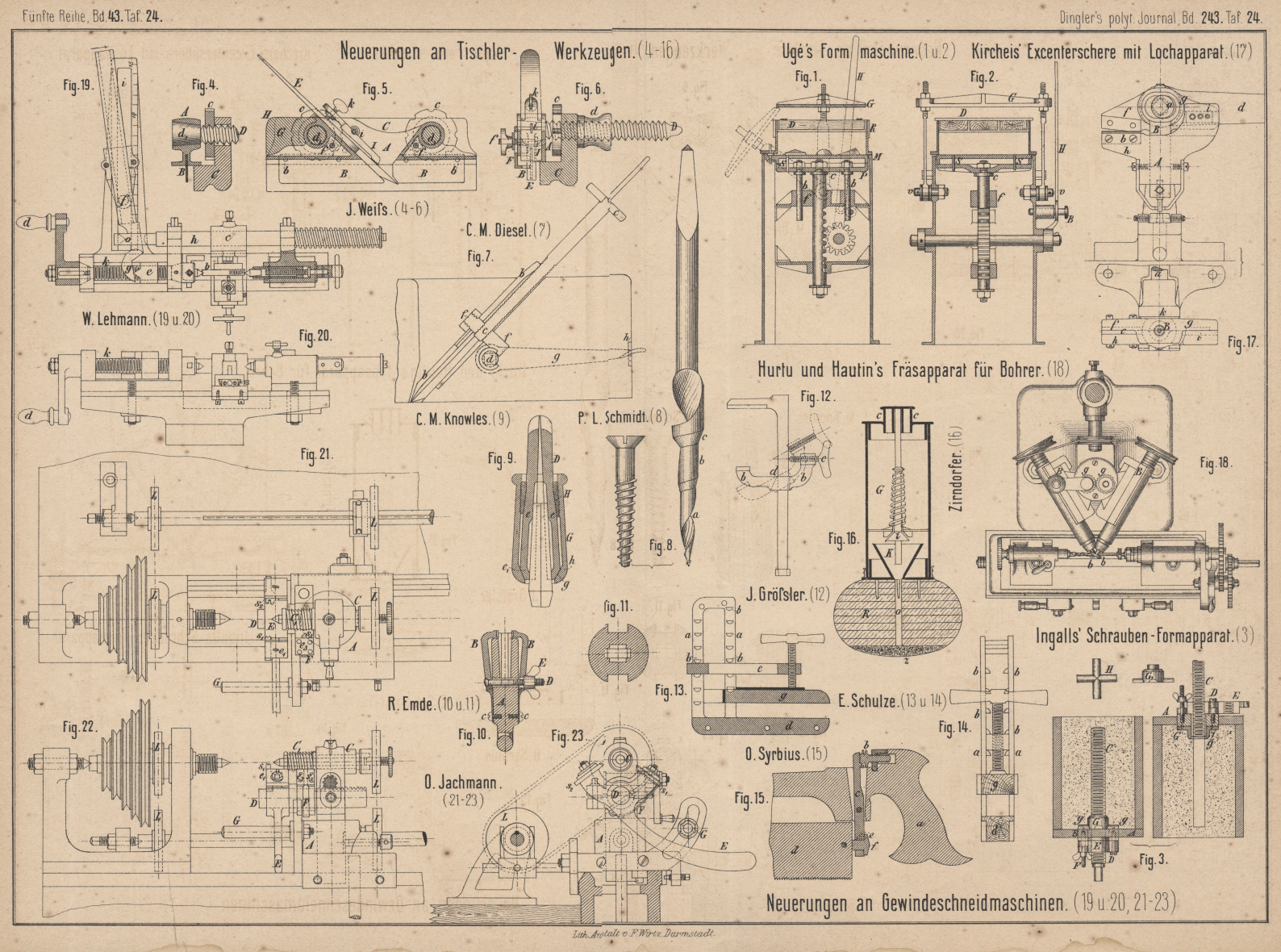
das in Fig. 3 Taf. 24 angedeutete Verfahren an. Das Schraubenmodell wird durch
das Formbrett in den Formkasten eingebracht und, nachdem dieser mit Sand voll
gestampft, wieder herausgeschraubt. Zu diesem Zwecke ist auf einem cylindrischen
Einsatz B an der Auſsenseite des Formbrettes A eine zweitheilige Schraubenmutter E angebracht, deren Hälften zum Zwecke der zeitweisen
Ausrückung einerseits durch ein Gelenk D verbunden
sind, andererseits durch eine Flügelschraube F
geschlossen werden können. Dadurch soll an Zeit, welche zum Hinein- und gänzlichen
Herausschrauben des Modelles erforderlich wäre, gespart und dasselbe sowie die
Mutter möglichst vor Abnutzung bewahrt werden. Durch den Einsatz B im Formbrett geht das Schraubenmodell C frei hindurch, so daſs beim Ausschrauben desselben
die anhaftenden Sandtheilchen in diesem freien Raum abfallen können, ohne in die Mutter
hineingedreht zu werden; sollte dies dennoch geschehen, so verhüten die Längsnuthen,
welche absichtlich an den Berührungsflächen der Mutterhälften gelassen sind, ein
Hindurchdringen von Sandkörnern durch die ganze Länge des Gewindes.
Die Figur zeigt die Einrichtung für die Herstellung von Schrauben mit durchlochten
Köpfen. Der Vorgang hierbei ist derart, daſs das Schraubenmodell in den Formkasten
frei eingesteckt und alsdann in der gewünschten Stellung, entsprechend der Länge des
Gewindes, durch Schlieſsung der zweitheiligen Mutter festgehalten wird; hierauf wird
die eine Hälfte des einen cylindrisch ausgedrehten Modelles für den Schraubenkopf
über die Schraubenspindel eingebracht und durch die 4 Ansätze g, welche die Kernmarken für den Kern H bilden, festgehalten. Nachdem der Sand eingestampft,
der Formkasten auf die Seite gelegt und die Schraube C
herausgedreht ist, wird die Mutter E geöffnet und das
Schraubenmodell sowie das Formbrett abgenommen, um die andere Modellhälfte G1 für den Kopf
aufzubringen und in einem besonderen Kasten einzuformen. Nachdem hierauf die
Modelltheile G, G1
entfernt, der Kern H eingesetzt und der zweite Kasten
wieder aufgesetzt worden, ist die Form zum Gusse bereit.
W.
Tafeln