| Titel: | Neuerungen an Gewindeschneidmaschinen. |
| Autor: | Mg. |
| Fundstelle: | Band 243, Jahrgang 1882, S. 294 |
| Download: | XML |
Neuerungen an
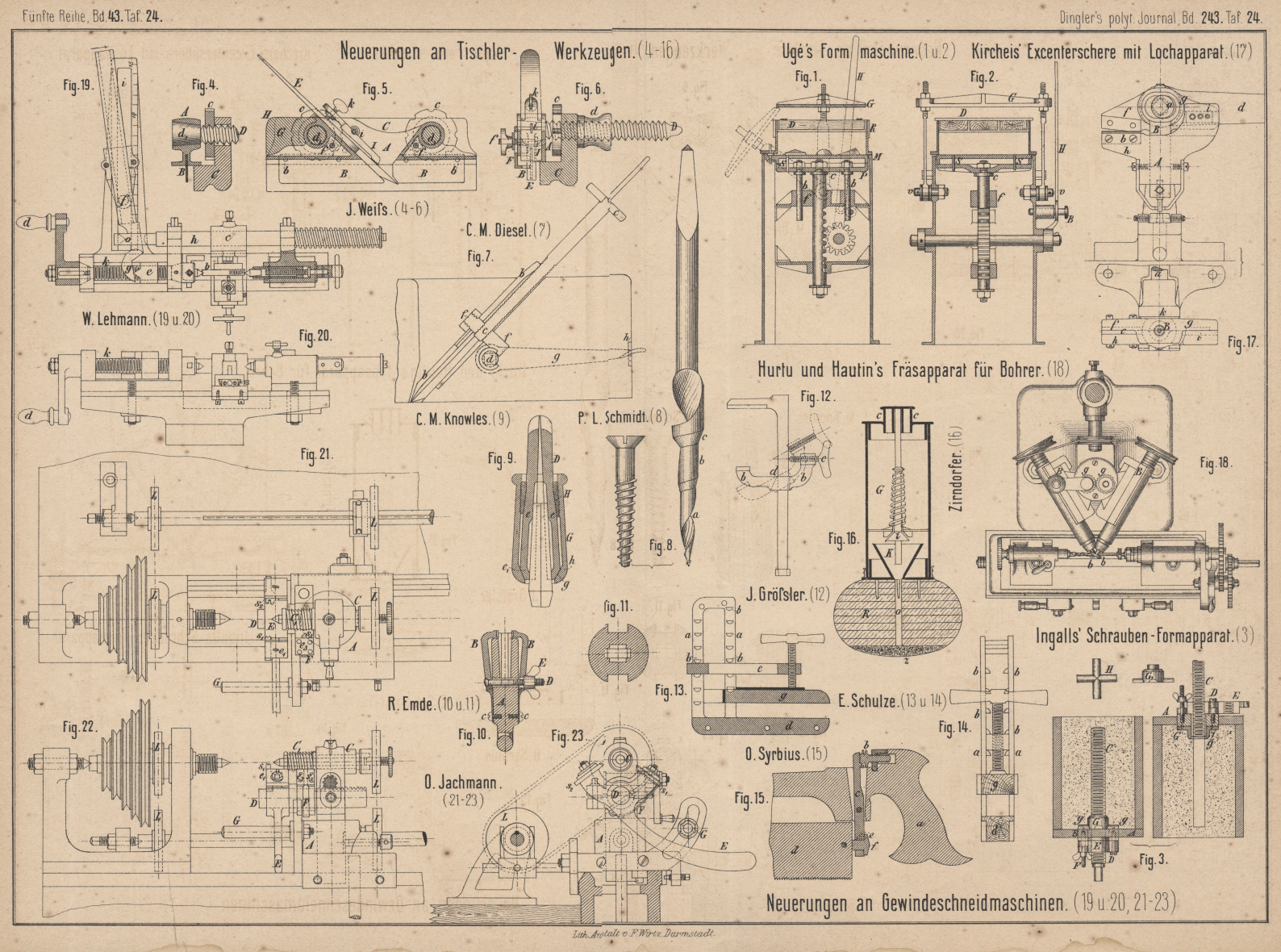
Gewindeschneidmaschinen.
Mit Abbildungen auf Tafel 24.
Neuerungen an Gewindeschneidmaschinen.
Zur Anfertigung feinster Mikrometergewinde bezieh. der hierzu nöthigen
Originalgewindebohrer hat W. Lehmann in Leipzig (* D.
R. P. KL 49 Nr. 12060 vom 22. Juni 1880) die in Fig. 19 und
20 Taf. 24 dargestellte Maschine ausgeführt. Die Relativbewegung zwischen
Arbeitsstück und Schneidwerkzeug und die hierdurch bedingte Herstellung beliebiger
Gewindetheilungen wird hier in interessanter Weise durch Verlängerung oder
Verkürzung eines schwingenden Armes erzeugt, welcher die Bewegung der
Originalspindel auf den Schneidstahl überträgt. (Vgl. Résener 1869 193 * 116.)
Das Arbeitstück b (Fig. 19 und
20 Taf. 24), welches mit Gewinde versehen werden soll, läuft zwischen
Spitzen und wird mittels der Kurbel d umgedreht. Bei
dieser Drehung verschiebt sich die Mutter e und es wird
hierdurch der um den Zapfen f schwingende Hebel g nach links gezogen; die Stange h wird hierbei mittels des Kopfes o mitgenommen und verschiebt in Folge dessen den
Support c bezieh. den Gewindestahl. Durch entsprechende
Einstellung des Drehzapfens f, welcher in dem Schlitz
i verschiebbar ist, läſst sich die Bewegung des
Schneidstahles und hierdurch die Steigung des Gewindes innerhalb der feinsten
Theilung verstellen. Fällt der Drehpunkt f in die Achse
der Stange h, so wird die Steigung gleich Null. Rückt
der Drehpunkt bis an die äuſserste Grenze des Schlitzes i, so wird bei der gezeichneten Länge desselben eine Steigung von ungefähr
⅘ der Steigung der Spindel k erzielt. Durch
entsprechende Aenderung ist der Apparat auch für Linksgewinde zu gebrauchen. Ebenso
ist durch Einsetzen verschiedener Spindeln k eine
Variation in den Gewinden möglich.
Die Gewindeschneidmaschine von Fischer und Stiehl in
Essen a. d. Ruhr (* D. R. P. Kl. 49 Nr. 13896 vom 31. October 1880) ist zur
Herstellung von Muffen oder Muttern mit Rechts- und Linksgewinde bestimmt. Solche im
Handel vorkommende Muffen, welche besonders bei Rohrleitungen für Wasser- oder
Dampfheizungsanlagen Verwendung finden, haben gewöhnlich den Mangel, daſs die Achsen
der beiden Gewinde nicht übereinstimmen, welcher Umstand die Herstellung einer
dichten Rohrverbindung wesentlich erschwert, oft ganz unmöglich macht. Diese
mangelhafte Beschaffenheit der Rohrverbindungsmuffen rührt nach Ansicht der Erfinder
daher, daſs bei der bisher üblichen Herstellung beide Gewinde nach einander geschnitten wurden, wobei ein Umspannen
des Muffes stattfindet. Selbst ein vorheriges Ausbohren des Muffes auf der Drehbank
soll die Uebereinstimmung der Gewindeachsen nicht sichern.
Die vorliegende Maschine schneidet nun zur Vermeidung des genannten Uebelstandes zu gleicher Zeit beide Gewinde, macht also ein
Umspannen des Muffes unnöthig. Die beiden Gewindebohrer sind in den Kopfenden zweier
Wellen befestigt, welche in je zwei Lagern laufen und deren Mittellinien genau
übereinstimmen. An dem anderen Ende beider Wellen ist eine Leitspindel angebracht,
deren Steigung mit dem zu schneidenden Gewinde übereinstimmt und welche in einer
passenden feststehenden Mutter geführt werden.
Beide Wellen werden gemeinschaftlich mittels Zahnräder angetrieben. Sie haben
demgemäſs genau gleiche Umdrehungszahlen und werden durch die beiden Leitspindeln
der Steigung entsprechend in ihrer Längenrichtung gleichmäſsig verschoben. Beim
Beginn nähern sie sich von beiden Seiten her der in der Mitte fest eingespannten
Mutter und schneiden die beiden Gewinde gleichzeitig an, welche, wie leicht
ersichtlich, durchaus übereinstimmende Achsen erhalten müssen. Damit jedes Gewinde
bis in die Mitte des Muffes voll ausgeschnitten werden kann, sind die Bohrer am
Kopfende zur Hälfte ausgenommen, so daſs jeder derselben über die Mitte des Muffes
hinausrücken kann, ohne den andern zu treffen. Die halbkreisförmige Kopffläche der
Gewindebohrer ist mit Fräszähnen versehen, welche eine dem Gewindekern entsprechende
lichte Weite des Muffes herstellen, bevor die Gewindezähne der Bohrer
einschneiden.
Da die Maschine zur Erzielung einer angemessenen Leistungsfähigkeit für
Maschinenbetrieb eingerichtet werden muſs, so ist eine selbstthätige Steuerung des
Hin- und Rückganges der Gewindebohrer angebracht. (Vgl. 1880 238 * 128. 1881 240 *
261.)
Der von O. Jachmann in Berlin (* D. R. P. Kl. 49 Nr.
13921 vom 26. August 1880) vorgeschlagene Apparat soll die gewöhnliche Drehbank so
weit vervollständigen, um Gewinde und gleichartige Rotationskörper nach einer
Schablone erzeugen zu können.
Der Apparat ist auf einem Bock A (Fig. 21 bis
23 Taf. 24) angebracht, welcher auf jede Drehbank aufgesetzt werden kann.
Die Spindel C erhält mittels des Kettengetriebes L die gleiche Umdrehungsgeschwindigkeit wie das
Arbeitstück. Auf einem um den Zapfen D, welcher durch
ein Zahngetriebe vor und zurück geschaltet werden kann, drehbaren Hebel E sitzen ein Gewindestahl s1, ein Façonstahl s2 und ein Führungsstahl s3, welche Stähle je
nach der Haltung des Hebels E zur Wirkung gelangen.
Beim Gewindeschneiden wird der Hebel E so gelegt, daſs
der Stahl s3 in die
Gewindegänge der auf der Hohlspindel C gelagerten
Gewindepatrone C1
eingreift. Die eigenartige Profilirung des Patronengewindes nach einem
rechtwinkligen Dreieck soll eine äuſserst sichere Führung des Stahles ermöglichen,
da derselbe auch noch durch eine Feder F gegen die
Patrone gedrückt wird und sich so fest gegen die zur Schraubenachse senkrechte Fläche der Gänge anlegt.
Liegt der Stahl s3 in
den Gängen der Schablone C1, so schiebt er den Hebel E und den
Gewindestahl s1 weiter
und veranlaſst diesen zum Schneiden eines Gewindes von der gleichen Steigung wie das
der Patrone. Ein genaues Innehalten des verlangten Gewindedurchmessers wird durch
festes sicheres Anlegen des Hebels E an den Zapfen G bewirkt.
Will man mit Hilfe desselben Apparates Muttergewinde schneiden, so bringt man den
Führungsstahl s3 mit
seinem Kopf e3 in die
umgekehrte Lage, spannt in e1 einen passend geformten Gewindestahl ein und regulirt die Gewindestärke
dadurch, daſs man G unterhalb des Hebels E feststellt. Durch Anwendung von Kettenscheiben
verschiedenen Durchmessers kann man endlich unter Beibehaltung derselben
Gewindepatrone die Steigung der Gewinde beliebig verändern, da dann das Arbeitstück
eine andere Umdrehungsgeschwindigkeit erhält als die Patrone.
Um Façonstücke herzustellen, bringt man durch Niederdrücken des Hebels E den Stahl s2 mit dem zwischen den Spitzen eingespannten
Arbeitstück in Eingriff, bis dasselbe das Profil des Stahles erhalten hat. Der
Durchmesser des Arbeitstückes hängt von der vorherigen Einstellung des
Anschlagzapfens G ab. Statt des Façonstahles kann man
für längere Profile auch einen gewöhnlichen Drehstahl anwenden und mit diesem das
Arbeitstück so weit abdrehen, bis der Hebel E auf einer
Schablone gleitet, welche an Stelle von G eingesetzt
und zur Führung des Hebels der Form des zu drehenden Gegenstandes entsprechend
profilirt ist. Der Reitstock selbst ist der Länge, Höhe und Quere nach verstellbar,
wie die Skizze genügend erläutert.
Mg.
Tafeln