| Titel: | Formmaschine von Ch. Laissle in Reutlingen. |
| Autor: | Wilh. Geyer |
| Fundstelle: | Band 243, Jahrgang 1882, S. 456 |
| Download: | XML |
Formmaschine von Ch. Laiſsle in
Reutlingen.
Mit Abbildungen auf Tafel 36.
Laiſsle's Formmaschine.
Die bisherigen Formmaschinen, welche das Einstampfen des Sandes und das Abheben des
Modelles mechanisch bewerkstelligen (vgl. 1880 236 * 19. 237 * 439), leiden an dem
Uebelstand, daſs die Preſs- mit der Aushebevorrichtung vereinigt ist. Es erscheint
nicht zweckmäſsig, denselben Mechanismus, welcher eine gröſsere Kraftübertragung
beim Einstampfen besorgen soll, zugleich zum genauen Ausziehen der Modelle aus dem
Sand zu verwenden. Bei der starken Beanspruchung unterliegen die einzelnen
Maschinentheile einer rascheren Abnutzung, deren Folgen bei dem Ausheben der Modelle
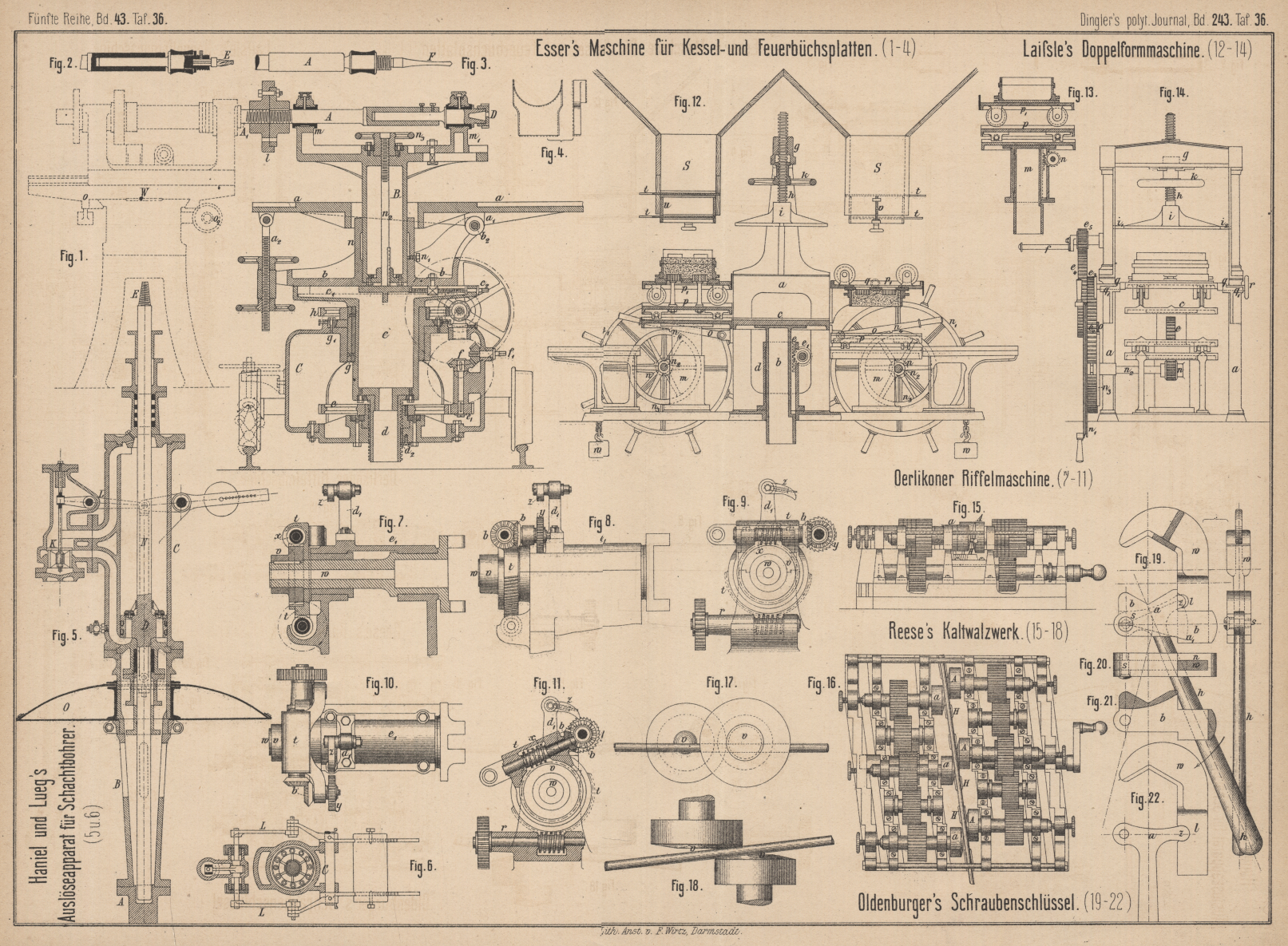
bald Mängel zu Tage treten lassen können. Aus diesem Grunde hat Gh. Laiſsle in Reutlingen (* D. R. P. Kl. 31 Anmeldung
Nr. 14434 vom 1. August 1881) die in Fig. 12 bis
14 Taf. 36 dargestellte Doppelmaschine entworfen, deren Ausführung die
Maschinenfabrik L. A. Riedinger in Augsburg übernommen
hat.
Auf einem aus einem Stück gegossenen Grundrahmen befindet sich zwischen den beiden
Ständern a der Preſscylinder b und der aufgeschraubte Tisch c. Der
Preſscylinder erhält seine genaue Führung durch einen Mantel d, welcher auf dem Grundrahmen festgeschraubt ist; der Cylinder, an
welchem eine Zahnstange e angegossen ist, wird durch
das Getriebe e1 von der
Kurbel f aus mittels Räder Vorgelege e2 bis e5 auf- und abbewegt.
Für Kraftbetrieb der Formmaschine wird statt der Kurbel eine Reibungskupplung
eingeschaltet; neuerdings ist die Maschine auch für hydraulischen Betrieb ausgeführt
worden.
Durch den oberen Querbalken g, welcher den Druck des
Preſscylinders aufnimmt, geht eine Schraubenspindel h,
an deren unterem Ende die Preſsplatte i angebracht ist,
die mittels zweier Zapfen i1 in Nuthen der Ständer geführt wird. Diese Platte i, welche für niedere Modelle direct als Druckplatte dient, kann durch das
Handrad k der Höhe des zu formenden Gegenstandes
entsprechend verstellt werden.
Auf dem Grundrahmen stehen ferner die beiden gleich construirten Formcylinder m, welche wie der Preſscylinder mit einer Verzahnung
und einem Tisch versehen sind, in einem Führungsmantel auf und ab gleiten und mit
den Getrieben n von dem Handrade n1 in die Höhe bewegt
oder niedergelassen werden können. Damit der Formcylinder in jeder von der Höhe des
Formkastens abhängigen Lage festgehalten werden kann, ist auf der Welle n2 ein Stellrad n3 mit einer
verschiebbaren Schlitzknagge n4 angebracht, in welch letztere der Hebel o einfällt und so den Formcylinder in der gewünschten
Höhe festhält. Auf dem Tisch des Formcylinders sitzt ein Transportwagen p. Derselbe dient für alle zu formenden Gegenstände mit
Ausnahme von Zahnrädern, besonders aber zum bequemen Bewegen der fertigen Formen.
Der eigentliche Formwagen p1 rollt auf der Unterlage p und hängt
auſserdem noch mit seinen beiden Zapfen q in halb
offenen Lagern q1. Zur
genauen Horizontalstellung des Formwagens werden zwei mit Handrädchen versehene
Vorsteckbolzen r, welche durch die Wangen und Lager
gehen, benutzt.
Um den Formsand bequem zur Hand zu haben und um für gleichartige Kasten stets die
gleiche Menge Sand zu verwenden, ist oberhalb der Formmaschine ein groſser Trichter
angebracht, aus welchem durch die beiden Hälse S der
Sand in die Formkasten gelangt. Mittels der beiden Schieber t, mit
Hilfe der Schraube v und der stellbaren Blechrahmen u kann die Sandmenge stets regulirt werden.
Der Vorgang beim Formen ist nun folgender: Die Modelle werden auf eine genau gleich
dicke Platte befestigt und diese wird mit dem Formwagen verschraubt. Nachdem der
Formkasten über die Modellplatten mittels zweier flacher Schlieſsen an dem Formwagen
festgemacht ist, wird derselbe mit Sand gefüllt. Der Formwagen, welcher auf seinem
Zapfen ruht, wird mittels des Cylinders m aus seinem
halb offenen Lager q gehoben, damit derselbe in die
gleiche Höhe des Preſstisches c gelangt und auf diesem
hinüber gerollt werden kann.
Nach erfolgter Pressung wird der Formwagen in seine ursprüngliche Lage zurückgeführt,
der Formcylinder m mit Transportwagen abgelassen und
Formwagen sammt Kasten gedreht, so daſs die obere Fläche des Kastens gegen den
Transportwagen zu liegen kommt. Damit nun Formkasten und Wagen in horizontaler Lage
bleiben, werden die beiden Vorstecker r eingeschoben.
Mittels des Handrades n1, welches durch ein Gegengewicht w
ausgeglichen ist, wird der Formcylinder so weit in die Höhe gehoben, bis die Fläche
des Transportwagens diejenige des Formkastens berührt. In diesem Augenblick fällt
der Hebel o in die Knagge n4 ein und der Cylinder steht fest.
Hierauf werden die Kastenschlösser geöffnet, der Hebel o aus der Knagge gehoben, der Cylinder m
wieder abwärts bewegt, bis die Rollen des Transportwagens in eine Ebene mit dem
Geleise zu liegen kommen, worauf die fertige Form an Ort und Stelle zum Gieſsen
gebracht wird.
Während nun auf der einen Seite der Formmaschine diese Arbeit vor sich geht, wird auf
dem anderen Formcylinder so vorgearbeitet, daſs abwechselnd der Preſscylinder b für beide Formcylinder m
zur Anwendung kommt. Hierbei werden die Formcylinder, welche lediglich zum Ausheben
der Kasten aus den Modellen bestimmt sind, so geschont, daſs ein jahrelanges
sicheres Arbeiten vorausgesetzt werden kann.
Wilh. Geyer.
Tafeln