| Titel: | Walzwerk zur Herstellung von Ringen ohne Naht. |
| Autor: | Mg. |
| Fundstelle: | Band 245, Jahrgang 1882, S. 10 |
| Download: | XML |
Walzwerk zur Herstellung von Ringen ohne
Naht.
Mit Abbildungen auf Tafel 2.
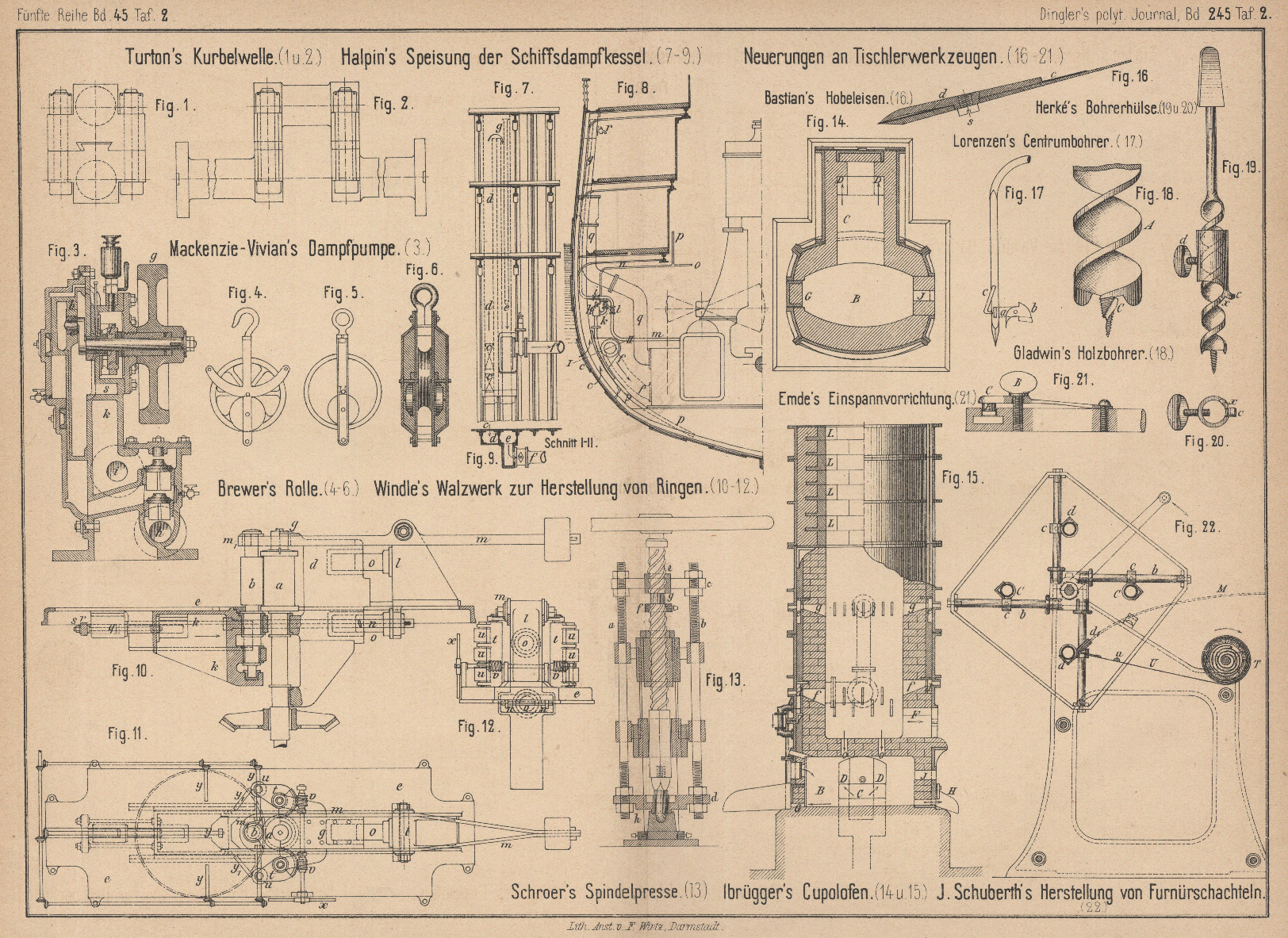
Windle's Walzwerk für Ringe.
Um Ringe ohne Schweifsnaht durch Walzen herzustellen, wird von J. Windle in Moston, Lancaster, England (*D. R. P. Kl.
49 Nr. 17 706 vom 21. Mai 1881) das in Fig. 10 bis
12 Taf. 2 gezeichnete Walzwerk vorgeschlagen.
In dem Gestell d ist die von der Transmission direct
umgetriebene Walze a gut gelagert, während ihre
Gegenwalze b ihre Lager in einem Schlitten k hat, welcher in Nuthen des Tischrahmens e verschiebbar ist. Auf der anderen Seite des Ständers
d befindet sich ein auch auf dem Tisch gleitbarer
Ständer l, dessen oberes Ende die Achse eines
Schwingrahmens m aufnimmt, welcher ein Halblager m1 für die Walze b bildet; das obere Lager für die Walze a trägt ein gabelartiger Ansatz g des Ständers d.
Um nun nahtlose Ringe zu walzen, klappt man den Rahmen m
nach oben, so daſs man den irgendwie vorbereiteten hohlen Metallputzen über die
Walze b schieben kann, und schlieſst das Walzenlager
m1 nieder. Bei
Rotation der Walze a wird nun das Metall zu einem immer
weiter werdenden Ringe allmählich ausgestreckt, da die Walze b währenddem stetig gegen die Walze a durch
folgende Vorrichtung gedrückt wird. In dem Ständer d
sind zwei hydraulische Cylinder angeordnet, deren Kolben o an dem gleitbaren Ständer l festsitzen.
Letzterer steht nun durch Stangen n mit dem vorderen
Schlitten k so in Verbindung, daſs er bei einer
Rechtsverschiebung diesen mitnimmt, ohne selbst durch eine Rechtsverschiebung von
k beeinfluſst zu werden; zu diesem Zweck sind die
Stangen n lose in den Schlitzen von l, in diesen aber durch einen Keil gehalten. Werden nun
die Kolben o durch hydraulischen Druck allmählich nach
rechts gedrückt, so wird auch die Walze b gegen a gepreſst, bis die erwünschte Metallstärke des Ringes
erreicht ist. Zur Erleichterung der Bewegungen des Ringes während der Bearbeitung
sind für denselben Leitrollen y und y1 angeordnet, von
denen erstere mit einander durch Getriebe verbunden und von der Maschine oder von
Hand aus bewegt werden. Um nun ferner den Ring gut centrisch, d.h. dessen
Mittelpunkt in der Verlängerung der durch die Walze a und b bestimmten Centralen zu erhalten, wird derselbe
beiderseits von einer Anzahl über einander angeordneter Rollen u geführt. Diese lagern je in den Rahmen t, welche durch ein von dem Handrade x aus bethätigtes Schneckengetriebe v und Zahnsegmente um ihre festen Achsen verdrehbar
sind. Während des Walzenvorganges ist so diese Führung des Ringes sehr leicht
vorzunehmen.
Hat nun der Ring den gewünschten Durchmesser erhalten, so stellt man den Zufluſs der
Preſsflüssigkeit zu den Cylindern der Kolben o ab und
bewirkt dadurch den Stillstand des Schlittens k.
Nachdem so das Walzstück noch einige Male die Walzen durchlaufen hat, wird der
Schlitten k und damit die Walze b durch die am Tisch e angebrachte
hydraulische Presse rq zurückgezogen; der Cylinder q derselben sitzt am Tisch e fest, während die Kolbenstange r mittels
ihres Querhauptes s und eines Gestänges mit dem
Schlitten k verbunden ist. Wenn also der Kolben r nach auſsen gedrückt wird, so zieht er den Schlitten
k und auch den Schlitten l zurück. Es dient diese Presse demnach zur Formung der Walzen und zur
Wiederherstellung des guten Schlusses zwischen Lager m1 und Walze b. Die Regulirung des Zuflusses der Druckflüssigkeit geschieht in
bekannter Weise.
Zu bemerken bleibt noch, daſs die Walze a an jedem Ende
eine Flansche trägt, die Walze b aber völlig glatt
ist;. die Ringe bleiben demnach völlig glatt. Sollen die Ringe aber Flanschen
erhalten, oder sonstwie façonnirt werden, so sind die Walzen entsprechend zu
profiliren.
Die Vorbereitung des Metallpacketes, aus welchem die Ringe gewalzt werden, wird von
Windle in folgender Weise vorgeschlagen: In die
Metallscheibe wird ein Loch gestoſsen und diese dann mit Hilfe eines Dornes und
eines Gesenkes unter dem Dampfhammer zu einem rohen Hohlcylinder von der Länge des
zu erzeugenden Ringes ausgeschmiedet.
Nach dem Engineer, 1881 Bd. 52 * S. 344 können die Ringe
bis zu einer Höhe von 1m,5 bei beliebigem
Durchmesser hergestellt werden. Die Maschine wird von D.
Adamson und Comp. in Dukinfield bei Manchester gebaut.
Mg.
Tafeln