| Titel: | L. Frobeen's Maschine zum Abschlichten gepresster Schraubenmuttern. |
| Fundstelle: | Band 245, Jahrgang 1882, S. 251 |
| Download: | XML |
L. Frobeen's Maschine zum Abschlichten gepreſster
Schraubenmuttern.
Mit Abbildungen auf Tafel 19.
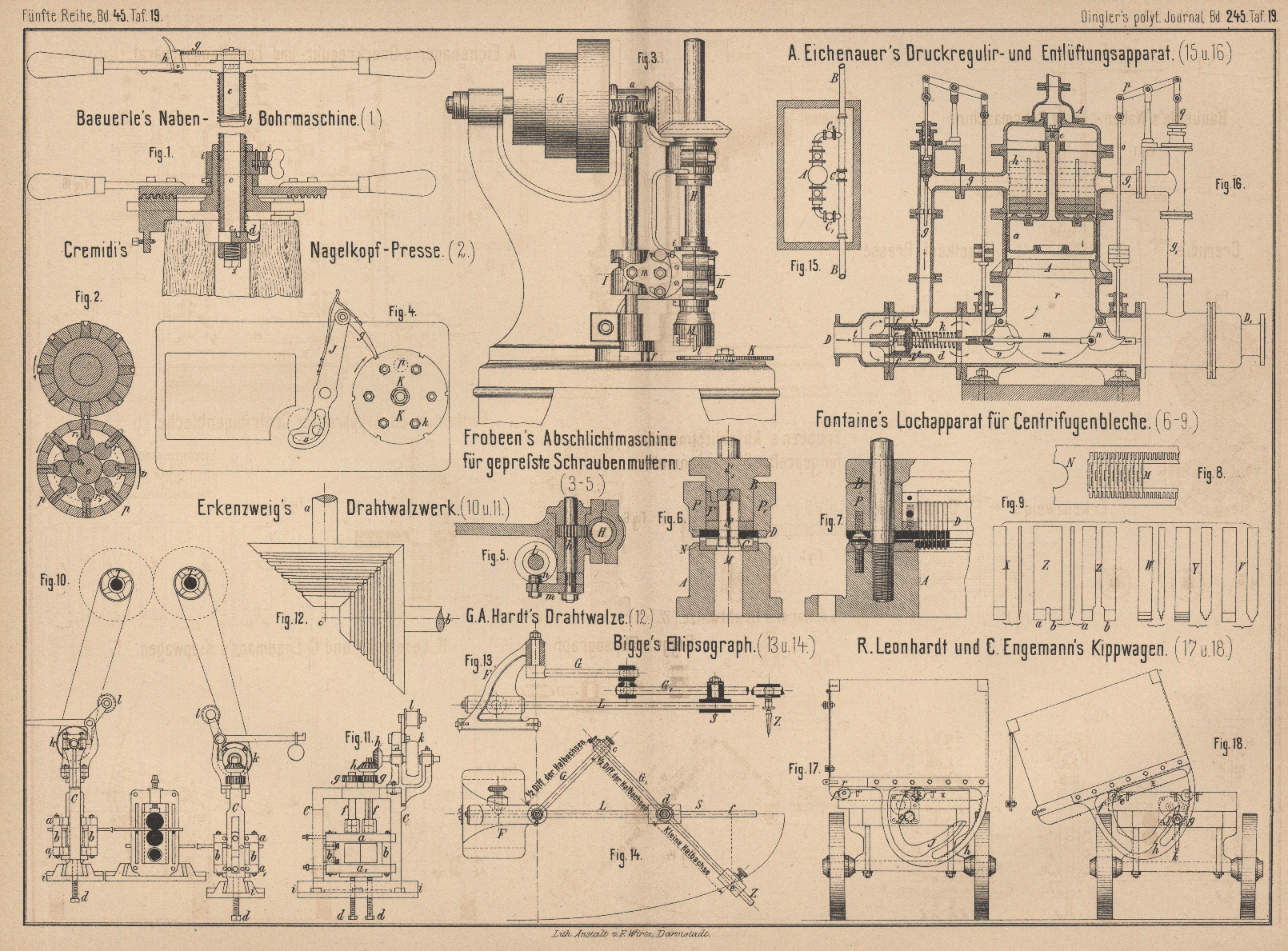
Frobeen's Abschlichtmaschine für gepreſste
Schraubenmuttern.
Um die gepreſsten rohen Muttern, deren Grat bisher gewöhnlich auf der Drehbank
entfernt wurde, auf eine billige und einfache Weise zu glätten, hat L. Frohem in Berlin (*D. R. P. Kl. 49 Nr. 18 633 vom 3.
November 1881) die in Fig. 3 bis
5 Taf. 19 dargestellte, selbstthätig arbeitende Maschine
Abgeschlagen.
Die rohen Muttern werden in entsprechend geformte Ausschnitte k einer auf dem Bett der Maschine drehbaren Scheibe K eingelegt, um hier durch den im Kopf der Spindel M angebrachten Fräser l an
der Oberfläche geglättet (facettirt) zu werden. Die Fräserwelle H erhält durch Kegelräder von der Antriebswelle eine
rotirende Bewegung, ferner durch die Schraubenräder a,
b und die Welle c mit der Nuthenscheibe L unter Vermittelung des Armes m eine auf- und niedergehende Bewegung, indem der durch den Arm m (Fig. 5)
bewegte Trieb h die Zahnstange i und damit auch die mit dieser verbundene Spindel H verschiebt. Die Spindel ist zu diesem Zwecke durch Feder und Nuth mit
ihrem Kegelrade verbunden. Ebenso erhält die Scheibe K
von dem Kurbelzapfen
f der Welle c, welcher in
einen entsprechend geformten Ausschnitt o des auf der
Tischplatte drehbaren Hebels J eingreift, in der durch
Fig. 4 erkennbaren Weise seine Bewegung.
Der Arbeitsvorgang ist nun folgender: In die Platte K
werden rohe Muttern eingelegt und je eine derselben durch die in der Pfeilrichtung
durch das Gesperre von der Welle c aus bewegte Platte
in dem Augenblicke unter den Fräskopf M geschoben, wenn
dieser seinen höchsten Punkt erreicht hat. Während der Hebel J mit Sperrklinke g in Folge der Einwirkung
des Krummzapfens f nun zurückgeht, senkt sich die
Arbeitspindel H mit Fräskopf M auf die zu bearbeitende Mutter und es wird diese von dem im Fräskopf M (Fig. 3)
eingesetzten excentrischen Zapfen in ihrer Oeffnung gefaſst und dann mittels der
Messer l der Grat ab- und die Stirnfläche der Mutter
glatt gefräst. Während das Messer l den Grat der Mutter
angreift, bewegt sich die Rolle n auf einer niedrigst
gelegenen, ebenen Bahn in der Curvenscheibe L, bis sie
durch den gebogenen Theil derselben emporgehoben wird und durch ihre Verbindungen
die Spindel H mit dem Fräser von der Mutter abhebt. In
diesem Augenblick schiebt der Krummzapfen f den Hebel
J mit der Scheibe K
herum und es kann dann, wenn diese letztere um eine Oeffnung weiter gegangen ist,
eine andere Mutter eingelegt werden, u.s.f.
Die bewegten Theile der Maschine sind in der Zeichnung so angeordnet, daſs, wenn die
Riemenscheibe G 20 und die Welle c nur 1, die Arbeitspindel H 13⅓ Umdrehungen macht. Der Arm m theilt
durch das Rad h und die Zahnstange i seine Bewegung der Arbeitspindel H derart mit, daſs von den 13⅓ Umdrehungen ⅕ für Auf-
und Abgehen der Arbeitspindel H und ⅖ für Bearbeiten
der Mutter übrig bleiben. Die Form des Ausschnittes o
ist so gewählt, daſs während der ⅕ Umdrehung der Arbeitspindel H die Scheibe K um eine
Oeffnung, d.h. um ⅙ ihres Umfanges, weiter gedreht wird.
Das fertige Werkstück fällt durch die Oeffnung p in der
Grundplatte unterhalb der Scheibe zu Boden. Eine Ausklinkung des Schalthebels g genügt, um die Scheibe K
zum Stillstand zu bringen.
Tafeln