| Titel: | M. G. Fontaine's Lochvorrichtung für Centrifugenbleche. |
| Autor: | Mg. |
| Fundstelle: | Band 245, Jahrgang 1882, S. 252 |
| Download: | XML |
M. G. Fontaine's Lochvorrichtung für
Centrifugenbleche.
Mit Abbildungen auf Tafel 19.
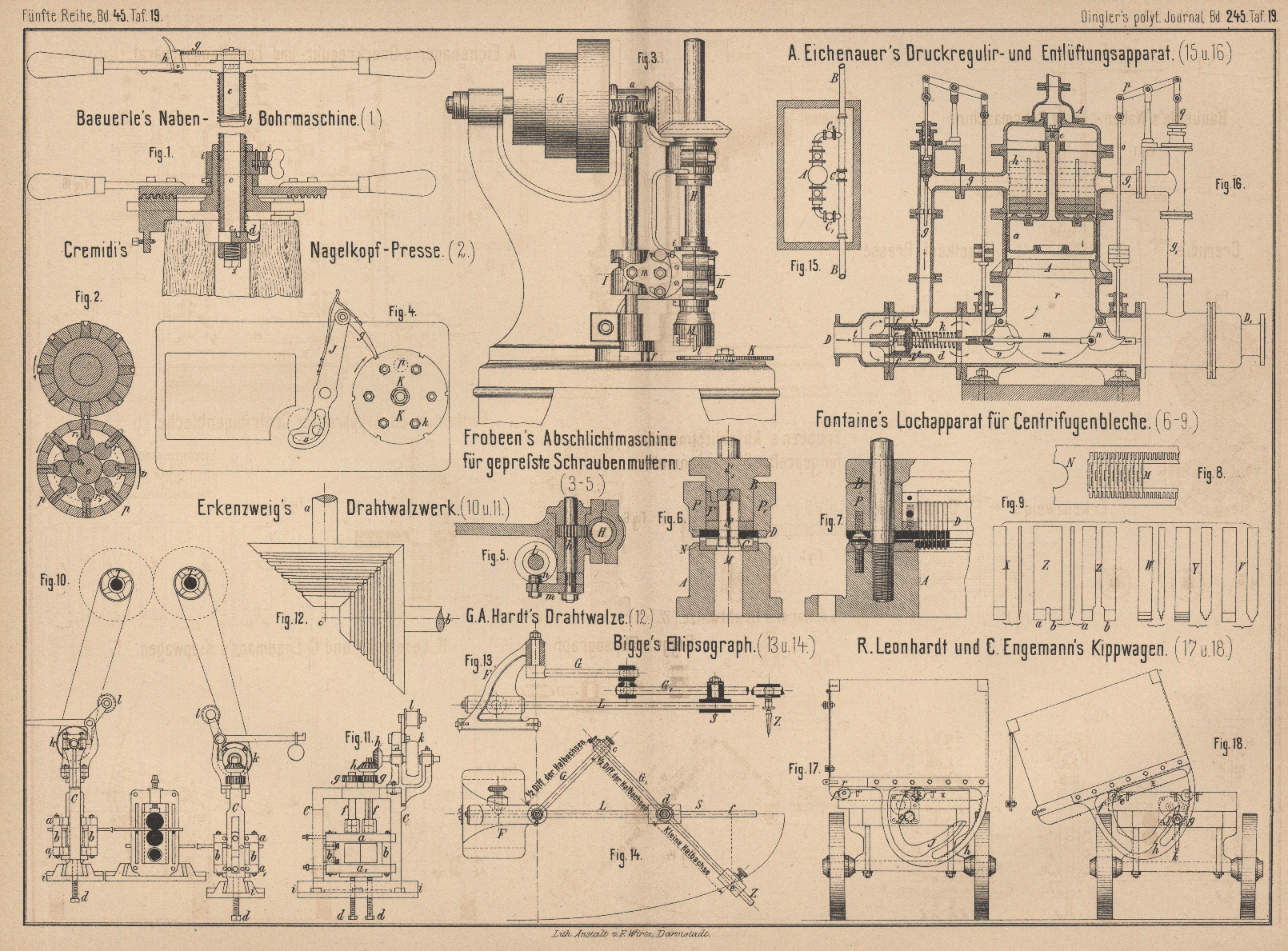
Fontaine's Lochvorrichtung für Centrifugenbleche.
Die von M. G. Fontaine in Aachen (* D. R. P. Kl. 49 Nr.
17 420 vom 11. Juni 1881) vorgeschlagenen Verbesserungen an Vorrichtungen zum Lochen
von Centrifugenblechen beziehen sich auf die Erzielung von Löchern, deren Wände nach
auſsen divergiren oder stufenartig sich erweitern, um ein Verstopfen dieser Löcher
beim Betriebe zu verhindern.
Diese Lochmaschine setzt sich aus dem Gestell A (Fig.
6 bis 9 Taf. 19)
und dem Deckel B zusammen. Im letzteren liegt der
Stempelhalter
C mit einer entsprechenden Anzahl Stempel S, welche durch Lineale D
geführt werden. Der Stempelhalter C ist durch Schrauben
mit dem Guſsstück C1
verbunden, welches in einer Nuth das Widerlager E für
die Stempelköpfe aufnimmt. Eine bei Auswechselung beschädigter Stempel leicht
lösbare und herausnehmbare Schiene F vollendet den
Obertheil der Maschine. Die Matrizen M liegen in Nuthen
des Gestelles A, welches über denselben noch
Führungslineale D für die Stempel trägt und
gleichzeitig die rahmenförmige Führung PP1 für das Druckwerk sichert. Das zu verarbeitende
Blech wird zwischen die Stempelführung D und die
Matrize M eingelegt. Die Matrize selbst besteht aus
einem Rahmen N mit Lagern für eine Anzahl gehärteter
Stahlstückchen, in welche die entsprechenden Gegenöffnungen eingearbeitet sind.
Die zu benutzenden Stempel erhalten bei rechteckigem Querschnitt einen Fuſs, welcher
lang genug ist, um nach erfolgtem Durchstoſs die Matrize noch ausfüllen zu können,
während der Uebergang vom Fuſs zum Schaft – wie aus Fig. 9 zu
ersehen – entweder konisch, oder treppenförmig verläuft. Die Stempel Z (Fig. 9)
erlauben ferner das Stanzen paralleler versetzter Löcher, da ihre Einschnitte in der
Mitte der Stegbreite zwischen zwei Löchern entsprechen; die Arbeit mit diesen
Stempeln ist derart, daſs der Theil a ein neues Loch
stanzt, während b in das soeben hergestellte Loch
eintritt, um dessen Zudrücken durch den benachbarten Stempel zu verhindern.
Sollen stärkere Bleche gelocht werden, für welche diese Stempel nicht
widerstandsfähig genug sind, so werden zwei Stempel nach einander benutzt, deren
erster (V und Y
Fig.
9) einen Kräftigeren stumpfen Kopf besitzt und ein Loch von dem
Durchmesser seines Scheitels bildet, während der zweite (X und W
Fig.
9) das Loch in der gewünschten Glätte und Form herstellt. Beide Arten
Stempel arbeiten dann nach einander in der Maschine; da jedoch bei Beginn der Arbeit
für jedes Blech die dünnen Fertigstempel noch kein von den Vorstempeln gebildetes
Loch vorfinden und abbrechen würden, wenn sie auf das volle Blech treffen, so wird
das Widerlagerlineal E für diesen Fall in kleine Stücke
zerlegt und die über den Fertigstempeln befindlichen Stücke bis nach Bildung der
ersten Lochreihe herausgenommen; die Fertigstempel können demnach um die Dicke der
Stücke E ausweichen. (Vgl. Pellenz 1881 242 67.)
Mg.
Tafeln