| Titel: | Ueber die Herstellung der Sand-Gussformen mittels sogen. Formmaschinen; von Hermann Fischer, Professor an der technischen Hochschule in Hannover. |
| Autor: | Hermann Fischer |
| Fundstelle: | Band 246, Jahrgang 1882, S. 6 |
| Download: | XML |
Ueber die Herstellung der Sand-Guſsformen mittels
sogen. Formmaschinen; von Hermann Fischer, Professor an der technischen Hochschule in
Hannover.
Mit Abbildungen auf Tafel 2.
Herm. Fischer, über Herstellung der Sandguſsformen.
Der vorliegende Gegenstand ist bisher in ausgezeichneter Weise bearbeitet von Karl Karsmarch (vgl. Prechtl's technologische Encyclopädie, 1859
2. Supplementband, * S. 624), Stentz (Zeitschrift für das
Berg-, Hütten- und Salinenwesen im preuſsischen Staate, 1864 * S. 324), und
Blum (Verhandlungen des Vereins zur Beförderung des
Gewerbfleiſses, 1880 * S. 179). In dem Folgenden gedenke ich unter
Benutzung der genannten Arbeiten und anderer Quellen, sowohl eine gedrängte
Uebersicht des heutigen Standes des Sandformens mit Hilfe sogen. Maschinen, als auch
Beiträge zur Geschichte desselben zu liefern.
Die z. Z. bekannten hierher gehörenden Vorrichtungen bezieh. Verfahren lassen sich
eintheilen in solche, welche Ersparniſs an Formerlöhnen bezwecken, und solche,
welche Modellkosten möglichst herabdrücken sollen. Erstere scheinen älter zu sein,
sie haben sich auch ein gröſseres Feld erobert als letztere; sie mögen deshalb den
Reigen eröffnen.
I) Maschinen, bezieh. Vorrichtungen,
durch welche an Former- bezieh. Arbeitslöhnen gespart werden soll.
Die hierher gehörigen Erörterungen dürften leichter verständlich werden, nachdem die
einzelnen Arbeiten des Sandformens kurz in das Gedächtniſs zurückgerufen sind.
Behufs Hervorhebung derselben sei die Aufgabe gestellt, einen Gegenstand einfach
kreuzförmigen Querschnittes mit Hilfe des gewöhnlichen Handverfahrens zu formen. Man
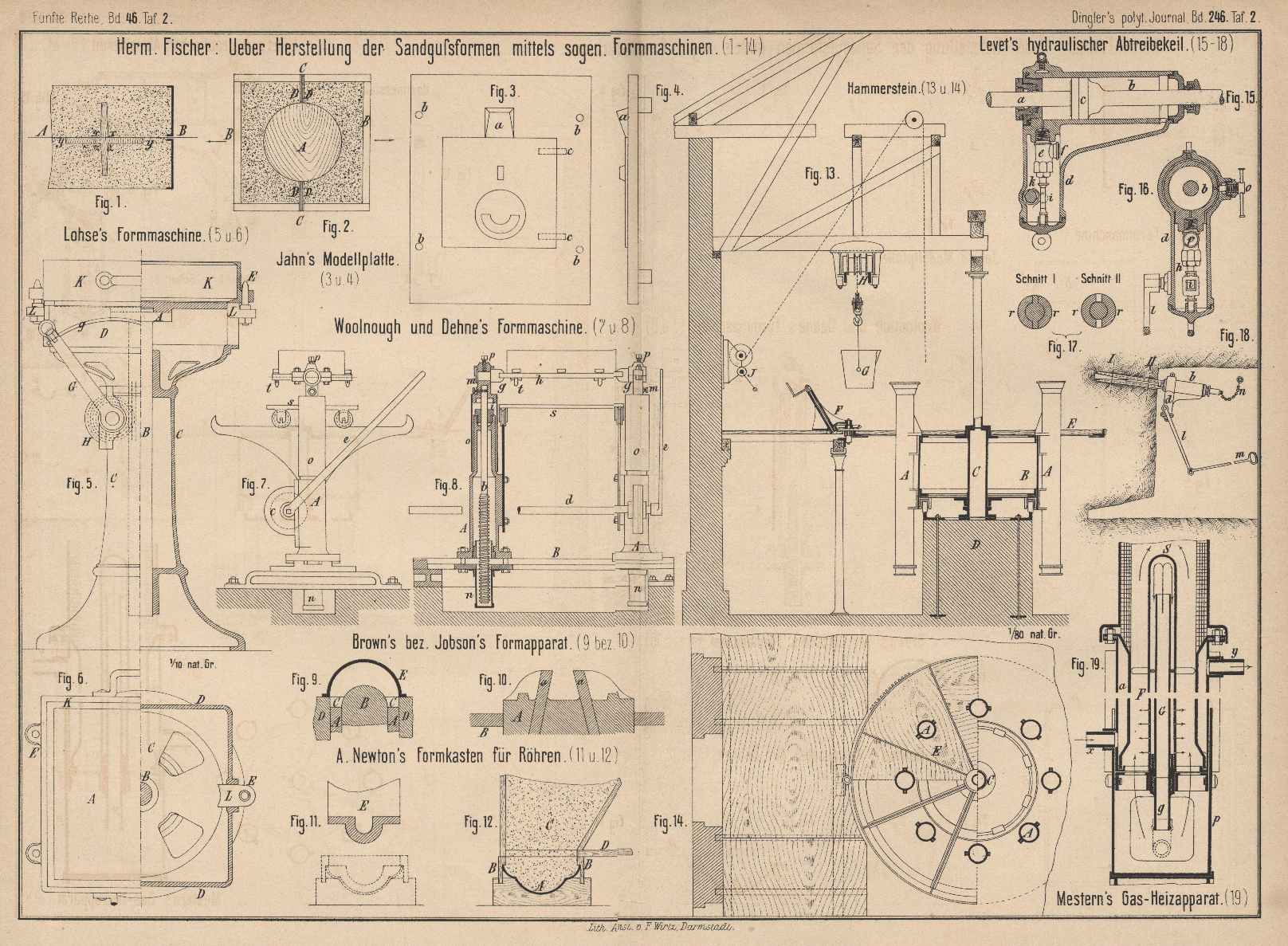
wird das betreffende Modell in der Ebene A-B (Fig.
1 Taf. 2), welche auch die Theilungsebene der beiden Kasten ist, theilen,
zunächst den ⊤-förmigen Theil desselben glatt auf das Formbrett legen, den
Formkasten aufstellen, feinen Sand aufsieben und hierauf den gewöhnlichen Sand
schichtenweise einstampfen. Hierauf ist der Formkasten umzukehren, die Einzelrippe
und der obere Kasten aufzusetzen, etwas trockener Sand aufzusieben und wie vorhin zu
verfahren, wobei geeignete Holzstücke eingelegt werden, welche den „Einguſs“
und die etwaigen „Windpfeifen“ frei zu halten haben. Der obere Formkasten
wird nunmehr einschlieſslich des in ihm befindlichen Modelltheiles abgehoben und
umgekehrt niedergelegt. Behufs Aushebens des Modelles werden in das Modell geeignet
gestaltete Stifte geschraubt die Sandränder bei x
mittels eines mit Wasser gefüllten Pinsels genetzt und gegen die genannten Stifte
geschlagen, um die Form ein wenig auszuweiten, also das Ausheben des Modelles ohne
Schädigung der Form zu
ermöglichen. Das Ausheben des Modelles muſs trotzdem mit groſser Sorgfalt geschehen;
da ein geringes Schwanken der Hände unvermeidlich ist, hat man zur Erleichterung des
Aushebens das Profil des Modelles verjüngt gestaltet. Das Ausheben des im
Unterkasten liegenden Modelltheiles ist schwieriger. Man kann bei Anwendung des
soeben genannten Verfahrens wohl die Sandkanten y
mittels Netzung widerstandsfähiger machen, nicht aber die Sandkanten z, da diese von der Mittelrippe des Modelles bedeckt
sind; dieselben werden daher meistens durch das Ausheben des Modelles geschädigt,
wenn man sich nicht zu einer weitergehenden Theilung des Modelles entschlieſst, d.h.
auch die senkrecht stehende Rippe des Unterkastens von dem wagrechten Theil trennt.
Alsdann wird zunächst der letztgenannte Theil ausgehoben und erst hiernach mit der
senkrechten Rippe so verfahren wie mit den beiden bereits entfernten Theilen.
Nicht selten gewähren die Kasten neben dem eigentlich einzuformenden Modell noch Raum
für andere Modelle, welche, wenn sie gleichzeitig mit jenem eingeformt werden, zwar
die Formerarbeit etwas vermehren, jedoch nicht in dem Maſse, als wenn sie in
besonderen Kasten für sich eingeformt würden. Der Sandverbrauch wird durch das
Einlegen mehrerer Modelle in einen Kasten wesentlich vermindert. Es wird daher von
dem Verfahren, in einem Kasten gleichzeitig mehrere Modelle abzuformen, häufig
Gebrauch gemacht; man verbindet alsdann nicht selten die einzelnen Hohlräume mittels
in den Sand eingeschnittener Kanäle, um sie von einer Einguſsstelle aus
gemeinschaftlich zu füllen.
Gegenstände geringeren Querschnittes bedürfen, damit das flüssige Metall bei dem
Durchströmen der Kanäle nicht erstarrt, mehrerer Zufluſsstellen für das Metall und
Abfluſsstellen für die Gase, welche ebenfalls durch in den Sand geschnittene Kanäle
gebildet werden. Sonach ist auſser den vorhin genannten Arbeiten noch des
Einschneidens der Zufluſs- und Abfluſskanäle zu gedenken, welches mit einiger
Sorgfalt, sonach mit gröſserem Aufwand an Zeit geschehen muſs, da die Mündungen der
Kanäle behufs gefahrlosen Entfernens der Eingüsse möglichst eng, jedenfalls enger
sein müssen, als die Dicke der Guſsstücke an den betreffenden Stellen beträgt.
Beachten wir nun, welche dieser Arbeiten die meiste Zeit, also den gröſsten Theil der
Arbeitslöhne, beanspruchen. Zunächst kommt das zweckmäſsige Anordnen der einzelnen
Modelle – sofern gleichzeitig mehrere derselben abgeformt werden sollen – auf dem
Formbrett in Frage. Es erfordert, soll der Raum recht vortheilhaft ausgenützt
werden, einige Ueberlegung und manchen Versuch. Auch das Füllen der Kasten und
Einstampfen des Sandes, sowie das Umwenden der Kasten beansprucht Zeit, jedoch im
Durchschnitt lange nicht so viel als das Ausheben der Modelle, Ausbessern der
Formen, Einschneiden der Kanäle u. dgl.
Bei genauer Verfolgung der einzelnen Arbeiten während des Formens
verschiedenartigster Gegenstände wird man finden, daſs die für letztgenannte
Arbeiten nöthige Zeit diejenige Zeit bei weitem überwiegt, welche für alle übrigen
der hier genannten Arbeiten zusammengenommen gebraucht wird. Es liegt daher nahe, so
weit man bei dem Formen an die Unterstützung der Hand denkt, das Ausheben der
Modelle u.s.w. zuerst ins Auge zu fassen. Man findet bald, daſs durch vollkommen
richtiges Ausheben ein Ausbessern der Form überhaupt überflüssig gemacht wird.
Die erste mir bekannte dahin gerichtete Vervollkommnung der Formgeräthe befindet sich
an einem viertheiligen Formkasten für ein bauchförmiges Gefäſs, welcher 1831/32 für
die technologische Sammlung der hannoverschen Hochschule beschafft worden ist. Fig.
2 Taf. 2 ist ein Grundriſs des zweitheiligen Mitteltheiles dieses Kastens.
A bezeichnet das Topfmodell, B die beiden Kastenhälften, welche in der Richtung CC zerlegt sind und mittels Einfallhaken
zusammengehalten werden. Links und rechts von der Ebene CC sind nun an die Kastenwandungen dünne Bleche
D geschraubt, welche sich dicht an das Modell
schmiegen. Zieht man nun – nach Lösen der Einfallhaken – die beiden Kastentheile B nach links bezieh. rechts fort, so wird der Sand
derselben von dem Modell abgelöst, ohne jedes Abbröckeln der Sandränder, wenn auch
diese nicht vorher durch Netzen fester gemacht worden sind und keine besondere
Sorgfalt beim Abziehen der Kastentheile angewendet wurde. Der Umstand, daſs die
Bleche D auch während des Gieſsens an ihrem Orte
vorhanden sind, so daſs die betreffende Guſsnath ziemlich kräftig ausgefallen sein
wird, dürfte namentlich Veranlassung gegeben haben zu der thatsächlich seltenen
Anwendung dieser sonst recht zweckmäſsigen Einrichtung. – Ich erwähne dieselbe, da
der ihr zu Grunde liegende Gedanke später in vervollkommneter Gestalt fruchtbar
gemacht worden ist, ja charakteristisch ist für eine Formmaschinenklasse.
Schon im Anfange der 40er Jahre, bezieh. im J. 1841, wurde in der Gieſserei der
„Rothe-Hütte“ a. Harz (nach privaten Mittheilungen)
Modellplatten-Formerei und zwar anscheinend durch den jetzigen Leiter dieses
fiscalischen Werkes, Hrn. Bergrath Jahn, eingeführt.
Ich bin nach vergeblichen Versuchen, eine ältere Anwendung der sogen. Modellplatten
aufzufinden, zu der Ueberzeugung gekommen, daſs hier die Geburtsstätte des genannten
Form Verfahrens ist. In Deutschland war dasselbe vorher nicht bekannt; James Warren verwendet bei dem am 1. August 1846 in
England patentirten Formverfahren für Schrauben (vgl. 1847 105 * 249) zwar eine Formplatte, kannte jedoch am 4. August 1841 als
derselbe das erste Patent für die Schraubenformerei nahm, die Formplatte noch nicht
und Guettier gedenkt der Formplatte in seinem i. J.
1844 erschienenen Werke „De la fonderie“ mit
keiner Silbe.
Hr. Bergrath Jahn hatte die Güte, mir einige
Modellplatten aus jener Zeit zuzusenden; eine derselben ist in Fig. 3 und
4 Taf. 2 durch zwei Ansichten dargestellt. Man sieht, daſs das Modell mit der
(hölzernen) Modellplatte fest verbunden ist, daſs ein Modell (a) für den Einguſskanal angebracht und daſs vermöge der Bohrungen b die beabsichtigte Lage des Formkastens gegenüber dem
Modell leicht und genau gewonnen wird, da die Schlieſsstifte des Kastens genau in
die Bohrungen b passen. Die zweite Modellplatte, welche
zum Einformen des zweiten Kastens diente und demnach die andere Seite der Ofenthür
enthält, konnte ihre richtige Lage nicht mit Hilfe der Schlieſsstifte erhalten, da
der andere Kasten selbstverständlich ohne Schlieſsstifte war. Man hatte deshalb eine
dicke Leiste auf der Modellplatte befestigt, deren Ausschnitte sich genau an den
Formkasten anschmiegten. Man benutzt diese Modellplatten – welche noch heute, theils
in verbesserter Gestalt vielfach angewendet werden – bekanntlich in folgender Weise:
Die Modellplatte wird wie das gewöhnliche Formbrett auf den Formtisch gelegt, der
zugehörige Formkasten aufgesetzt – was ganz genau ausfüllt, da die Stifte des
männlichen Kastens in Löcher der zugehörigen Formplatte, die Oesen des weiblichen
Kastens dagegen auf Stifte der Formplatte greifen –, Sand eingefüllt, eingestampft
und der überflüssige Sand mittels eines Richtscheites abgestrichen. Hierauf legt man
den Formkasten nebst der Modellplatte auf den Rücken, klopft auf die Rückseite der
Formplatte, um die Verbindung zwischen Modell und Sand zu lockern, und hebt hierauf
die Formplatte ab.
Es sei noch bemerkt, daſs die in Fig. 3
punktirt gezeichneten hervorragenden Gelenktheile c
durch Stifte an dem Modell befestigt sind, welche sie während des Aushebens des
Modelles im Sande zurücklassen, so daſs die Gelenktheilmodelle nachträglich in
gewöhnlicher Weise auszuheben sind.
Folgende wesentliche Vortheile sind durch Einführung der Jahn'schen Modellplatte gegenüber dem gewöhnlichen Verfahren gewonnen: 1)
Das Modell ist dauerhafter, indem es mit der kräftigen Modellplatte verbunden ist,
das Einschrauben der Aushebeösen hinweg fällt und die Hammerschläge, welche die
Lockerung des Modelles vom Sande vermitteln sollen, gegen die Modellplatten
gerichtet sind. 2) Der Former hat nicht nöthig, das Modell dem Kasten gegenüber in
eine geeignete Lage zu bringen. 3) Das Netzen der Sandränder – welches ein
„Abschrecken“ des an dieselben stoſsenden flüssigen Eisens und reichliche
Dampfentwickelung zur Folge hat – fällt hinweg, da eine gute Führung des Modelles
bezieh. der Modellplatte jede Seitenschwankung während des Modellaushebens hindert.
4) Das Anschneiden des Eingusses entfällt. 5) Das Einstampfen des zweiten Kastens
findet in gleicher Weise wie dasjenige des ersten Kastens statt; bei beiden legt
sich der Sand auf das harte Brett, während das sonst gebräuchliche Verfahren für das
Einstampfen des zweiten Kastens, welches auf dem Sande des ersten erfolgt, eine
gröſsere Vorsicht bedingt.
Als Fehler dieses Form Verfahrens kann man gewissermaſsen die Nothwendigkeit
bezeichnen, die Stifte und Oesen der Formkasten sehr genau herzustellen, da die
letzteren unabhängig von einander eingeformt und willkürlich paarweise
zusammengelegt werden.
Diese Jahn'schen Modellplatten sind bald – wann zuerst,
ist mir unbekannt – auch in der Weise benutzt worden, daſs mehrere Modelle neben
einander, auch die Modelle für die Zufluſskanäle des Metalles u.s.w., auf denselben
befestigt wurden. Sie bilden die Grundlage für die meisten Formmaschinen des
vorliegenden Gebietes und verdienen daher gewiſs die ihnen hier zu Theil gewordene
ausführliche Behandlung. Hartmann nennt, in dem 1863
erschienenen Bd. 259 des Neuen Schauplatzes, S. 213
einen von dem Franzosen de Bergue erfundenen
Mechanismus die erste Maschine zum genauen Ausheben der Modelle und beschreibt sie,
wie folgt:
„Die de Bergue'sche Maschine besteht aus einem aus
Guſseisen zusammengesetzten Kasten, dessen obere Fläche die gewöhnliche Formbank
bildet und die je nach der Gröſse der Vorrichtungen entweder wie die
gewöhnlichen Formbänke erhöht, oder bei gröſseren Gegenständen in der Ebene der
Hüttensohle situirt werden kann. Ueber diese Formbank und diese umfassend kann
ein Rahmen an vier Zahnstangen mittels einer Kurbel und Getrieben, die in den
Kasten eingeschlossen sind, mit vollkommener Gleichförmigkeit und immer parallel
mit sich selbst und mit der Formbank erhoben werden. Denkt man sich nun einen
Formkasten auf der horizontal gestellten Formbank befestigt und ein Modell in
diesem eingestampft, das nun senkrecht zur Ebene der Formbank ausgehoben werden
soll, so schraubt man ein, auch zwei starke Bretter horizontal auf das Modell,
so daſs die Enden desselben über den Rahmen hinausragen. Hebt man nun den Rahmen
mittels der Kurbel, so faſst derselbe die Bretter und hebt diese und mit ihnen
das Modell aus dem Sande. Da hier kein Zittern und Schwanken des Modelles,
sondern ein festes und präcises Erheben statthat, so wird die Sandform so wenig
als möglich beschädigt; der Formkasten muſs natürlich auf der Formbank befestigt
sein, damit derselbe nicht mit dem Modell in die Höhe gehoben wird. Das Modell
muſs auch hier beklopft werden, damit sich der Sand etwas von demselben löst;
aber jedenfalls ist hier nur eine geringe Erschütterung und nicht wie bei der
gewöhnlichen Formerei eine wirkliche Erweiterung der Form erforderlich.“
Leider gibt Hartmann nicht an, aus welchem Jahre diese
de Bergue'sche Vorrichtung stammt, so daſs man
nicht im Stande ist, zu beurtheilen, ob und in welchem Umfange dieses Verfahren von
Anderen zum Entwurf besserer Einrichtungen benutzt werden konnte. Ich führe die de Bergue'sche Maschine hier nur deshalb an, weil ich
sonst keine ältere französische Maschine bezieh. Einrichtung zum sichereren Ausheben
der Modelle aufzufinden vermochte.
Beachtenswerth ist, daſs die beschriebene, nicht sehr bequem zu benutzende
Vorrichtung nur auf das sichere Ausheben des Modelles
sich bezieht. während alle übrigen Vortheile der Jahn'schen Modellplatte ihr abgehen.
Sachlich reiht sich an die besprochene Einrichtung zunächst eine Maschine, die (nach
privaten Nachrichten) seit d. J. 1867 von dem Eisengieſsereibesitzer Lohse in Hamburg benutzt wurde. Sie ist durch Fig.
5 und 6 Taf. 2 im
senkrechten Schnitt bezieh. Ansicht und wagrechten Schnitt bezieh. Oberansicht
abgebildet. A bezeichnet die Modellplatte bezieh. die
Platte, auf welcher die eigentlichen Modelle sowie diejenigen für die Eingüsse
befestigt sind; mit A ist die Führungsstange B fest verbunden. Die Modellplatte A paſst genau zwischen die oberen Ränder des Kastens
D, welcher die Fortsetzung des Gestelles C bildet; die Lappen L der
Modellplatte führen sich in senkrechten Schlitzen des Kastens D und sind entweder mit den Schlieſsstiften E, wie hier gezeichnet, oder mit Höhlungen versehen, in
welche, die Schlieſsstifte des männlichen Formkastens greifen. Die Stange B wird in leicht übersichtlicher Weise innerhalb des
Gestelles C geführt; sie ist seitwärts mit kurzer,
vertieft liegender Zahnstange versehen, in welche das unter der Kapsel H befindliche Zahnrad greift. Auf der Welle dieses
Zahnrades ist die Kurbel G befestigt, welche an dem
Bogen g mittels Klinke festzustellen ist. In Fig.
5 hat G diejenige Stellung, bei welcher der
Sand in den Formkasten eingestampft wird; alsdann schneidet die Oberfläche der
Modellplatte mit dem oberen Rande des Kastens D genau
ab. Sollte, vielleicht durch Abnutzung, A in tieferer
Lage sich befinden, nachdem die Kurbelklinke in die betreffende Kerbe eingefallen
ist, so wird durch Einlagen zwischen A und B dem Mangel abgeholfen.
Die Maschine wird nun in folgender Weise benutzt: Nachdem die Modellplatte in die so
eben näher angegebene Lage gebracht, auch ein Formkasten K aufgesetzt ist, siebt man zunächst etwas feineren Sand über die Modelle
und füllt alsdann, unter Festdrücken des Sandes mit der Hand bezieh. dem Stampfer,
den Kasten K bis zum oberen Rand, streicht den
überflüssigen Sand mit Hilfe eines Richtscheites ab, erschüttert die Modellplatte
mittels einiger Schläge, hebt die Kurbelklinke aus ihrer Kerbe und senkt mit
derselben Hand die Modellplatte, bis die Kurbelklinke in eine zweite, dem unteren
Stande der Modellplatte entsprechende Kerbe einfallt. Es sind nun sowohl die
Modelle, als auch die Schlieſsstifte (bezieh. in an den Lappen L vorhandenen Löcher) so weit nach unten bewegt, daſs
dem Abheben des Kastens nichts mehr im Wege steht. Nach Entfernung des fertigen
Formkastens hebt man die Modellplatte in ihre obere Lage, säubert die Maschine von
auf ihr liegendem Sand und verfährt wie vorhin.
Diese Maschine wird, soweit die Construction in Frage kommt, verschieden ausgeführt,
indem das Heben und Senken der Modellplatte häufig mittels Hebel oder Schraube stattfindet, auch die
Führung in anderer Weise, als hier beschrieben, erfolgt Seit längerer Zeit sind
derartige Maschinen in einer hiesigen Gieſserei eingeführt und arbeiten mit solchem
Erfolg, daſs die Zahl derselben allmählich auf 24 gestiegen ist. Sie zeichnen sich
vor der de Bergue'schen Maschine aus durch Benutzung
der Jahn'schen Formplatte und ferner dadurch, daſs der
Formkasten behufs Modellaushebens in derselben Lage bleibt, in welcher er mit Sand
vollgestampft wurde, auch während des Ausziehens der Modelle nicht festgehalten zu
werden braucht.
Ob die Einrichtung des Eisenhüttenwerkes Marienhütte
(*D. R. P. Nr. 15489 vom 5. December 1880) Vortheile gegenüber der soeben
beschriebenen Lohse'schen besitzt, glaube ich nicht;
doch möge der Leser selbst entscheiden: Auf dem Formtisch ist die Modellplatte mit
nach oben gekehrten Modellen befestigt. Sie wird von einem Rahmen umgeben, dessen
oberer Rand mit der Ebene der Modellplatte abschlieſst und mittels unter der
Tischplatte angebrachten Triebwerkes genau senkrecht gehoben werden kann. Der
Formkasten wird auf diesen Rahmen gesetzt, in gewöhnlicher Weise aufgestampft und
dann mittels des genannten Rahmens von der Modellplatte abgehoben; dies ist der
wesentliche Inhalt des Patentes. Uebrigens findet sich dieses Verfahren des
Modellabhebens ebenso bei den weiter unten zu besprechenden Maschinen J. Wertheim's (*D. R. P. Nr. 2733 vom 9. April 1878,
vgl. Verhandlungen des Vereins zur Beförderung des
Gewerbfleiſses, 1880 * S. 184) und der Gebrüder
Burgdorf (*D. R. P. Nr. 3454 vom 1. Juni 1878, vgl. 1879 232 * 30). Auch Reuling (*D.
R. P. Nr. 9521 vom 14. September 1879 vgl. Verhandlungen 1880 * S. 488) hebt den eingeformten Kasten in ganz
ähnlicher Weise von der Modellplatte. Er hat auſserdem – in nicht sehr geschickter
Weise – seine Maschine so eingerichtet, daſs sie für sehr verschieden groſse
Formkasten verwendet werden kann Ebenso ist die weiter unten genannte Ugé'sche Maschine (vgl. 1882 243 * 285) hier zu erwähnen.
Bei Benutzung der bisher besprochenen Maschinen müssen die fertigen Formkasten mit
der Hand abgehoben und umgekehrt werden; dies ist lästig, sobald die Kasten einige
Gröſse haben.
Als bequemer – wenn gröſsere Kasten in Frage kommen – muſs die Einrichtung von M. A. Muir und J. M'Ilwham
(Englisches Patent vom 15. Januar 1857. Practical Mechanics'
Journal, September 1857 * S. 149. Zusatzpatent vom 2. Februar 1857,
daselbst Oktober 1857 8. 177) bezeichnet werden. Dieselben versehen die sonst wie
bei Jahn eingerichtete Modellplatte mit 2 Zapfen,
welche in senkrecht genau verschiebbaren Lagern (letztere befinden sich an den
oberen Enden zweier Stangen) sich zu drehen vermögen. Man formt, während die Modelle
nach oben gekehrt sind, in gewöhnlicher Weise, dreht dann die Modellplatte nebst an
ihr befestigtem Formkasten um 180°, senkt die beiden Lager so weit, daſs der
Formkastenrücken auf einem untergeschobenen Wagen ruht, und löst alsdann die
Verbindung zwischen Modellplatte und Kasten, worauf erstere wieder gehoben und
behufs Herstellung einer zweiten Form in die ursprüngliche Lage zurückgekippt
wird.
Max Eyth beschreibt in seinen „Skizzen aus der
allgemeinen Londoner Industrie-Ausstellung des J. 1862“ (vgl. 1862 167 * 1 ff.) eine Formmaschine unter dem Namen Jobson, welche grundsätzlich mit der soeben
beschriebenen Maschine übereinstimmt; auch Stentz
(Zeitschrift für das Berg-, Hütten und Salinenwesen, 1864 Bd. 12 * S. 324
und auszüglich Zeitschrift des Vereins deutscher
Ingenieure, 1865 Bd. 9 * S. 682) nennt diese Maschine „Jobson'sche“. Ich glaube, daſs hier ein Irrthum
vorliegt, indem die Jobson'sche
Schienenstuhl-Formmaschine (vgl. S. 17 d. Bd.), welche aus den J. 1856/57 stammt,
nach anderen Grundsätzen construirt ist, und erlaube mir daher, die vorliegende
Maschine der Einfachheit halber mit dem Namen Muir's zu
belegen. Bemerkenswerth ist noch, daſs die sowohl von Eyth, als auch von Stentz
„Jobson'sche Maschine“ bezeichnete Einrichtung
in so fern gegen die Muir'sche zurücksteht, als
letztere die genaue Lage des Formkastens gegenüber den Modellen durch die Stifte
bezieh. Oesen desselben sichert, was bei ersterer nicht der Fall ist.
Sämmtliche bisher beschriebene Maschinen müssen paarweise vorhanden sein, so daſs die
eine zum Formen des Unterkastens, die andere zum Einformen des Oberkastens dient.
Andernfalls ist man gezwungen, die Modellplatte u.a. auszuwechseln, nachdem eine
gewisse Anzahl der Kasten einer Art geformt ist. Da nun die Modellplatte äuſserst
genau gegenüber dem Kasten bezieh. den Marken, welche dessen Stelle bezeichnen,
liegen muſs, so entschlieſst man sich zu dem zuletzt angedeuteten Verfahren wohl
nie.
Für kleinere Gieſsereien, welchen die Anschaffung mehrerer verschieden groſser
Maschinenpaare nicht lohnend erscheint, ist diesem Mangel abzuhelfen durch eine
Erfindung von Fairbairn und Hetherington, (Engl. Patent Nr. 13499 vom 10. Februar 1851, vgl. Mechanics' Magazine, August 1851 Bd. 55 S. 139 und Polytechnisches Centralblatt, 1851 S. 1302). Dieselben
benutzen eine Modellplatte, welche auf einer Seite die einen, auf der anderen Seite
die zweiten Hälften der Modelle enthält und zwar in genau gegenseitig
übereinstimmender Lage. Die Stifte des männlichen Kastens sind so lang, daſs sie
nicht allein durch die entsprechenden Löcher der Modellplatte ragen, sondern auch
noch sicher in die Oesen des weiblichen Kastens greifen, welcher gleichzeitig mit
dem ersteren an der Modellplatte befestigt ist. Man stampft nun zunächst den einen,
dann den anderen Kasten auf, hebt den weiblichen Kasten, welcher sich an den Stiften
des männlichen führt, ab und entfernt hierauf die Modellplatte, welche ebenfalls an
den Stiften Führung erfährt. Beide Kasten werden alsdann nach Bedarf bestäubt und
zum Guſs zusammengelegt.
An sich hat das beschriebene Fairbairn und Hetherington'sche Verfahren keine Vorzüge vor dem
Formen mit der Jahn'schen einfachen Modellplatte, es
sind sogar Nachtheile zu nennen. Indem jedoch durch Woolnough und Dehne (die betreffende Maschine
wurde i. J. 1876 in Preuſsen patentirt, ferner im Deutschen Reich unter Nr. 1391,
vgl. Verhandlungen, 1880 * S. 181. Engineering, 1880 Bd. 29 * S. 355) die zweiseitige
Modellplatte für die Muir'sche Formmaschine angewendet
wurde gewann sie Bedeutung. Da die Woolnough und Dehne'sche Maschine in diesem Journal noch nicht
beschrieben worden, sie jedoch für viele Zwecke sehr verwendbar ist, so mag hier
eine Erläuterung derselben unter Benutzung der Fig. 7 und
8 Taf. 2 Platz finden. Fig. 8 ist
zur Hälfte eine Vorderansicht, zur Hälfte ein senkrechter Schnitt und Fig.
7 eine Seitenansicht der Maschine.
Auf einer festen Platte B sind zwei guſseiserne hohle
Säulen A befestigt; sie umschlieſsen und führen zwei
unten mit flachem Gewinde versehene Stangen b, auf
deren oberen Ende Lagerstühlchen g befestigt sind, in
welchen die Zapfen der Modellplatte h sich zu drehen
vermögen. Mittels der Klemmschrauben p wird die
Modellplatte h in ihrer Lage festgehalten. In die
flachgängigen Gewinde der Stangen b greifen Rädchen c, welche auf der gemeinschaftlichen Welle d befestigt sind und mittels des Handhebels e gedreht werden können, in Folge dessen die Stangen
b und mit ihnen die Modellplatte h auf und nieder bewegt werden.
Man setzt nun einen der Kasten auf die obere Fläche der Modellplatte, befestigt ihn
dort, z.B. mittels der Splinte t, stampft ihn in
gewöhnlicher Weise auf, hebt Modellplatte nebst Kasten und kippt beide nach Lösen
der Klemmschrauben p um, so daſs der Kasten nach unten
hängt. Nunmehr wird Modellplatte h nebst Formkasten so
weit herabgelassen, daſs sich letzterer auf den fahrbaren Tisch s letzt die Verbindung zwischen Modellplatte und
Formkasten gelöst und erstere gehoben. Die Modelle werden hierbei genau senkrecht zu
der Modellplatte aus dem Sande gezogen.
Während nun der fahrbare Tisch zur Seite bewegt wird, um den Formkasten abheben zu
können, wird der zweite Kasten auf die jetzt nach oben gerichtete Fläche der
Modellplatte gesetzt und geradeso verfahren, wie soeben beschrieben. Der Eingriff
der Rädchen c mit den Gewindegängen der Stangen b ist angewendet, um eine genau wagrechte Lage der
beiden Lagermitten zu erreichen und zu erhalten. Sollte die Mitte des einen
Zapfenlagers niedriger oder höher liegen als die Mitte des anderen, so bedarf es nur
des Lösens der Klemmschraube m und Drehens der
zugehörigen Stange b, um den Unterschied der Höhenlage
auszugleichen. Um Zahnräder und Stangen vor Staub zu schützen sind erstere mit
Kapseln umgeben, letztere mit Hüllen o und n versehen und durch die Stopfbüchsen i gesteckt. Um die Maschine für Platten verschiedener Gröſsen benutzen
zu können, sind die Säulen A auf der Grundplatte B verschiebbar.
Woolnough und Dehne legen
nach der Patentschrift der Herstellung ihrer doppelten Modellplatte den Hauptwerth
bei, obgleich dieselbe vielleicht nicht von ihnen herrührt (vgl. Kick 1880 235 * 21). Sie
findet folgendermaſsen statt. In einem Paar gröſserer Formkasten werden die Modelle
in gewöhnlicher Weise eingeformt, darauf die beiden Kasten um die gewünschte
Plattendicke durch Einlegen entsprechend dicker Leisten – nachdem vorher die Zapfen
der Platte eingedämmt sind – von einander entfernt und der gebildete Hohlraum
vollgegossen. Lagen die beiden Kasten genau richtig einander gegenüber, so befinden
sich auch die zu einander gehörigen Modellhälften in genauer gegenseitiger Lage. Es
darf jedoch nicht verschwiegen werden, daſs dies nur bei Anwendung höchster Sorgfalt
erreicht wird; es ist die Frage, ob man mittels Aufschrauben der beiden Modelltheile
auf die beiden Seiten der Modellplatte bei demselben Aufwände an Sorgfalt und Zeit
nicht mindestens ebenso genaue Platten erhält als mittels des soeben beschriebenen
Verfahrens.
E. Paul (*D. R. P. Nr. 4814 vom 10. September 1878, vgl.
Verhandlungen, 1880 * S. 192) schraubt auf einen
mit Zapfen versehenen Rahmen die Modellplatten fest, so daſs er nicht jedesmal auch
die Zapfen herzustellen hat. Freilich erfordert dieses Verfahren ein genaues
gegenseitiges Einstellen der beiden Modellplatten. Woolnough und Dehne haben sich zu einem
ähnlichen Verfahren verstanden (*D. R. P. Nr. 8669 vom 1. Februar 1879, vgl. Verhandlungen, 1880 * S. 491); durch dasselbe dürfte
gleichzeitig einem Uebelstande dieser Maschine abgeholfen werden können, welchen ich
häufig hervorheben hörte, nämlich dem Durchbiegen der Modellplatte. Indem diese nach
dem neuen Patent kastenartig gestaltet ist (ähnlich wie oben bei Muir, Jobson), vermag man ihr ohne Schwierigkeit eine
gröſsere Steifigkeit zu geben. Endlich muſs ich noch erwähnen, daſs die gesammte
Construction der Maschine, so weit sie mir bekannt ist, manche Detailfehler enthält
und manches in den älteren Einrichtungen zweckmäſsiger ist.
Als eigentlicher Vorzug der Woolnough und Dehne'schen Maschine gegenüber der Lohse'schen kann ich nur die Möglichkeit anerkennen,
mit ein und derselben Maschine sowohl Ober-, als Unterkasten zu formen und sie für
verschieden groſse Modellplatten zu verwenden, welcher Vortheil indeſs aus schon
erwähnten Gründen nur kleineren Gieſsereien zu gute kommt.
Es sei hier noch erwähnt, daſs auſser anderen auch Gibbon's Formmaschine (Iron, 1881 Bd. 18 * S.
535) der vorhin beschriebenen ähnlich ist. Eine Abänderung der Woolnough und Dehne'schen
Einrichtung, welche unter dem Namen Little's
Formapparat (vgl. Engineering, 1871 Bd. 11 * S. 278)
bekannt geworden ist, verdient kaum der Erwähnung.
Von den bis hierher genannten Formerei Vorrichtungen, welche möglichste Ausnutzung
des Platzes durch gleichzeitige Abformung mehrerer Modelle in einem Kasten, genaues
Ausheben der Modelle und – zum Theil – bequemes Umwenden der Formkasten zum Zweck
haben sind heute in lebhafterem Gebrauch: Die Jahn'sche
Modellplatte, die Lohse'sche, Muir und M'Ilwham'sche sowie die Woolnough und Dehne'sche
Maschine und ähnliche. Man benutzt für dieselben in der Regel metallene (namentlich
eiserne) Modellplatten und Metallmodelle, jedoch finden sich auch hölzerne Platten,
Modelle aus Gyps, Schwefel, Spencemetall u. dgl. Die Formvorrichtungen wirken
befriedigend, so lange die Modelle, wenn hoch, nicht zu steile Seitenflächen haben.
Senkrechte hohe Flächen haften in dem Maſse an dem Sande, daſs ein leichtes
Erschüttern der Modellplatte nicht genügt, die Modelle von dem Sande zu trennen. Es
tritt alsdann leicht ein Ausbröckeln der Sandkanten ein, welches ein nachträgliches
Ausbessern der Formen erfordert und dadurch den Zeitaufwand für das Formen erheblich
vermehrt, bezieh. den Vortheil der Formmaschine vernichtet.
Behufs Vermeidung dieses Uebelstandes wollen Gebrüder
Burgdorf (*D. R. P. Nr. 3454 vom 1. Juni 1878, vgl. 1879 232 * 30) die Form mehr erweitern, als durch Klopfen ohne
Schaden für die Modellplatte möglich ist. Sie lassen die Stifte des Formkastens in
Löcher greifen welche excentrisch in kleine Cylinder gebohrt sind, die in der festen
Modellplatte bezieh. dem Maschinengestell mittels gekuppelter Hebel um einen Winkel
von etwa 40° gedreht werden können. Der voll gestampfte Formkasten erfährt durch
diese Drehung eine entsprechende Verschiebung gegenüber den Modellen, so daſs durch
diese der Sand zurückgedrückt, also die Form erweitert wird. Leider ist die gesammte
Construction in mehr als einer Hinsicht zu tadeln, so daſs meiner Auffassung nach
die Vortheile des genannten Verfahrens durch die Mängel der Maschine, mittels
welcher es zur Anwendung gelangt, wesentlich verdunkelt wird.
Im J. 1854/55 nahm Brown in Nordamerika ein Patent auf
eine Röhrenformmaschine, welche durch Behn (den
späteren Gieſsereidirektor der Actiengesellschaft Weser
in Bremen) in Vollmacht des Erfinders 1855 in England eingeführt, von diesem in
Verein mit Waltjen in Bezug auf Anordnung der
Maschinentheile verbessert und unter dem Namen Waltjen'sche Röhrenformmaschine weiter bekannt geworden ist. Während ich auf
die Gesammtheit des Brown-Behn-Waltjen'schen Form
Verfahrens später noch weiter eingehen werde, hebe ich schon hier eine
Eigenthümlichkeit hervor, welche zur Entstehung einer Reihe Formmaschinen Anlaſs
gegeben hat.
Brown benutzte auch eine Modellplatte A (Fig. 9 Taf.
2), über dessen Oberfläche das halbe Rohrmodell B
hervorragt. Nach dem Feststampfen des Sandes wird jedoch nicht Modellplatte und
Modell gleichzeitig von dem Sande entfernt, sondern zunächst das Modell B
durch die Platte A zurückgezogen. Die Sandkanten C werden somit während des Modellausziehens seitens der
Platte A gestützt, so daſs ein Ausbröckeln derselben
unmöglich ist, selbst wenn keinerlei vorherige Lockerung des Modelles stattgefunden
hat. Hierin liegt ein ganz wesentlicher Fortschritt der Sandformerei, soweit hohe,
oder sehr steile bezieh. senkrechte Modellflächen in Frage kommen.
Möglicherweise ist der hier genannte Brown derselbe,
welcher in Glasgow gewissermaſsen dasselbe Verfahren für Handformerei verwendete
(vgl. 1858 149 * 102). Letzterer macht nämlich die
abzuformende Modellhälfte um die Dicke einer Platte höher, welche genau nach dem
Grundriſs der Modellhälfte durchbrochen ist und über dieselbe gesteckt mit ihr
zusammen auf den Formtisch gelegt wird. Nach stattgefundenem Aufstampfen des auf die
fragliche Platte gesetzten Kastens wird dieser nebst der Platte von dem Modell
abgezogen, so daſs die Sandkanten ebenso gestützt werden wie bei dem Brown'schen Verfahren vom J. 1854/55.
In Armengaud's Génie industriell Oktober 1856 S. 169
(vgl. 1857 143 * 92) wird von J.
Jobson ein Verfahren zum Formen von Schienenstühlchen beschrieben. Jobson befestigt die Modelle A (Fig. 10
Taf. 2) der Schienenstühlchen auf der Maschine und umgibt sie mit dem in senkrechter
Richtung beweglichen, aus Eisen gefertigten, durchbrochenen Formbrett B. Die untere Fläche der Stühlchen ist eben, also auch
die Sandfläche des zweiten Kastens, so daſs der Formkasten gewissermaſsen
willkürlich auf das Formbrett gesetzt werden kann; er ward in gewöhnlicher Weise mit
Formsand ausgestampft. Die der Schiene zugekehrten Flächen der Stühlchen hängen
behufs Festhaltens der Schiene bezieh. des Befestigungskeiles nach innen über; die
betreffenden Modelltheile a sind daher von dem übrigen
Modell getrennt, so daſs sie zunächst nach unten herausgezogen werden können.
Hiernach steht dem Ausziehen des Modelles A aus dem
Sande nichts mehr im Wege; es geschieht, indem das Formbrett B senkrecht emporgehoben wird, während das Modell in seiner Lage bleibt.
Jobson benutzt also das Brown'sche Verfahren, um das Ausbröckeln der Sandkanten mit aller
Sicherheit zu verhüten.
Stentz beschreibt in seiner oben erwähnten Abhandlung
unter Beigabe guter Zeichnungen mehrere Maschinen, welche in gleicher Weise das
Modell auszuziehen gestatten, auch eine solche, bei welcher, wie der Muir'schen Maschine eigen ist, die Formplatte nebst auf
derselben befestigten Formkasten behufs bequemen Abhebens des letzteren umgekippt
werden kann, nennt aber das Zurückziehen des Modelles durch die Formplatte
irrthümlicherweise Howard'sches Princip. Ich werde
weiter unten Auskunft darüber geben, wodurch dieser Irrthum entstanden sein
kann.
Andere Maschinen derselben Art, fast immer für verhältniſsmäſsig hohe Gegenstände,
z.B. Geschosse, Zahnräder u.s.w., findet man in folgenden Quellen: Max Eyth's oben erwähnte Skizzen aus der Londoner
Industrieausstellung des J. 1862 (vgl. 1862 167 * 1 ff.),
Zeitschrift des Vereins deutscher Ingenieure, 1865
* S. 684, Dürre: Eisengieſserei, Bd. 2 * S. 527 und
529, Praktischer Maschinen-Constructeur, 1878 * S. 10
u. 1881 * S. 183.
(Fortsetzung folgt.)
Tafeln