| Titel: | A. Groth und W. Rath's Feilenhaumaschine. |
| Fundstelle: | Band 247, Jahrgang 1883, S. 115 |
| Download: | XML |
A. Groth und W.
Rath's Feilenhaumaschine.
Mit Abbildungen auf Tafel 11.
A. Groth und W. Roth's Feilenhaumaschine.
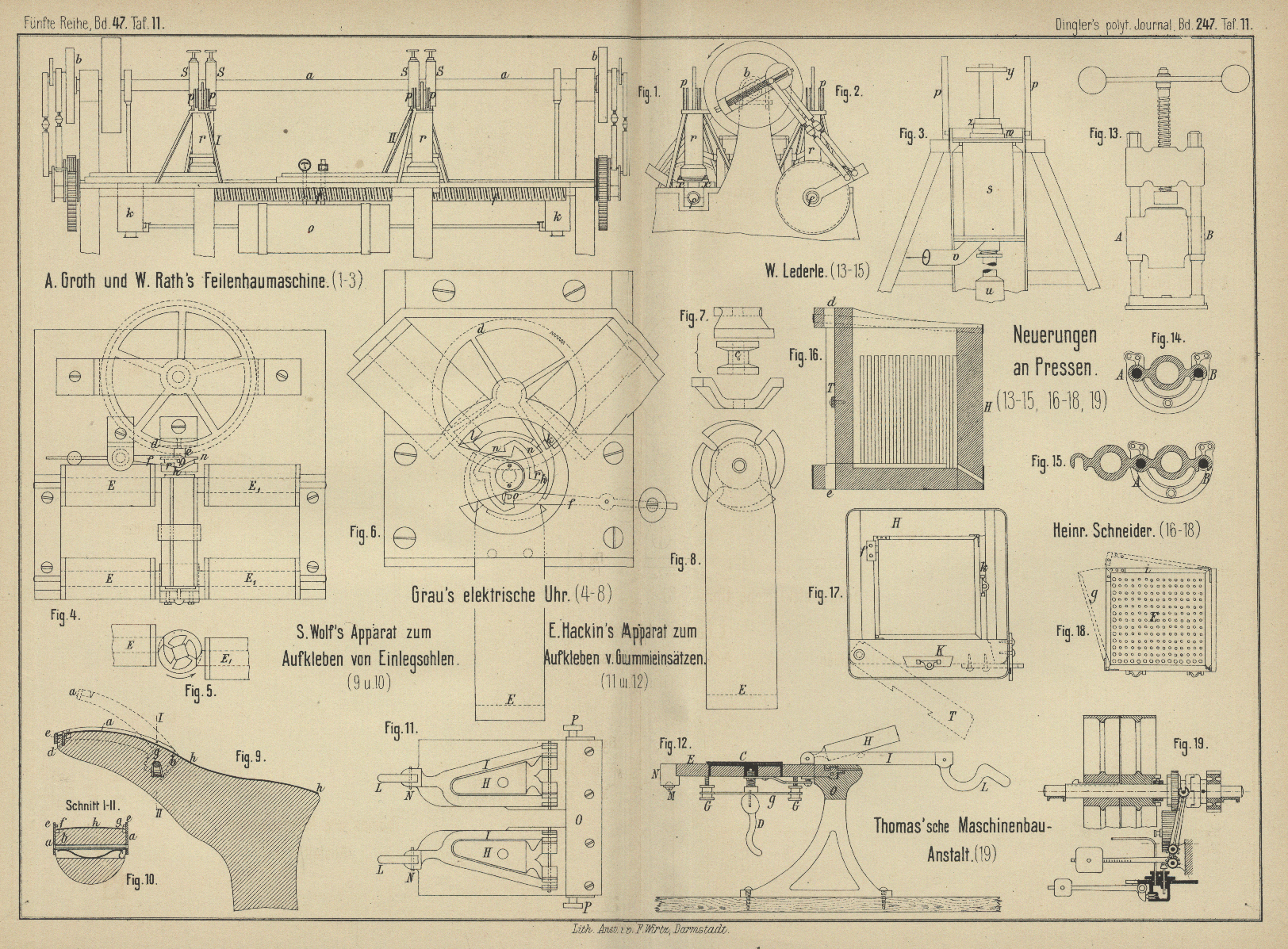
Die in Fig. 1 bis 3 Taf. 10
dargestellte Feilenhaumaschine von A. Groth und W.
Rath in Plettenburg (* D. R. P. Kl. 49 Nr. 19270 vom 1. Januar 1882) gehört in
jene Gruppe von Maschinen, bei welchen Meiſsel und Hammer getrennt arbeiten. Während
aber bei den bisherigen Maschinen dieser Art der Hammer mittels Daumenwelle o. dgl.
gehoben wird, um dann durch Gewichts- oder Federwirkung auf den Meiſsel
niederzufallen (vgl. 1881 241 * 341), betreiben A. Groth und W. Rath das
Hammerwerk durch gepreſste Luft, welche von einer mit der Maschine verbundenen
Luftpumpe geliefert wird.
Der Vorschub der Feilen nach jedem Hieb erfolgt in der gewöhnlichen Weise, indem der
Schlitten, auf dem die Feile gelagert ist, durch eine Schraubenspindel f verschoben wird, welche ihre Drehung durch ein von
der Kurbelscheibe b aus betriebenes Schaltwerk
empfängt. Die zum Betrieb des Hammerwerkes nöthige Preſsluft wird in den Cylindern
k erzeugt und durch eine mit Rückschlagventil
versehene Rohrleitung in den Windkessel o geleitet, um
von hier aus in die Cylinder r der Schlagwerke geführt
zu werden.
Die Preſsluft tritt durch das Rohr v (Fig. 3) in
den Schlagcylinder s ein und treibt den Kolben mit dem
Hammer in die Höhe, hierbei die über dem Kolben befindliche Luft zusammendrückend,
um den Schlag in bekannter Weise zu verstärken. Je nach Gröſse des auszuübenden
Schlages kann man durch Verstellung eines Saugventiles w eine gröſsere oder geringere Luftspannung über dem Kolben erzeugen, wie
auch weiter die Schlagstärke durch Veränderung des Druckes im Kessel o oder durch Verschiebung der Fangscheibe y an der Hammerstange vom leisesten Schlage bis zu
einem Schlage von 60k Mächtigkeit veränderlich
ist.
Der Hämmerbar u trifft auf den Meiſselhalter, wird durch
die Schraubenfeder z aber sofort wieder
emporgeschnellt, so daſs die Schneide des Meiſsels durch eine Blattfeder aus dem
Hieb gehoben werden kann, um den Vorschub nicht zu stören. Der Meiſselhalter liegt
mit seiner Führung x in dem unteren Theil des
Hammergestelles r, welches mit zwei Zapfen in Gabeln p hängt. Letztere ruhen in einem Dreifuſs, dessen
Vorderbeine um horizontale Zapfen beweglich sind, während das dritte Bein auf der
Bankplatte in einem Schlitten verschiebbar ist, so daſs dem ganzen Schlagwerk sammt
Meiſsel eine Neigung gegen die Fläche des Feilenstahles gegeben werden kann.
Der Meiſsel selbst wird durch Klemmschrauben im Meiſselhalter befestigt, welcher nur
mit geringem Spielraum in seiner Führung x beweglich
ist. Eine entsprechend einstellbare Blattfeder hebt den Meiſsel, wie oben bereits
bemerkt, nach jedem Schlage um mindestens die Hiebtiefe. Damit die Entfernung
zwischen Meiſselschneide und Feilenstahl, sowie zwischen Meiſselkopf und Hammer
dieselbe bleibt und Abnutzung des Meiſsels keinen Einfluſs hat, ist unter dessen
Führung eine Rolle angeordnet, welche auf dem Feilenstahl bei dessen
Vorwärtsbewegung rollt und die ganze Schlagvorrichtung jeweilig hebt oder senkt.
Jeder Ambos liegt auf hölzernen Stöcken, um groſse Erschütterungen aufzufangen; ihre
Bahnen sind entsprechend der zu bearbeitenden Feilenform auswechselbar.
Die Steuerung der Luftmaschine geschieht durch stufenförmig angeordnete Daumen,
welche auf die Welle a aufgekeilt sind. Je nach der
gewünschten gröſseren oder geringeren Schlagstärke hebt ein gröſserer oder kleinerer
Daumen die Ventile. Der Schluſs der Ventile erfolgt plötzlich, wobei gleichzeitig
der Ausgangskanal für die Luft unter dem Arbeitskolben geöffnet wird, so daſs
letzterer fallen kann. Diese Vorrichtungen sind in Gehäusen S angeordnet. Jeder Hammer kann für sich dadurch auſser Dienst gesetzt
werden, daſs man die durch Röhren austretende verbrauchte Luft mittels Fuſstritt
absperrt, so daſs der Hammer durch den Gegendruck gebremst wird.
Es ist noch zu bemerken, daſs die beiden Schlagwerke I
den Unterhieb, die Schlagwerke H den Oberhieb
ausführen, so daſs stets 4 Feilen derselben Sorte in Arbeit sein können. (Vgl. die
Uebersicht 1881 241 * 341.)
Mg.
Im Anschluſs hieran dürfte eine Nachricht des Scientific
American, 1882 Bd. 47 * S. 165 von Interesse sein, welche Näheres über
Einrichtung und Betrieb einer der bedeutendsten Feilenfabriken Amerikas, der New American File Company in Pawtucket, R. I.,
berichtet. Die vor etwa 19 Jahren gegründete Fabrik wird mit einer 250e Maschine betrieben und beschäftigt etwa 200
Arbeiter. Zur Verwendung kommt ausschlieſslich amerikanischer Stahl; derselbe wird
von den Werken so geliefert, daſs beim Zerschneiden kein Abfall entsteht. Zum
Schmieden der verschiedenen Feilenformen dienen 21 Maschinenhammer, worunter 11
Bradley-Hämmer (vgl. 1881 240 * 429), 6 gewöhnliche
Aufwerfhämmer, 3 Belden-Hämmer und 1 Grant-Hammer. Es können täglich 1000 Dutzend
Feilen geschmiedet werden; die kleineren und die dreikantigen Feilen werden in
Gesenken auf dem gewöhnlichen Ambos hergestellt. Nachdem die rohen Stahlstäbe glatt
geschliffen, werden sie, soweit nicht unbedingt Handarbeit nöthig ist, auf die
Feilenhaumaschinen gebracht. Solcher Maschinen sind 85 vorhanden und zwar nach dem
System Bernot (vgl. 1864 174
* 337), bei welchem der Hub des Meiſsels durch Daumen und der Schlag durch eine
starke Blattfeder erfolgt. Die Maschinen arbeiten sehr rasch mit 600 bis 900
Schlägen in der Minute und sollen sehr zufriedenstellende Resultate ergeben, wozu
als Beweis angeführt wird, daſs die von Maschine hergestellten Feilen vielfach den
von Hand gefertigten vorgezogen werden.
Tafeln