| Titel: | Maschinen zur Herstellung von Drahtnägeln. |
| Autor: | Mg. |
| Fundstelle: | Band 247, Jahrgang 1883, S. 323 |
| Download: | XML |
Maschinen zur Herstellung von
Drahtnägeln.
Mit Abbildungen auf Tafel 25.
Maschinen zur Herstellung von Drahtnägeln.
Drahtnägel, welche besonders starke Köpfe haben, werden nach einem seit langer Zeit
bekannten Verfahren, wie es z.B. seit 25 Jahren von der Firma Jacob Honegger in Sonnenthal (Canton Zürich) benutzt
wird, durch eigenthümlich geformte Messer, die den Draht in schräge, gebrochene
Abschnitte zerlegen und geeignete Preſs- bezieh. Stanzvorrichtungen hergestellt. Die
gebräuchlichen Maschinen zur Ausführung dieses Verfahrens wollen Koller,
Ruch und Scheller in Oberkirch, Baden
(* D. R. P. Kl. 49 Nr. 16797 vom 9. Februar 1881) durch
die ihnen patentirte Construction in so fern verbessern, als sie die Herstellung
solcher Nägel auf ein und derselben Maschine neben bedeutend rascherer und besserer
Arbeit ermöglichen soll.
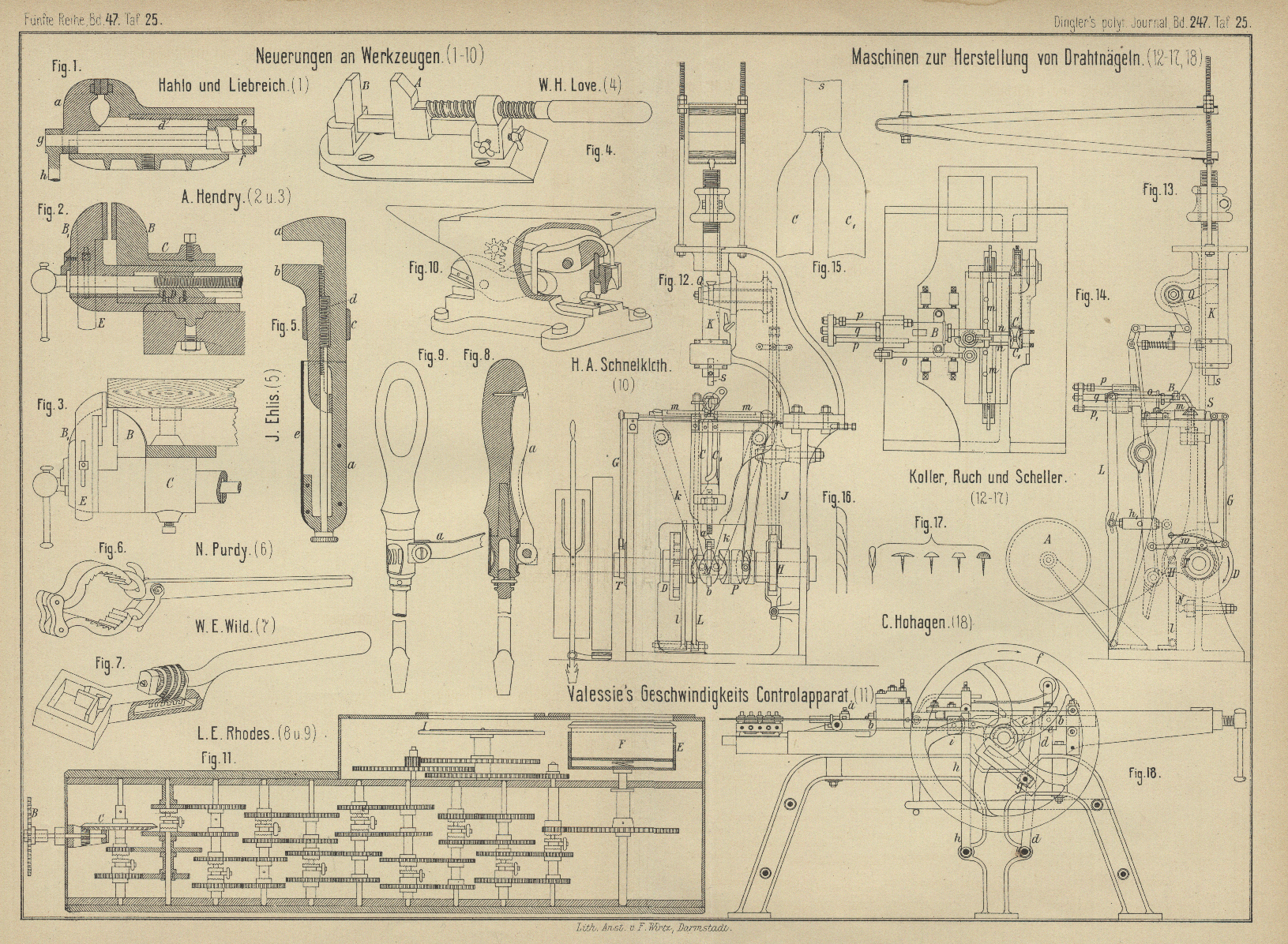
Der zu verarbeitende Draht wird von der Rolle A (Fig.
12 und 13 Taf. 25)
durch 5 Streckrollen mittels eines vom Excenter b und
der Stange a bewegten Schaltwerkes den Messern m (Fig. 14)
zugeführt, um hier, wie Fig. 16
zeigt, nach einander in Stücke Fig. 17
zerschnitten bezieh. gepreſst zu werden. Die Messer erhalten zu diesem Zwecke
mittels der Hebel k von der Nuthscheibe M aus eine langsam schlieſsende und schnell öffnende
Bewegung in horizontaler Richtung mit einer eingeschalteten Ruhepause. Das
abgeschnittene Drahtstück (Fig. 16)
wird jetzt von den beiden Gabeln n des Transporteur B erfaſst und durch dieselben zwischen die in diesem
Augenblicke geöffneten Klemmbacken C und C1 eingeführt, welche
dasselbe, wie Fig. 15
angibt, erfassen und mit Einkerbungen versehen, wie sie zum Zweck besseren Haftens
des Nagels im Holze gewünscht werden. Der Nagelschaft ist jetzt fertig und nun wird
der Kopf durch den niederfallenden, mit entsprechendem Gesenke versehenen kleinen
Hammer s (Fig. 15)
vollendet. Durch eine Aufwärtsbewegung eines Stiftes S
(Fig. 13) durch das vom Excenter T bewegte
Gestänge wG wird dann der fertige Nagel aus den Zangen
entfernt und ausgeworfen.
Sämmtliche Arbeitstheile werden von Excentern bezieh. Curvenscheiben bewegt, welche
auf die Antriebswelle aufgekeilt sind. Der Transporteur B erhält seine Bewegung von dem Excenter D
mittels der Gelenkhebel Ll, welche durch eine
Regulirhülse h1 auf die
gewünschte Bewegungsgröſse eingestellt werden; diese Bewegung besteht in dem Oeffnen
und Schlieſsen seiner Arme und einem Vorwärts- und Rückwärtsgang. Hierbei wird der
Hub durch die Stellmuttern der Führungsstange p
regulirt und die Transportstange q in ihren Lagern
durch eine Reibungsbremse geführt. Hat der Transporteur ein abgeschnittenes Drahtstück den
Klemmbacken überliefert, so bewegt er sich schnell zurück, um über den Messern durch
eine kleine Vorwärtsbewegung der Stange o das nun abzuschneidende Stück Draht zu
erfassen.
Das Oeffnen und Schlieſsen des Maules CC1 erfolgt von C1 aus, auf welchen Hebel die Nuthscheibe P einwirkt, während C
unbeweglich bleibt. Der Stempel s sitzt in dem vertikal
geführten Kolben K, welcher von dem Excenter H aus durch Vermittelung des Hebels J und des Daumens Q
gehoben wird, während er, unterstützt durch die Wirkung einer Holzfeder, kräftig
niederfällt, sobald die Gleitrolle des Hebels J vom
Excenter H abrutscht. Die Stöſse dieser Vorrichtung
werden durch die federnden Buffer N aufgefangen.
Nach Angabe der Erfinder soll die Maschine 150 Touren in der Minute ausführen.
Während durch die besprochene Maschine der Schaft jedes einzelnen Nagels erst gekerbt
wird, nachdem er bereits abgeschnitten ist, soll durch die Maschine von J. M. E.
Baackes in Cleveland, Ohio (* D. R. P. Kl. 49 Nr. 16252 vom 7. Mai 1881) die Erzeugung
der Kerben an der ganzen Drahtrolle geschehen, ehe dieselbe in die eigentliche
Nagelmaschine eingeführt wird. Der glatte Draht wird von einer Rolle abgewickelt,
durch ein Richtwerk geführt und dann durch zwei entsprechend geformte Rollen mit
Kerben versehen, worauf er wieder auf eine Rolle zur Aufwickelung gelangt. Das
Verfahren könnte nur Anwendung finden bei der Herstellung langer Nägel, welche nahe
der Spitze Kerben erhalten, während für kürzere Nägel die bei der Honegger'schen Maschine beschriebene Kerb Vorrichtung
mittels der Klemmzangen allein vorteilhaft ist.
Von C.
Hohagen in Aachen (* D. R. P. Kl. 49 Nr. 18280 vom 3. November 1881) ist auch
ein Zuführungsmechanismus für den Draht in die Maschine angegeben worden. Hier soll
die Uebertragung der kreisförmigen Bewegung des Schwungrades in eine hin- und
hergehende zum Antrieb des Zuführungsschlittens, bei welcher eine halbe Umdrehung
der Maschine verbraucht wird, derart abgeändert werden, daſs die Zeit der Einführung
des Drahtes abgekürzt und der Vorschub des Schlittens gegen den Hammer weniger als ½
Umdrehung der Maschine bedarf. Es wird dadurch Zeit für die weitere Bearbeitung und
Vollendung des Nagels bezieh. der Niete gewonnen, so daſs deshalb die Maschine
schneller laufen kann; besonders wird der Antrieb des Hammers durch die Holzfeder
(der Hammerflug) mehr geregelt.
Der zu verarbeitende Draht wird wie üblich vom Schlitten a (Fig. 18
Taf. 25) mittels einer Zange in die Maschine eingeführt und a erhält seine Bewegung durch die geradlinig geführte Schubstange b. Zum Vorschieben des Schlittens (Bewegung von links
nach rechts) dient der auf die Maschinenachse aufgekeilte Daumen c, welches entweder direkt oder durch Vermittelung
des Hebels d, der seinen Drehpunkt am Fuſs der Maschine
hat, an einer auf der Schubstange b festgeschraubten
Knagge e anstöſst und in dieser Weise Schubstange b und Schlitten a nach
rechts hin mitnimmt, also den Draht in die Maschine einführt.
Nachdem der Daumen c ausgezogen, bleibt der Schlitten
ruhig liegen, bis die im Schwungrad f angebrachte
beliebig verstellbare Rolle g an den Rückganghebel h anstöſst, und durch diese und die auf der Schubstange
b festgeschraubte zweite Knagge i den Rückgang von Schubstange und Schlitten
vermittelt.
Zu bemerken bleibt noch, daſs der Daumen c den Schlitten
immer bis zu demselben Punkt nach rechts hin bewegt, die Rolle g für den Rückgang dagegen dem Schlitten, ihrer
Stellung zum Achsenmittel entsprechend, längeren oder kürzeren Rückweg ertheilt,
also den Schlitten bei Herstellung kürzerer Drahtstifte oder Niete nicht so weit
nach links hin bewegt wie bei längeren Stiften. Je kürzer letztere werden sollen,
desto mehr ist die Rolle g dem Achsenmittel zu
nähern.
Diese Anordnung gestattet die Einführung des Drahtes in die Maschine während ¼
Drehung, so daſs während des übrigen ¾ Umganges der Draht festliegt und fertig
gestellt werden kann.
Mg.
Tafeln