| Titel: | Ueber Neuerungen in der Giesserei. |
| Autor: | St. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 149 |
| Download: | XML |
Ueber Neuerungen in der Gieſserei.
Patentklasse 31. Mit Abbildungen auf Tafel 2, 9 und 12.
(Fortsetzung des Berichtes S. 103 d.
Bd.)
Ueber Neuerungen in der Gieſserei.
Das deutsche Patent * Nr. 22776 vom 21. November 1882 von E. Is.
Levasseur in Paris bezieht sich auf
gegossene Rohre, wie sie besonders in gezogenem
Zustande bei der Herstellung von Bijouteriewaaren
verwendet werden. Der zu diesem Zwecke von Levasseur
angegebene Apparat
gestattet es, innerhalb gewisser Grenzen Rohre von ganz bestimmten Abmessungen und
in beliebiger Länge zu gieſsen.
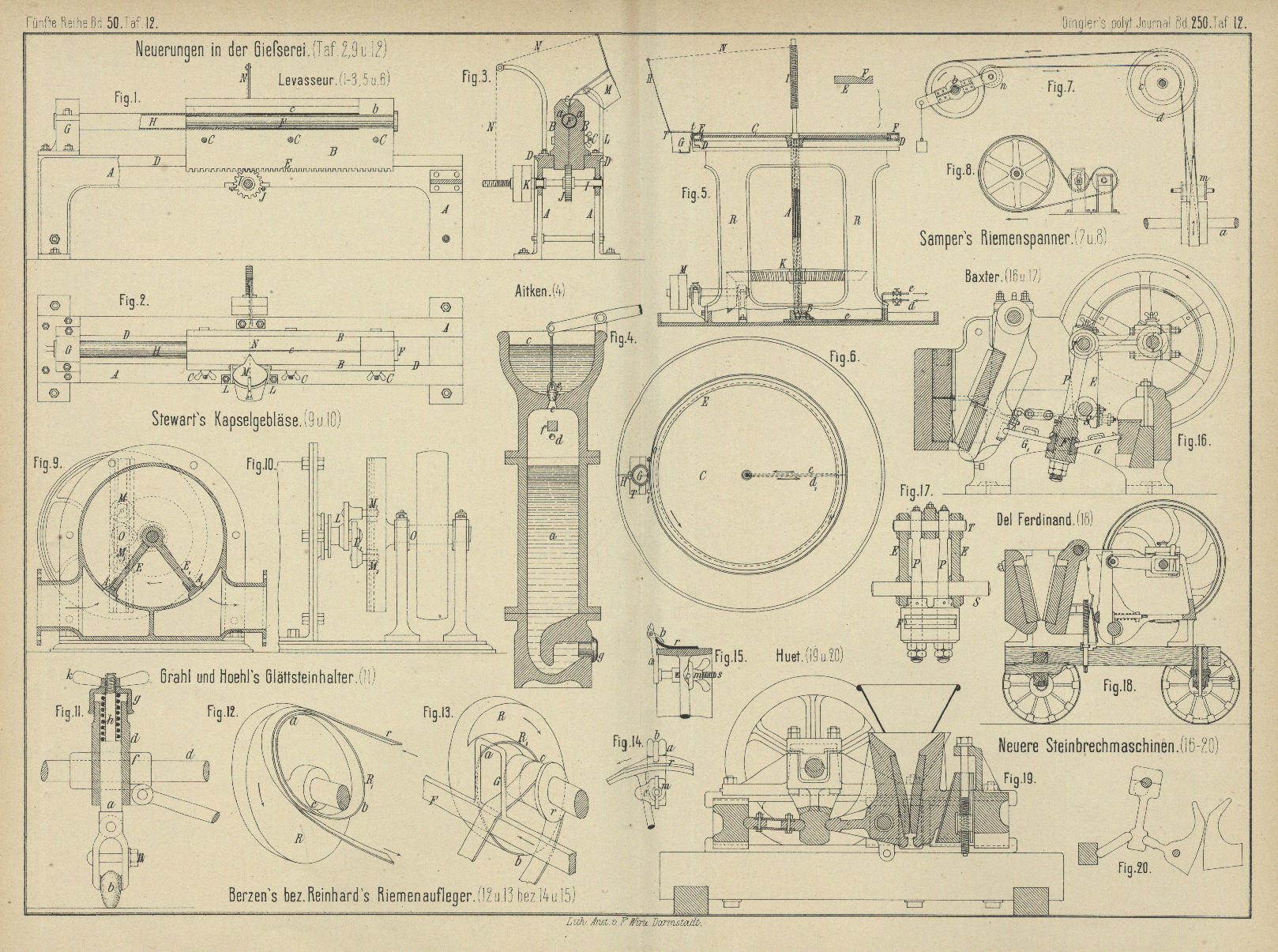
Zwischen den Wangen D (Fig. 1 bis
3 Taf. 12) des Gestelles A kann die aus zwei
Hälften B bestehende Gieſsform hin- und zurückgleiten.
Die beiden Formtheile B sind durch die Schrauben C mit Flügelmuttern fest mit einander verbunden und
jede dieser Hälften ist mit einer dem Rohrdurchmesser entsprechenden Aushöhlung a von halbkreisförmigem Querschnitte versehen. Der
Einguſs erfolgt durch einen Schlitz c zwischen beiden
Hälften B, welcher sich über die ganze Länge der Form
ausdehnt. Letztere ist auf der unteren Seite mit einer Verzahnung E versehen, in welche das auf der Welle I sitzende Triebrad J
eingreift.
Der Kern wird durch eine runde Metallstange F gebildet,
welche genau denselben Durchmesser wie die lichte Weite des zu gieſsenden Rohres hat
und an einem Ende b in der Form festgehalten, am
anderen Ende. dagegen von einem Rohre H geführt wird.
Dieses Rohr H ist in einem Stuhle G des Gestelles befestigt und hat genau denselben
äuſseren Durchmesser wie die Aushöhlung der Form bezieh. wie das zu gieſsende Rohr.
Das Rohr H schlieſst mit seinem in die Form
hineinragenden Ende dieselbe auf der linken Seite nach auſsen ab. Auf dem Gestelle
A sitzen zwei Ständer L, zwischen welchen der Schmelztiegel M mit
dem flüssigen Metalle auf Zapfen drehbar eingehängt wird. Durch die Schnur N, deren freies Ende sich auf die Welle I aufwickelt, wird die Drehung und der Ausguſs des
Tiegels abhängig von der Drehung der Welle oder der fortschreitenden Bewegung der
Form B gemacht.
Beim Beginne des Gusses befindet sich die Form in der äuſsersten Stellung links in
Berührung mit dem Stuhle G. Setzt man die Maschine
durch Einrücken des Riemens auf die Riemenscheibe K in
Gang, so fängt die Form an, mittels des Triebes J und
der Zahnstange E sich nach rechts zu bewegen; der mit
flüssigem Metalle gefüllte Tiegel M senkt sich
allmählich in Folge der Aufwickelung der Schnur N auf
der Welle I und gieſst seinen Inhalt durch den Spalt
c in die Form, den leeren Raum von dem Lager b des Kernes an bis zum Ende des Rohres H rings um den Kern ausfüllend.
Ist der Guſs vollendet, so bewegt man die Form so weit nach rechts, bis das Rohr H nicht mehr in dieselbe hineinragt, hebt alsdann die
Form von den Wangen D ab und schraubt die Muttern C los. Man kann nun die Formhälften B von einander und das gegossene Rohr mit dem darin
steckenden Kern F herausnehmen.
Auf diese Art lassen sich Guſsröhren von Gold, Silber, Kupfer, Zink, Bronze u. dgl.
herstellen.
Um den Kern aus dem Guſsrohre herauszuziehen, wird das Rohr zwischen zwei Backen
zusammengepreſst und dann durch Hin- und Herbewegung einer der Backen parallel
seiner Achse auf dem anderen Backen hin- und hergerollt. Dabei löst sich das Rohr
von dem Kerne ab und
kann leicht von letzterem entfernt werden. Auch hierfür hat Levasseur einen Apparat angegeben, welcher jedoch weiter keine besonderen
Eigenthümlichkeiten aufweist.
Wie für Guſsröhren so hat sich Levasseur auch ein
Verfahren zur Herstellung von Draht durch Gieſsen
patentiren lassen (* D. R. P. Nr. 21260 vom 23. Juli 1882). Der betreffende Apparat,
welcher in Fig. 5 und
6 Taf. 12 veranschaulicht ist, besteht aus der auf der stehenden Welle
A festsitzenden Scheibe C, welche an ihrem Rande den Kühlwasserkanal D und über diesem die eigentliche, mit einer Guſsrinne F versehene Guſsform E
trägt. Die Welle A dreht sich mit der Scheibe C in dem Gestelle R
mittels der Kegelräder K und der Riemenscheibe M. Das Kühlwasser flieſst durch das Rohr d zuerst zur Lagerpfanne B, dann durch die mit Längsbohrungen versehene Welle A nach oben, weiter durch das Rohr d1 nach dem unterhalb der Guſsform E liegenden Kanäle D und
von dort durch ein zweites Rohr e und ein die Welle A concentrisch umgebendes Rohr wieder zurück. Nahe am
Rande der Scheibe C ist am Gestelle die Gieſskelle G angebracht- dieselbe wird vom Ringe T getragen und läſst sich mit diesem um die Achse t drehen. Von dem Ringe T
geht die Stange H in die Höhe, um mittels der am oberen
Ende befestigten Schnur N und der auf der Welle A aufgeschobenen Schraube I bei Drehung des Apparates ein gleichmäſsiges Kippen der Gieſskelle und
dadurch ein gleichmäſsiges Ausgieſsen des Metalles zu erreichen.
Der Draht wird nun in folgender Weise gegossen: Nachdem die Gieſskelle G mit flüssigem Metalle gefüllt ist, wird die Welle A in Drehung versetzt. Der Rand E der Scheibe C bewegt sich dabei an der sich
langsam neigenden Kelle G vorbei, so daſs deren Inhalt
nach und nach in die Rinne F ausgegossen wird. Das
Metall erstarrt durch den unter der Guſsrinne liegenden Kühlkanal sehr schnell und
wird, an dem Punkte o angelangt, durch ein Messer aus
der Rinne gehoben und aufgewickelt. Der auf diese Weise hergestellte Draht soll nur
zweimal durch das Zieheisen gezogen werden, um das richtige Kaliber zu erhalten.
Bisher wurden die Formen zum Gieſsen von Britanniametall
vielfach in dem geschmolzenen Bade des letzteren vorgewärmt, was, abgesehen von
anderen Nachtheilen, unter Umständen eine starke Oxydation des Bades verursachte.
Man muſste z.B. das Bad der Gröſse der Formen entsprechend herstellen, ohne daſs
dies die zur Verwendung kommende Menge des Metalles bedingte; nach der Vorwärmung
muſsten die Formen geputzt werden, um die anhaftenden Metalltheile zu entfernen. Joh. Wilh. Dunker in Werdohl, Westfalen (* D. R. P. Nr.
22002 vom 5. August 1882) ordnet deshalb in seinem Herde mit Unterfeuerung 2 Kessel
an. In dem ersten gröſseren werden die Formen in geschmolzenem Bleie vorgewärmt, in
dem zweiten kleinen Kessel dagegen wird das Britanniametall geschmolzen.
Wie es früher schon beim Bessemern von Tholander in
Forsbacka vorgeschlagen
worden ist (vgl. 1882 243 * 404), entgast R. Aitken in Westminster, England (* D. R. P. Nr. 22170
vom 12. Oktober 1882) geschmolzene Metalle, Glas, Schlacken u.s.w. durch ein
theilweises Vacuum. Der dazu nöthige Apparat (Fig. 4 Taf.
12) besteht aus einem Sammelgefäſse c und dem
Entluftungsbehälter a; beide stehen durch eine Oeffnung
e, welche durch einen Ventilpfropfen e1 verschlossen werden
kann, mit einander in Verbindung. Unter e ist noch ein
Zertheiler f angeordnet, welcher das zu entgasende
flüssige Metall möglichst zertheilt und dadurch die Entgasung erleichtert, d bedeutet das Luftabsaugerohr und g einen Pfropfen, welcher unter Umständen auch
fortgelassen werden kann. Herrscht in a eine theilweise
Luftleere, so läſst man den Inhalt von c durch e nach a flieſsen. Dabei
findet die Entgasung statt und werden die frei werdenden Gase durch die fortwährend
weiter arbeitende Luftpumpe abgesaugt. Hat sich das Metall im Behälter a bis zu einer gewissen, seinem specifischen Gewichte
entsprechenden Höhe angesammelt, so gewinnt die auf den Pfropfen g lastende Metallsäule das Uebergewicht über den
Ueberdruck der äuſseren Luft und der Pfropfen g wird
herausgedrückt. Es flieſst dann so viel Metall aus a,
als dem Luftdrucke und dem specifischen Gewichte des Metalles entspricht. Dabei kann
aus dem Gefäſse c noch fortwährend unentgastes Metall
nachflieſsen.
Man kann den Apparat auch so einrichten, daſs das Vacuum das flüssige Metall in den
Behälter a saugt; es fällt dann der Behälter c mit dem Ventile weg.
Um eine innige Mischung geschmolzener Metalle zu
erzielen, rührt W. G. Otto in Darmstadt (D. R. P. Nr.
23040 vom 11. Januar 1883) das Metallbad mit einem Rührer um, an welchem unten ein
Stück Kalkstein oder ein anderes in der Hitze Kohlensäure entwickelndes Mineral
befestigt ist. Es läſst sich denken, daſs durch dieses Verfahren eine innige
Mischung der Metalle erzielt wird, daſs aber auch dichte Metallgüsse die Folge sein werden, ist zweifelhaft. Ob sich auf der
Oberfläche des so behandelten Metalles eine Schicht von Kohlensäuregas bildet,
welches das Metall vor der Berührung mit dem Sauerstoffe der Luft schützt, ist wohl
sehr fraglich.
St.