| Titel: | Guhrauer's Formeinrichtung für stehend zu giessende Flanschenrohre verschiedener Länge. |
| Autor: | Guhrauer |
| Fundstelle: | Band 250, Jahrgang 1883, S. 338 |
| Download: | XML |
Guhrauer's Formeinrichtung für stehend zu
gieſsende Flanschenrohre verschiedener Länge.
Mit Abbildungen auf Tafel 23.
Guhrauer's Formeinrichtung für Flanschenrohre.
Bei Flanschenröhren liegt häufig das Bedürfniſs vor, dieselben von verschiedener
Länge herzustellen. So lange man dieselben liegend formt und gieſst, unterliegt dies
keinen Schwierigkeiten. Man braucht in solchem Falle die Flanschen am Modelle nur
auf das gewünschte Maſs zu versetzen und die Länge desselben einzuformen, welche dem
abzugieſsenden Rohre entspricht. Sollen jedoch Rohre stehend geformt und gegossen
werden, so ist bei gewöhnlicher stehender Einrichtung nicht möglich, Rohre von
anderer Länge als der des Formapparates entsprechenden herzustellen. Nachfolgend
beschriebene Einrichtung gestattet nun auf verhältniſsmäſsig einfache Art, Röhren
von jeder gewünschten Länge anzufertigen, und dürfte dieselbe somit auch in weiteren
Kreisen Anklang finden.
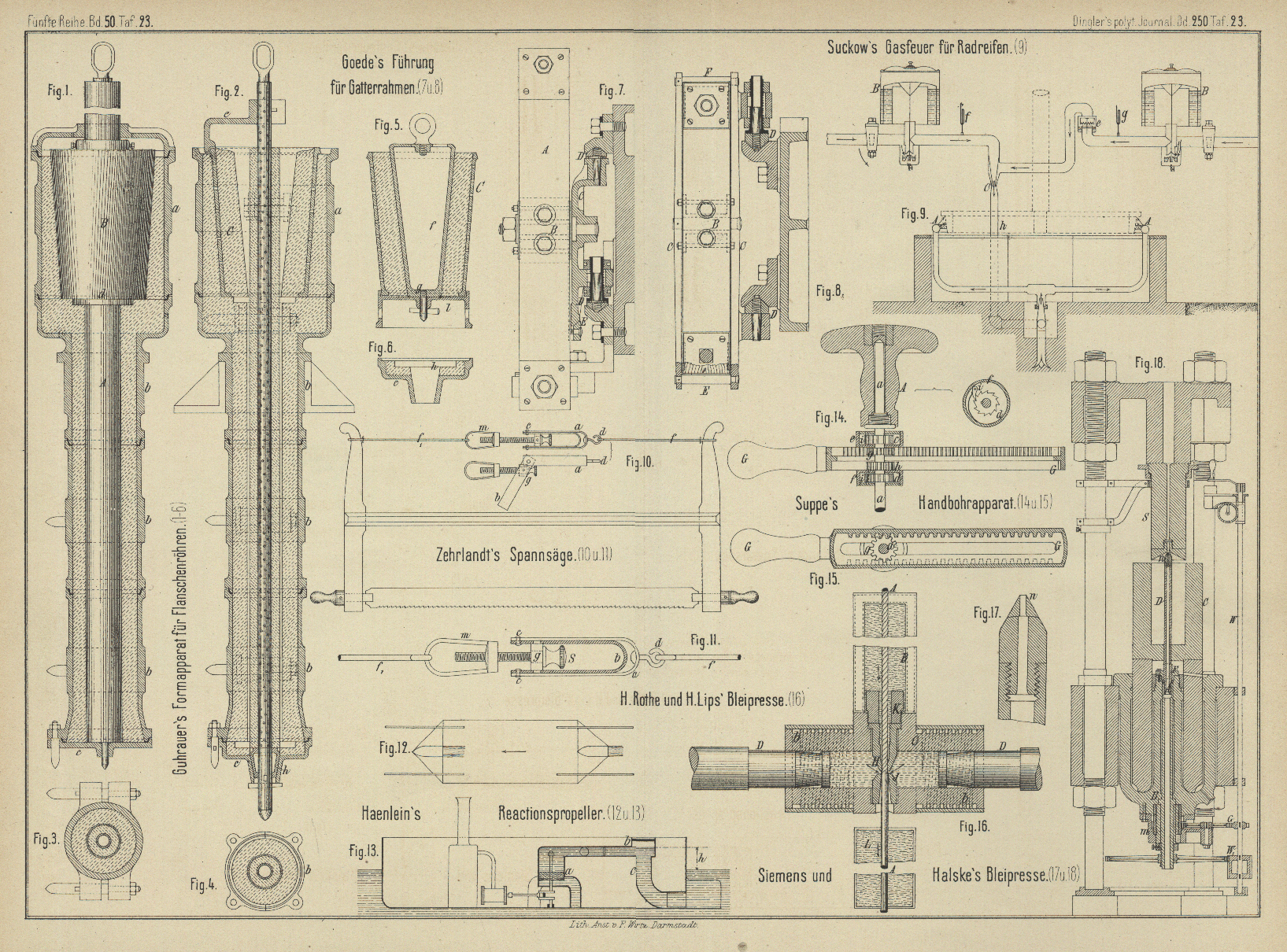
Die in Fig. 1 bis 6 Taf. 23
dargestellte Einrichtung besteht wie gewöhnlich aus dem Formkasten und dem
Modelle.
Der Formkasten ist jedoch abweichend von den üblichen
Einrichtungen aus mehreren Theilen zusammengesetzt. Derselbe besteht: 1) aus dem
Formkasten-Untertheile c, in welchem mittels des
Modelles h die untere Flansche geformt wird; 2) aus den
mittleren Formkästen b, deren oberster Pratzen besitzt
und an Tragschienen aufgehängt ist, von welchen der ganze Formkasten getragen wird;
3) aus dem oberen Formkasten a. Die mittleren
Formkästen b haben eine Lange von 500mm, der obere eine solche von 800mm. Die einzelnen Formkästen sind auſserdem
zweitheilig und mit Bolzen und Schlieſsen zum Zusammenfügen versehen.
Das Modell besteht aus dem glatten cylindrischen Theile
A und einem auf demselben verstellbaren conischen
Kopfe B, an welchem sich zugleich auch das Modell der
oberen Flansche d befindet. Die durch diesen Kopf B erzielte Hohlform dient zur Aufnahme einer Hülse B welche auf besonderer Formeinrichtung (Fig.
5) hergestellt wird. Dieselbe besteht aus einer Stampfplatte l und dem conischen Einguſsmodelle f. Der untere Durchmesser g dieses Conus ist um wenige Millimeter gröſser als der Kern des Rohres
und bildet so in der Form den ringförmigen Einguis. Die Hülse C, welche denselben Conus hat wie der Kopf B, enthält somit den Einguſs für das Rohr und an ihrem
oberen Ende gleichzeitig auch die Führung für den Kernhalter e. Welche Lage der Kopf B nun auch auf dem
Modelle einnimmt, immer wird der Einguſs und der Kernhalter in der Form seinen
richtigen Platz erhalten, unbekümmert um die jeweilige Länge des Formkastens. Wird
der Kopf B am Modelle A
verschoben, so verrückt sich zugleich in der Form der Einguſs und Kernhalter.
Da die einzelnen Formkästen-Mitteltheile eine Länge von 500mm besitzen, so muſs bei Abänderung der Rohrlänge
über 500mm stets ein neuer Formkastentheil
eingefügt werden. Bei Abweichungen unter 500mm
kann man den Formkasten in seiner jeweiligen Länge beibehalten.
An einem bestimmten Beispiele wird die Hantirung am besten klar werden. Sei ein Rohr
von einer Länge von 2740mm herzustellen mit einer
Flanschenstärke von 25mm. Man stellt dann den Kopf
B so auf dem Modelle A
ein, daſs der nach unten aus demselben hervorragende Theil eine Länge von 2690
besitzt, nämlich 2740 – 50, der doppelten Flanschenstärke. Die Anzahl der
notwendigen Formkästen-Mitteltheile ist dann 2690 : 500 oder 5. Die Länge von 2500
kommt in die mittleren Formkästen, die übrig bleibenden 190mm in den Formkasten a. Bei Beibehaltung dieser Formkastenlänge könnte man sofort auch Rohre
von 2500 bis 3000mm Länge herstellen, ohne an der
Formkastenlänge etwas ändern zu müssen. Man braucht nur den Kopf B auf dem Modelle A der
Rohrlänge entsprechend einzustellen. Erst bei einer Länge über 3000mm muſs man dann einen neuen Formkasten b einfügen. Fig. 2 zeigt
eine zum Guſs fertige Form.
Hinsichtlich der Kernspindeln ist es angezeigt,
dieselben für die wechselnden Rohrlängen in verschiedener Länge herzustellen. Bei
dieser Gelegenheit möchte ich eine eigenartige Kernspindelconstruction nicht unerwähnt lassen. Werden
die Kernspindeln wie gewöhnlich aus Gasröhren hergestellt, so kommt es häufig vor,
daſs beim Reiſsen des Kernes flüssiges Eisen in die Kernspindel eindringt und in den
meisten Fällen dieselbe unbrauchbar macht. Um dies zu verhindern, mache ich die
Kernspindeln aus zwei über einander geschobenen Gasrohren. Man bohrt die
Gasabführungslöcher gleichzeitig in beide Rohre, verschiebt aber dann das innere
Rohr gegen das äuſsere um etwas mehr als den Lochdurchmesser. Die Löcher im oberen
Rohre werden durch das innere Rohr dann geschlossen. Flüssiges Eisen kann in diesem
Falle nicht mehr eindringen; immerhin bleibt zwischen den beiden Rohren noch immer
Spielraum genug, um den Gasen beim Gieſsen den Abzug zu gestatten. Solche Spindeln
sind auſserdem bedeutend steifer. In der Praxis haben sich dieselben gut
bewährt.
Ingenieur Guhrauer.
Tafeln