| Titel: | Bywater's „Theil“-Schlicht- und Schermaschine mit Sewell, Hulton und Bethel's Aufwinderegulator. |
| Fundstelle: | Band 252, Jahrgang 1884, S. 401 |
| Download: | XML |
Bywater's „Theil“-Schlicht- und
Schermaschine mit Sewell, Hulton und Bethel's Aufwinderegulator.
Mit Abbildung auf Tafel 30.
Theilschlichtmaschine mit Aufwinderegulator.
Der gebräuchliche Vorgang zur Bildung einer Webkette für Baumwoll- oder
Kammgarnstoffe, mehrere Bäume in weiterer Stellung der Kettenfäden erst zu scheren
und dieselben dann gemeinschaftlich auf der Schlichtmaschine abzuwickeln, zu
schlichten und auf den Kettenbaum zu winden, wird neuerdings, namentlich bei in der
Farbe gemusterten Ketten, durch ein neues Verfahren verdrängt, wobei die Kette
gleich in ihrer erforderlichen Fadenstellung in Theilen
ihrer Breite geschert wird und diese Theile dann auf
einem Baume vereinigt werden. Es hat dieses Theilscheren wesentliche Vortheile vor dem älteren Verfahren, welche im
Allgemeinen in leichterer Beaufsichtigung, also Verwendung billiger Arbeitskräfte
und besserem Erzeugnisse liegen. Es ist nicht gut möglich, auf den gewöhnlichen
Schermaschinen mehrere Bäume von genau gleichem
Durchmesser und gleicher Länge der aufgewundenen Fäden zu erzielen, so daſs beim
gleichzeitigen Abwickeln Spannungsverschiedenheiten der Fäden einzelner Bäume gegen
die übrigen Fäden auftreten, welche dann in dem fertigen Gewebe Fehler
hervorbringen. Zur
Beaufsichtigung des Scherens und zur Bedienung des Spulengestelles sind bei der
groſsen Breite und den vielen Fäden männliche Personen erforderlich. Wenn ein
schmales Stück der Kette geschert wird, so ist die gleiche Länge und der gleiche
Durchmesser leichter zu erreichen und die Verminderung der zu beaufsichtigenden
Fäden läſst weibliche Bedienung zu. Besondere Vortheile hat dieses Theilscheren aber
bei gemusterten Ketten. Da sich das Muster in der Breite mehrere Male wiederholt, so
braucht das Spulengestell nur einmal dafür eingerichtet zu werden, während bei dem
bisherigen Vorgange eine Anzahl Spulengestelle nöthig sind. Ein auftretender Fehler
ist, da das Muster gleich ganz geschert wird, sofort sichtbar, während er sich sonst
erst auf der Schlichtmaschine zeigen konnte. Ein besonderer Nachtheil des bisherigen
Verfahrens besteht in dem Auftreten der verschlungenen Fäden (engl. half bears), welche bei
dem Zusammennehmen der Fäden von den einzelnen Bäumen leicht entstehen können und
für deren Auftreten deshalb bei dem Theilscheren die Hauptursache entzogen ist.
Bei Streichgarnketten ist dieses Theilscheren schon längere Zeit im Gebrauche (vgl.
Sucker 1880 235 * 190);
doch wird dabei auf den Kettenbaum auf einander folgend neben einander in Theilen
geschert, anders als bei dem besprochenen Verfahren, wo zwischen Flanschen Stücke
oder Scheiben geschert und dann neben einander auf den Kettenbaum gesteckt werden.
Auch ist bei Streichgarnketten keine solche Genauigkeit erforderlich wie bei Ketten
aus Baumwolle oder Kammgarn, da sich Spannungsunterschiede der Fäden beim Scheren
durch die gröſsere Elasticität des Streichgarnes leichter ausgleichen und die
gewebten Stoffe gewalkt werden, wobei etwaige ungleiche Webestellen verschwinden.
Das gleichzeitige Schlichten der Fäden eines solchen Kettenstückes beim Scheren wird
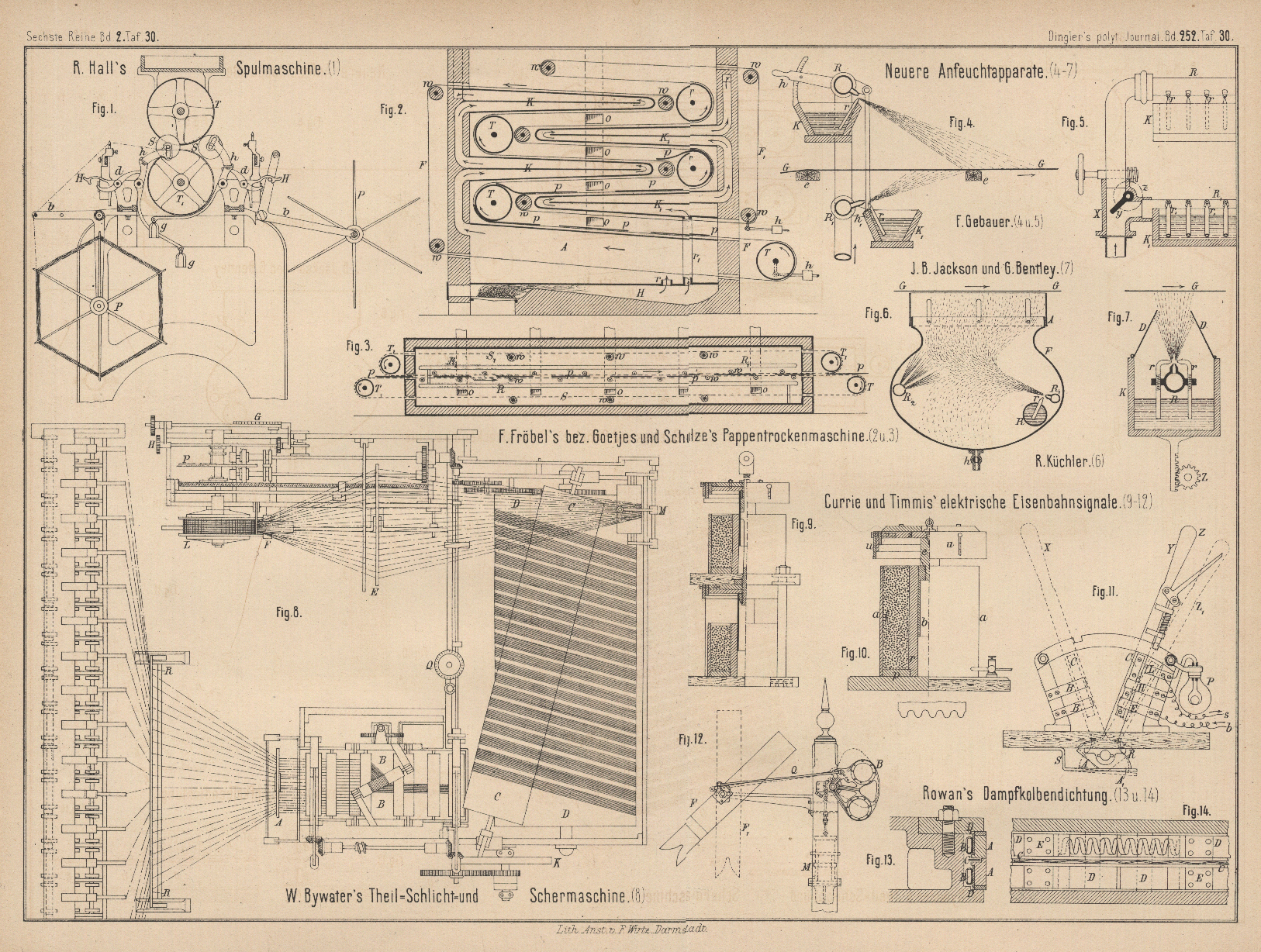
erreicht mit der Theil-Schlicht- und Schermaschine von W.
Bywater in Leeds (Englisches Patent, vgl. Textile
Manufacturer, 1883 S. 537), welche in Fig. 8 Taf.
30 im Grundrisse veranschaulicht ist. Die von dem Spulengestelle kommenden, durch
Porzellanaugen in der Schiene R geführten Fäden werden
durch das Riet A zusammengenommen und unter Walzen in
den Schlichtekasten B geleitet. Ein Rührer und ein
Temperaturregulator erhält die Schlichte in dem Kasten stets in richtiger
Beschaffenheit. Die geschlichteten Fäden werden durch eine schräg liegende Walze
nochmals auf die dem günstigen Trocknen entsprechende Breite genähert, gelangen dann
über eine Meſswalze zu der groſsen geheizten Trommel D
und um dieselbe und die etwas entfernt darüber schräg liegende kleine Trommel C ungefähr 20 mal. Auf dem Wege von der einen Trommel
zur anderen sind die Fäden ganz frei der Luft ausgesetzt, so daſs durch die Luft
mehr getrocknet wird als durch Anlage an der heiſsen Trommel, was bekanntlich
vortheilhafter ist (vgl. Baerlein 1877 224 * 67. Lancaster 1875 217 * 26). Bullough und Whitehead 1875 215 * 500.
Die von dem Trockencylinder kommenden Fäden werden durch ein Riet E
seitlich und durch eine Kreuzruthe in eine obere und untere Hälfte getrennt, hierauf
durch ein zweites Riet wieder auf die gewünschte Dichtstellung der Kettenfäden
zusammengenommen und zwischen Randscheiben L
aufgewunden.
Von gröſster Wichtigkeit beim Aufwinden ist nun, nach einander folgend Stücke von
gleichem Durchmesser und gleicher Länge der Fäden zu erzielen. Die letztere Aufgabe
ist in leichterer Weise durch eine Meſswalze mit Zählwerk (Q in der Fig. 8) zu
erreichen; doch der gleiche Durchmesser ist von vielen Einflüssen abhängig und darum
für mehrere Stücke schwieriger zu erlangen. Hat z.B. eines der neben einander auf
den Kettenbaum gescherten Stücke einen etwas gröſseren Durchmesser, so wird dasselbe
beim Abwickeln etwas mehr Faden hergeben als die übrigen und an dieser Stelle eine
Blase im Gewebe entstehen, welche bei ungewalkten Stoffen nicht mehr zu entfernen
ist. Der Durchmesser beim Aufwinden ist vor Allem von der Spannung der Fäden
abhängig; ist die Spannung gering, so geht das Aufwinden leichter und der
Durchmesser wird gröſser; umgekehrt wird bei straffer Spannung der Durchmesser
kleiner. Wenn also die Spannung beim Aufwinden regulirt wird, so ist die Aufgabe des
gleichen Durchmessers für auf einander folgende Stücke gelöst. Es erfolgt dies in
der vorliegenden Maschine durch einen von Sewell,
Hulton und Bethel in Pendleton angegebenen
Aufwinderegulator (vgl. Textile Manufacturer, 1881 * S.
346). Der stets gleiche Zug der Fäden beim Aufwinden ist gesichert durch eine
Druckrolle F, welche sich an das Kettenstück beim
Aufwinden legt. Damit wäre allerdings noch keine Regulirung erlangt, da bei einer
Vergröſserung oder beim Zurückbleiben diese in drehbaren Armen gelagerte Rolle F mehr oder weniger nach auswärts gedrückt wird; für
die Regulirung des sich vergröſsernden Durchmessers beim Aufwinden wird vielmehr die
beim Aufwinden eines Stückes abgenommene Auswärtsbewegung der Druckrolle F für alle übrigen Stücke fest bestimmt.
Die Achse der Lagerarme für die Druckrolle F trägt
auſserhalb des Gestelles zwei Bogenstücke G; das eine
derselben ist fest auf der Achse, das andere lose und auſsen mit einer Verzahnung
versehen, in welche eine durch die Räder H angetriebene
Schnecke greift. Die beiden Bogenstücke G können durch
Schrauben fest mit einander verbunden werden. Wenn eine Kette geschert werden soll,
so werden beim ersten Schergang die beiden Bogenstücke von einander gelöst und auch
das Getriebe H ausgerückt. Die Druckrolle F wird durch ein Gegengewicht an das sich aufwickelnde
Kettenstück gepreſst und dabei nach auswärts bewegt. Die Gröſse der Auswärtsbewegung
bis zum fertigen Stücke gibt der feste Bogen G auf
einer Skala an. Nun wird das Stück abgenommen, die beiden Bogen G verbunden und aus dem Ausschlage der auswärts
bewegten Druckrolle F und der von der Aufwindewelle
gemachten Umdrehungen die Gröſse des Rades E so
bestimmt, daſs, wenn die beiden Bogen G nun durch die
angetriebene Schnecke bewegt werden, sie denselben Weg machen als vorher der feste
Bogen G allein. Will dann der Durchmesser des Stückes
gröſser werden, so preſst die Rolle F mehr dagegen, das
Aufwinden geht schwerer und der Durchmesser wird bald kleiner; umgekehrt, wenn der
Durchmesser zu klein bleibt, wird die Druckrolle F
abgehalten und das Aufwinden nicht mehr durch die Reibung derselben gehindert; die
Spannung vermindert sich, in Folge dessen der Durchmesser bald sein bestimmtes Maſs
erreicht.
Der Antrieb der Aufwindewelle muſs entsprechend der Zunahme des Stückes mit
abnehmender Geschwindigkeit erfolgen. Bei der vorliegenden Maschine geschieht dies
durch zwei Reibungsrollen, welche zu beiden Seiten einer auf der Aufwindewelle
sitzenden Scheibe P gedrückt und vom Mittelpunkte
derselben nach auswärts geführt werden. Durch einen Fuſstritt können diese beiden
Reibungsrollen aus einander gehalten werden, so daſs die Scheibe P frei wird und die Aufwindewelle beliebig gedreht
werden kann. An der Stelle, wo die Fäden von der Trockentrommel kommen, ist ein
Markirapparat M angebracht, durch welchen nach jeder
bestimmten Länge auf den Kettenfäden ein Zeichen gemacht wird. Die Maschine hat auch
noch für eine gröſsere Regelmäſsigkeit des Ganges ein Schwungrad K am Antriebe, durch welches auch die Maschine leicht
von Hand gedreht werden kann.
Ein Aufwinderegulator von Robert Hall in Bury ist auch
a. a. O. 1881 S. 427 mitgetheilt. Es werden Kettengänge von gleichem Durchmesser
erzeugt, wenn sich in jedem eine gleiche Anzahl der aufgewundenen Schichten
vorfindet und die aufgewundene Länge immer dieselbe ist. Hall verbindet deshalb die Meſswalze durch einen Regulator mit der
Aufwindewalze; sobald nun ein Unterschied in der Abhängigkeit der Umdrehungen dieser
beiden Walzen sich bemerkbar macht, zeigt der Regulator denselben durch einen
entstehenden Glanzfleck an und die Spannung der Fäden wird geändert. Zu diesem
Zwecke laufen die Fäden über einige Spannwalzen, welche in verschiedenen Winkeln
eingestellt werden können. Nachdem immer eine bestimmte Fädenlänge aufgewunden ist,
gibt eine Glocke ein Zeichen und gleichzeitig zeigt der Regulator an, ob das
Abhängigkeitsverhältniſs von Meſs- und Aufwindewalze noch richtig besteht.
Tafeln