| Titel: | Schleif- und Riffelmaschine für Hartgusswalzen. |
| Fundstelle: | Band 253, Jahrgang 1884, S. 19 |
| Download: | XML |
Schleif- und Riffelmaschine für
Hartguſswalzen.Vgl. Pfaff 1882 244 * 22.
Oerlikon 1882 243 *
455. 1881 240 * 93. H. v.
Hößle 1882 243 * 374.
Mit Abbildungen auf Tafel 2.
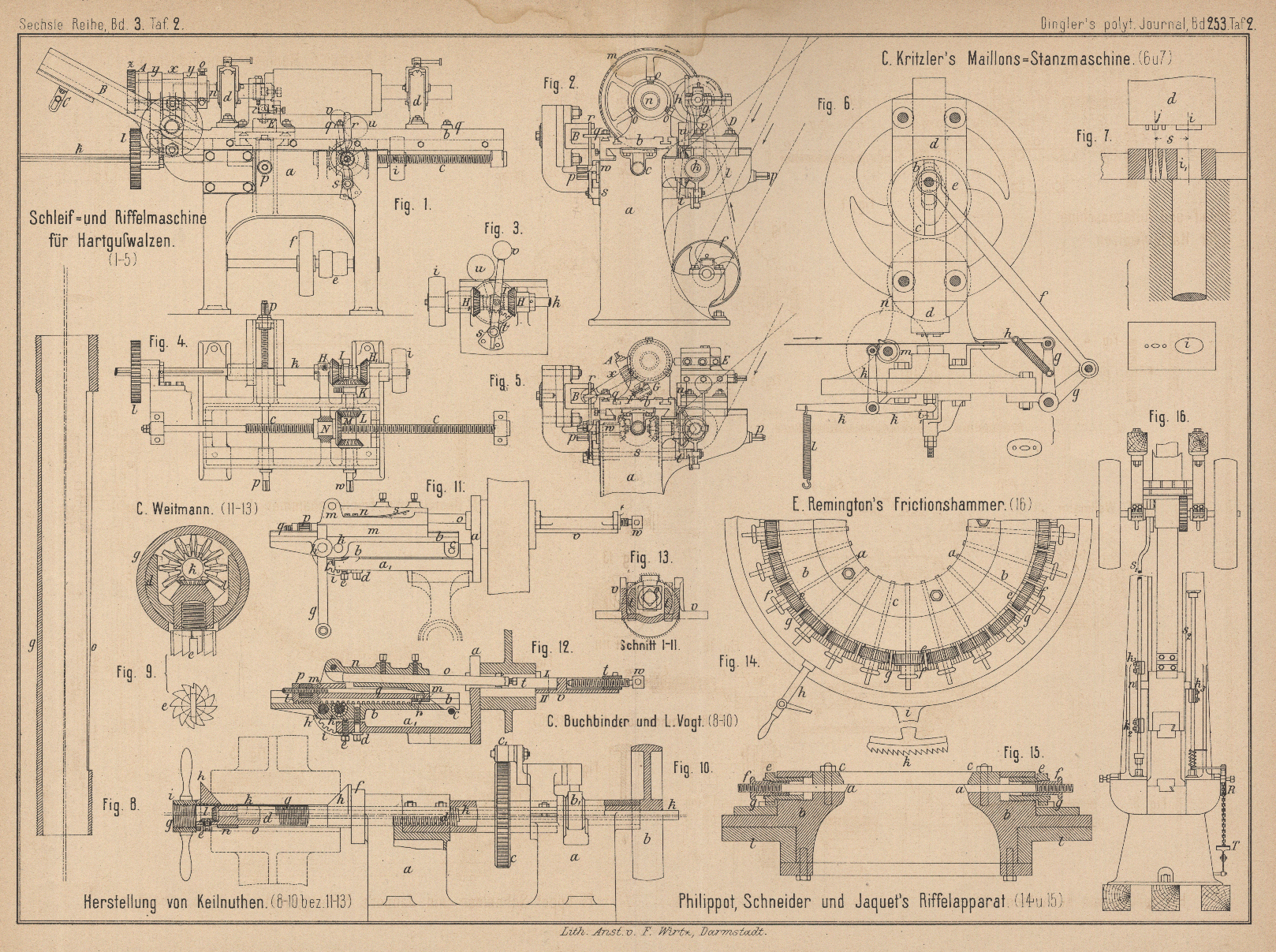
Schleif- und Riffelmaschine für Hartguſswalzen.
Für das Abschleifen und Neuriffeln stumpf gewordener Hartguſsriffelwalzen, z.B. für
Schrotwalzenstühle, wird von der Deutschen
Werkzeugmaschinenfabrik, vormals Sondermann und Stier in Chemnitz (* D. R.
P. Kl. 49 Nr. 21722 vom 15. Juli 1882) die in Fig. 1 bis
5 Taf. 2 dargestellte Specialmaschine zur Ausführung gebracht.
Ein Tisch b (Fig. 1) ist
in Schwalbenschwanzführungen des Fuſsgestelles a
mittels der Schraube c verschiebbar. Derselbe trägt die
verstellbaren Lager d, in welchen die zu bearbeitende
Walze liegt. Ein Zapfen dieser letzteren ist auſserdem mittels der 3 Schrauben o in der Hohlwelle n
eingespannt, mittels welcher der Walze beim Abschleifen und Riffeln eine stetige
bezieh. absetzende Drehung ertheilt wird.
Die Kraft wird von einem Deckenvorgelege aus mittels 2 Riemen sowohl auf die
Stufenscheibe e, als auch auf die auf der Achse k sitzende Scheibe i
übertragen. Von der auf der Achse der Stufenscheibe e
sitzenden Riemenscheibe f aus treibt sodann ein Riemen
mittels der kleinen Scheibe g die Schmirgelscheibe h an. Diese ist in dem Gehäuse D gelagert und kann mit diesem durch die Schraube p eine Nachstellung normal zur Achse der zu bearbeitenden Walze erhalten.
Diese letztere erhält auſser einer achsialen Verschiebung beim Schleifen eine
fortlaufende Drehung mittels der Räder m und l (Fig. 2), von
denen das letztere mit Nuth und Feder auf der verlängerten Welle k verschiebbar ist.
Die achsiale Verschiebung des Tisches b wird sodann auf
folgende Weise bewirkt: Auf der Achse k (Fig.
3 und 4) ist mit
Nuth und Feder ein Klauenmuff I verschiebbar. Je
nachdem derselbe in das Winkelrad H oder H1 eingerückt ist, wird
mittels der eingeschalteten Winkelräder K, L und M der im Gestelle der Maschine unverschiebbar
gelagerten Mutter N eine Drehung im einen oder anderen
Sinne ertheilt und so der Tisch mittels der fest mit demselben verbundenen
Schraubenspindel c vor- oder zurückgeschoben. Zur
Umsteuerung des Tisches bezieh. zur Verschiebung des Muffes I sind auf dem Tische 2 Knaggen q (Fig.
1) je nach der Gröſse der zu bearbeitenden Walze verstellbar
angebracht. Ist der
Tisch nun ganz ausgeschoben, so stöſst eine der Knaggen gegen einen Hebel r und legt denselben um; hierbei wird der auf der Welle
s des Hebels sitzende Zahnbogen t (Fig. 3) und
mittels dessen der gezahnte Gewichtshebel u gedreht,
welcher nun, sobald er seine Gleichgewichtslage überschritten hat, ganz herumschlägt
und eine weitere Drehung des Zahnbogens t veranlaſst,
welcher den mit dem Klauenmuffe x verbundenen Hebel v durch einen der beiden Anschlagstifte mitnimmt, der
nun seinerseits den Klauenmuff in das andere Zahnrad einrückt und so die
Tischbewegung umsteuert. Befindet sich der Klauenmuff in der mittleren Stellung, so
kann der Tisch auch mittels einer auf den Radbolzen w
aufgesetzten Kurbel von Hand verschoben werden.
Soll die Maschine zum Riffeln dienen, so wird das Stirnrad m von der Hohlspindel n abgenommen und
letztere so weit vorgezogen, daſs der Hebel x (Fig.
1 und 5) zwischen
die Köpfe y des Schlittens b auf dieselbe aufgesteckt werden kann; an Stelle des Stirnrades m kommt jetzt die Schneckenrad-Theilvorrichtung,
bestehend aus dem auf der Spindel n festen
Schneckenrade z und dem lose auf derselben sitzenden,
die zugehörige Schnecke tragenden Gabellager A. Die
Führung B für die an dem mit letzteren verbundenen
Hebel x sitzende Kugel wird, dem gewünschten Dralle der
Riffelung entsprechend, schräg eingestellt und der Anschlag C für die Riffeltheilung je nach der Riffelschräge und der Walzenlänge
fixirt. Nachdem nun noch das Schmirgelscheibengehäuse D
abgehoben, der Support E an dessen Stelle gesetzt,
sowie das der verlangten Riffelzahl entsprechende Sperrrad F angesteckt ist, kann das Riffeln beginnen. Das Schneckenrad z hat 50 Zähne; sollen auf einer Walze 400 Riffeln
erzeugt werden, so bekommt das Sperrrad F 8 Zähne,
wodurch bei einem Zahne Fortschaltung des Sperrrades F
die Walze um 1/400
des Umfanges fortgedreht wird. Diese Fortschaltung bewirkt ein gabelförmiger Ansatz
am Winkelsperrhebel G, in welchen sich der Stift des
Anschlages C einlegt und den Sperrhebel G beim Weitergange des Schlittens b zurückhält und um seine Achse so viel verdreht, daſs
das Sperrrad um einen Zahn weiter geschaltet wird.
Tafeln