| Titel: | O. Helsig's Support zum Aufspannen der Holzkämme auf der Bandsäge. |
| Fundstelle: | Band 253, Jahrgang 1884, S. 68 |
| Download: | XML |
O. Helsig's Support zum Aufspannen der Holzkämme auf
der Bandsäge.
Mit Abbildungen auf Tafel 6.
Helsig's Support zum Aufspannen der Holzkämme auf der
Bandsäge.
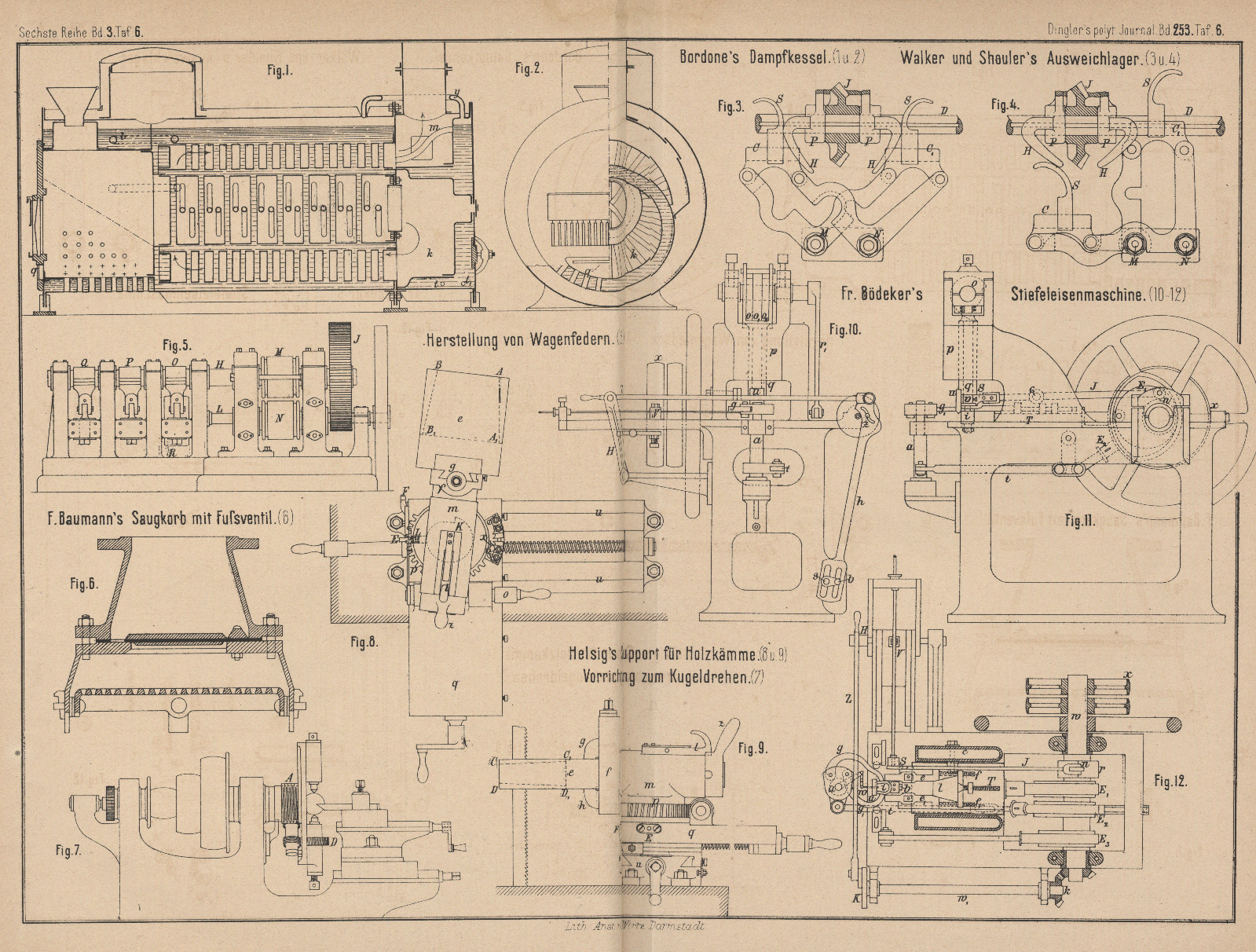
Der in Fig. 8 und 9 Taf. 6
gezeichnete, von O. Helsig in Chemnitz (* D. R. P. Kl.
38 Nr. 24308 vom 4. März 1883) angegebene Support bezweckt ein nach vorgenommener
Einstellung stets übereinstimmendes genaues Schneiden der Zapfen von Holzkämmen auf
der Bandsäge, indem der Support in jeder der ihm zu gebenden Arbeitstellungen durch
Anschläge gesichert wird.
Die Radkämme e werden zwischen den Backen g und h des
Parallelschraubstockes f eingespannt, mit welchem sie
um eine wagerechte Achse mittels des Handgriffes z
gedreht und nach je einer Vierteldrehung durch die Klinke l festgestellt werden können. Auſserdem läſst sich die ganze
Einspannvorrichtung mit ihrem Lager m auf dem
Oberschlitten q eines Kreuzsupportes um eine lothrechte
Achse drehen, zu welchem Zwecke eine durch die Kurbel o
bethätigte und in das Zahnrad p eingreifende Schraube
ohne Ende vorhanden ist. So kann das Werkstück bequem in die vier Lagen gebracht
werden, welche zum Schneiden der Begrenzungsflächen des Zapfens erforderlich sind.
Diese Stellungen werden für alle gleich zu fertigenden Zapfen ein für alle Mal
vorgemerkt, indem zunächst ein Kamm eingespannt wird, bei welchem der zu schneidende
Zapfen genau angerissen ist. Nachdem dieser einmal in die richtigen Stellungen
gebracht ist, läſst sich der erforderliche Ausschlag der Einspannvorrichtung nach
rechts und links durch entsprechendes Einstellen der Zeiger v, gegen welche der mit dem Lager m
verbundene Zeiger x steht, genau markiren und ebenso
der erforderliche Vorschub des Schlittens q durch
Festschrauben des an dem Schlitten s verschiebbaren
Anschlages F für alle noch zu schneidenden Zapfen genau
begrenzen. Desgleichen sind an dem Schlitten s bezieh.
der unteren Supportführung u Zeiger verschiebbar, mit
deren Hilfe die Seitenverschiebungen entsprechend der Dicke des Zapfens angemerkt
werden können. Sind alle diese Einstellungen vorgenommen, so führt man zunächst die
Schnitte AA1 und BB1 aus, indem man den
Oberschlitten gegen die Säge vorschiebt. Der Schraubstock wird dann um 90° im Lager
m verdreht, so daſs jetzt die Schnitte CC1 und DD1 gemacht werden
können. Die jedesmalige Schnitttiefe wird durch die vorher eingestellten Anschläge
E am Oberschlitten und F am Mittelschlitten begrenzt. Um die Eckschnitte bei C1, D1, A1
bezieh. B1 zu machen,
muſs der Parallelschraubstock völlig herumgeschraubt und der Oberschlitten ganz weit
vorgeschoben werden; um dies zu ermöglichen, wird der von einer Feder L vorgedrückte Anschlag E
mittels der excentrischen Scheibe K zurückgezogen; der
Anschlag F kann dann frei vorbei gehen.
Der Apparat, welcher von der Werkzeugmaschinenfabrik Union
(vormals Diehl) in Chemnitz ausgeführt wird, kostet 300 M.
Tafeln