| Titel: | Verstellbarer Drehambos zum Schweissen von Blechröhren. |
| Fundstelle: | Band 253, Jahrgang 1884, S. 230 |
| Download: | XML |
Verstellbarer Drehambos zum Schweiſsen von
Blechröhren.
Mit Abbildungen auf Tafel 18.
Verstellbarer Drehambos zum Schweiſsen von Blechröhren.
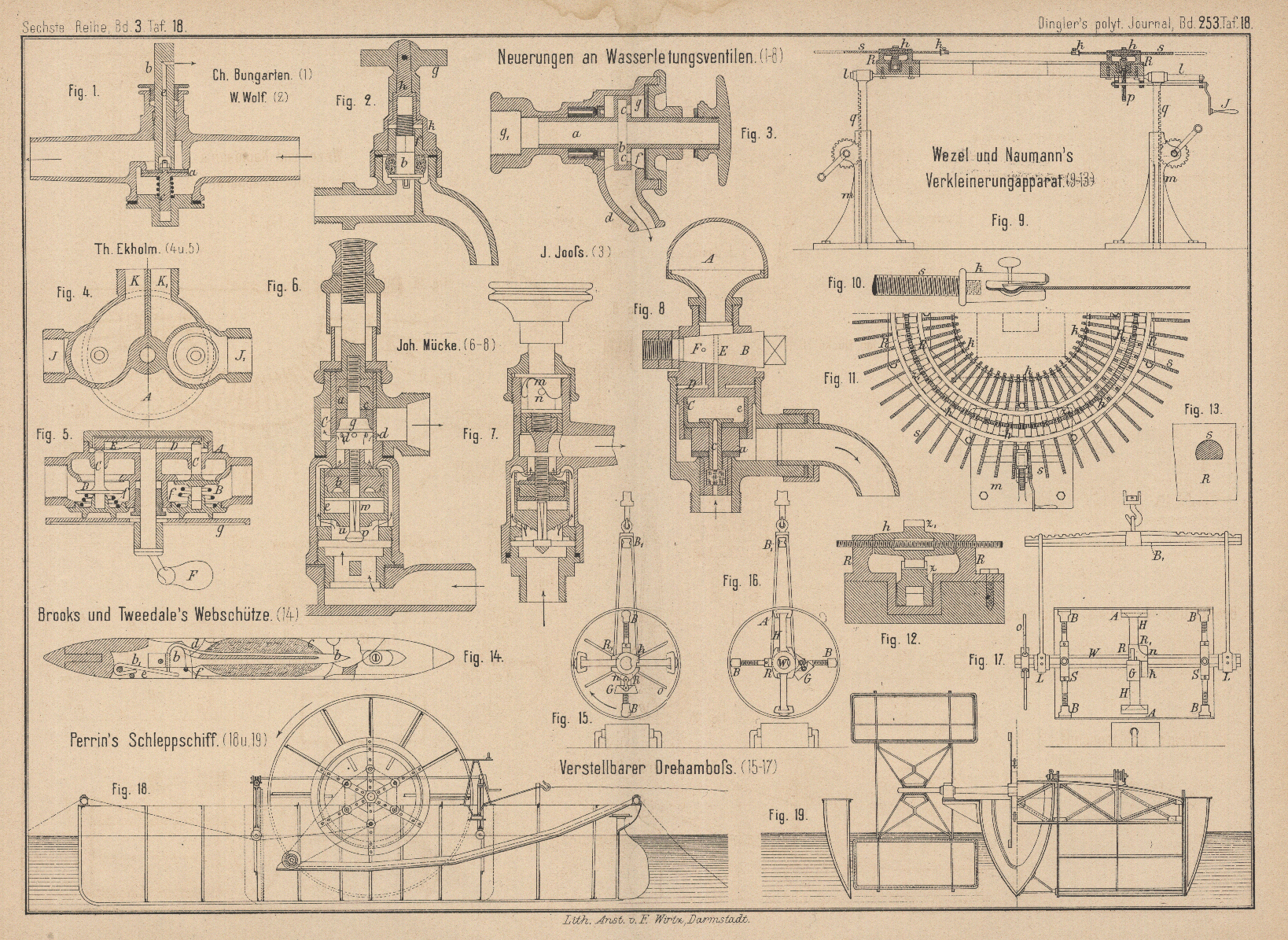
Zum Schweiſsen von Längs- und Rundnäthen rohrförmiger Blechkörper benutzt die Actiengesellschaft für Bergbau, Eisen- und Stahl-Industrie
„Union“ in Dortmund (* D. R. P. Kl. 49 Nr. 26413 vom 11.
September 1883) die in Fig. 15 bis
17 Taf. 18 dargestellte Vorrichtung.
Das zu einem Rohrschusse dienende Blech wird so gebogen, daſs die zu schweiſsenden
zugeschärften Kanten sich decken. In den so gebildeten Rohrstutzen wird dann eine
abgedrehte und mit einer halbcylindrischen Nuth versehene Achse W eingeführt, auf welcher sich 2 Sternnaben S verschieben lassen, dabei aber durch in die Nuthen
eingreifende Vorsprünge an der Drehung gegen die Achse verhindert werden. In diese
Sternnaben sind in entsprechende Büchsen je 4 Speichen drehbar eingesetzt, auf deren
äuſsere Enden die Spannbacken B aufgeschraubt sind.
Durch entsprechende Verdrehung der Speichen werden die Spannbacken daher aus- oder
einwärts bewegt und läſst sich so die Achse W im
Rohrschusse feststellen. Auſserhalb des Rohrschusses ruht die Achse in zwei Lagern
L, welche ihrerseits durch schmiedeiserne
Hängestangen von dem Doppelhebel B1 getragen werden; dieser hängt an einem Krahne, so
daſs mit der Achse W und dem durch die Sternnaben auf
derselben befestigten Rohrschusse alle erforderlichen Bewegungen über einem
Rundfeuer ausgeführt werden können.
Zwischen den beiden Sternnaben trägt die Achse W frei
drehbar einen Ring R, in welchem zwei die Ambosse A haltende Arme H
festgekeilt sind. Ein Gewicht G sucht den Ring mit den
Armen stets wagerecht zu stellen (vgl. Fig. 15);
auſserdem ist an dem Ringe R eine starke Nase n angegossen. Dicht neben diesem ersten Ringe befindet
sich noch ein zweiter Ring R1 auf der Achse, welcher durch eine in die Nuth derselben eingreifende
Nase gezwungen wird, jede Drehung der letzteren mitzumachen. Am Umfange des Ringes
R1 ist eine Knagge
k angegossen und wird die Achse W so in das Rohr eingeführt, daſs, wenn die
Schweiſsstelle sich über dem Feuer, also an tiefster Stelle des Rohres befindet, die
Knagge k wagerecht gerichtet ist. Des weiteren wird die
Achse W nicht genau centrisch in das Rohr eingesetzt,
sondern so, daſs sie der Schweiſsnaht etwa 20mm
näher sich befindet als der gegenüber liegenden Seite des Rohres. Hat nun die
Schweiſsstelle genügende Hitze erhalten und wird der ganze Rohrschuſs mit Hilfe des
Sternes o gedreht, um dieselbe nach oben zu bringen, so
nimmt, sobald sich die Schweiſsstelle über dem Ambosse A befindet, die Knagge k, indem dieselbe
gegen die Nase n stöſst, den Ring R und somit auch den Ambos mit in die höchste Stellung,
so daſs dann das Schweiſsen unmittelbar erfolgen kann. Auch kann sich der Ambos bei
dieser Arbeit durch die Hammerschläge nicht verdrehen, da jede Drehung nach der
einen Seite durch die Knagge k, nach der anderen Seite
durch das Gewicht G verhindert wird. Ist das Schweiſsen
vollendet, so wird das Rohr denselben Weg zurückgedreht, der Ambos A geht durch das Gewicht G
mit zurück, bis sein Arm wagerecht steht, in welcher Lage derselbe auch bei weiterer
Rückdrehung des Rohrschusses verbleibt. Die Schweiſsstelle kann daher ohne weiteres
ins Feuer gebracht werden, ohne daſs der Ambos mit erwärmt wird; letzterer legt sich
vielmehr, wie beschrieben, erst dann unter die Schweiſsstelle, wenn letztere zur
Bearbeitung nach oben gebracht wird.
Tafeln