| Titel: | Herstellung von Schlackengussformstücken. |
| Fundstelle: | Band 253, Jahrgang 1884, S. 232 |
| Download: | XML |
Herstellung von
Schlackenguſsformstücken.
Mit Abbildungen auf Tafel 19.
Herstellung von Schlackenguſsformstücken.
Werden gröſsere Schlackenmassen mit dem Hammer zerschlagen, so zerbersten sie leicht
bis auf eine gewisse Gröſse der Brocken, bei Würfelform bis auf etwa 15 bis 20cm Seitenlänge oder auch gröſser. Die Brocken aus
dem Inneren des Batzens sind dann bedeutend fester. Von dieser Erfahrung ausgehend,
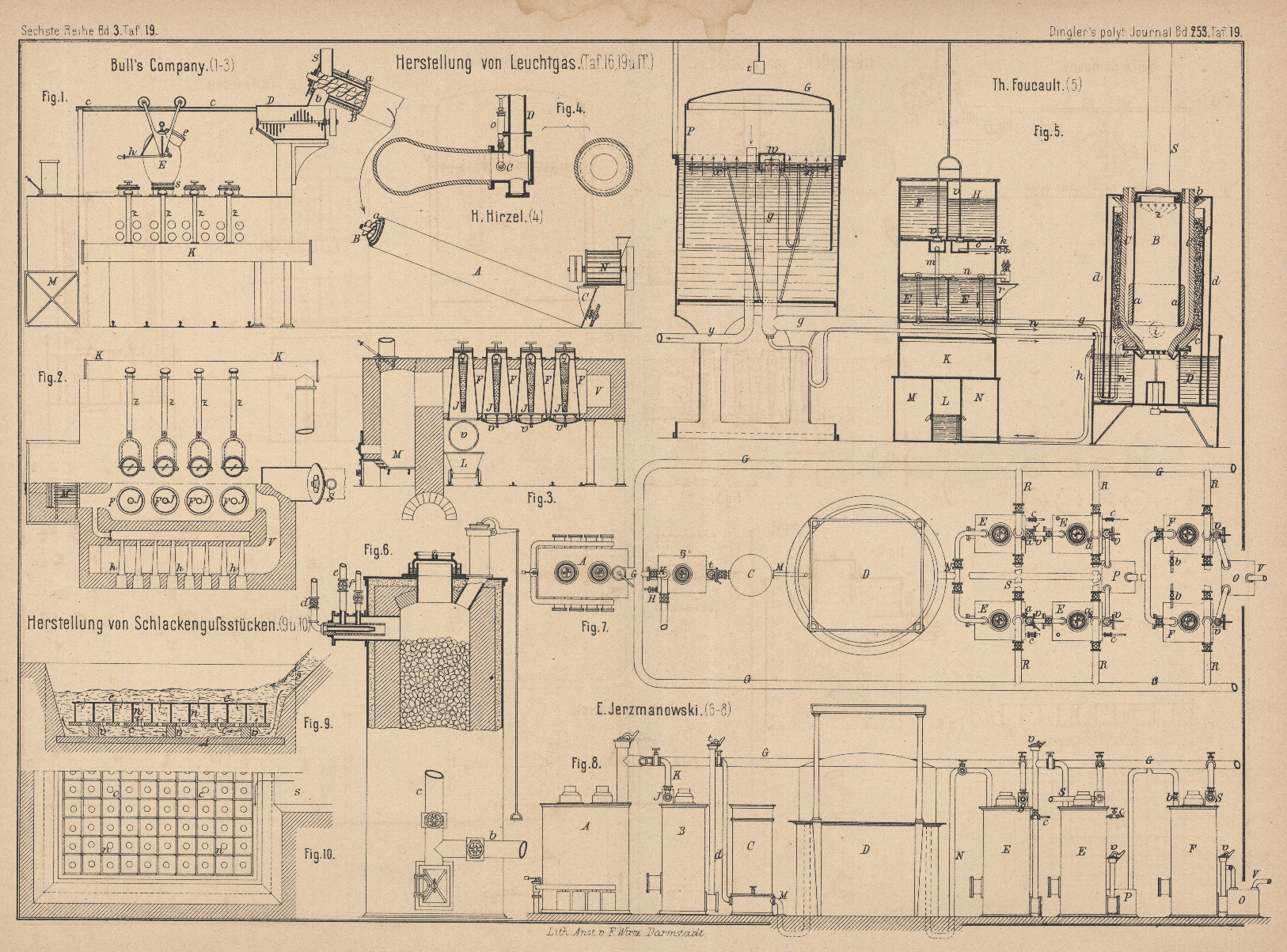
hat die von der Königin-Marienhütte in Cainsdorf i. S. (* D. R. P. Kl. 80 Nr. 27086 vom 16. August 1883) empfohlene Gieſsgrube als Sohle
eine etwa 5cm starke eiserne Platte A (Fig. 9 und
10 Taf. 19). Die mit 5cm weiten Löchern
versehene Eisenplatte c wird durch mindestens 5cm hohe Träger v
unterstützt. Der Abstand der Löcher ist so zu bemessen, daſs jede Form einen
Einfluſs von unten hat.
Auf diese Platte c werden die Formen n gesetzt. Die Formkästen werden durch die ein- oder
mehrtheilige Eisenplatte e abgedeckt, welche schwächer
sein kann als die Platte c, im Uebrigen dieselbe
Locheintheilung wie letztere hat. Die Schlacke flieſst von s aus zunächst auf die Sohlplatte, füllt den Zwischenraum zwischen dieser
und der Platte c aus und tritt durch die Löcher der
letzteren gleichzeitig und gleichmäſsig in sämmtliche Formen einer Schicht. Die aus
der Schlacke sich entwickelnden Gase entweichen aus den Löchern der Platte e, welche später auch als Einlauf von oben dienen. Auf
diese Weise soll ein möglichst dichtes Guſsstück erzielt werden. Ueber der
Deckplatte e läſst man die Schlacke noch mindestens
5cm hoch zusammenlaufen, so daſs die Formen
dadurch allseitig eingehüllt sind. Nach 36 bis 48 Stunden, je nach Gröſse der
Gieſsgrube, kann mit dem Ausbrechen der geformten Schlackenguſsstücke begonnen
werden. Wenn ein Schlackenwagen an die Stelle der Gieſsgrube tritt, dann ersetzt der
Boden des Wagens die Sohlplatte A in der Gieſsgrube und
die Seiten wände des Wagens ersetzen die bei der Gieſsgrube nöthige Auskleidung.
Sämmtliche Formen, besonders neue, sind vor dem Gebrauche mit Lehmwasser
auszustreichen.
Die Formstücke werden zu Pflasterungen, als Bausteine, Belagplatten u. dgl.
gebraucht. Zu erwähnen ist noch, daſs das Verfahren die Möglichkeit bieten soll,
stark basische Schlacke (Hochofenschlacke), welche die Eigenschaft hat, treibend zu
sein, durch das Tempern zu brauchbaren Formen zu gestalten.
Tafeln